1.本实用新型涉及轴流风机领域,尤其涉及一种轴流风机叶轮的装配工装及总成。
背景技术:
2.轴流风机使用时,产生的气流流动方向与轴流风机的转轴轴向基本平行,被广泛应用于各类需要进行冷却和通风等场所。轴流风机中的叶轮主要由扇叶和轮毂等组成,扇叶被夹持固定于所述轮毂上,而现有的轮毂和扇叶之间的装配过程中,需要调整叶片角度,以及多次变换紧固作业工位,使得装配过程繁琐,且效率较低,同时还影响产品的成品率。
技术实现要素:
3.本实用新型的目的就是为了克服上述现有技术的缺陷而提供一种有效提升装配效率,且无需调整叶片角度的轴流风机叶轮的装配工装及总成,并保证产品一致性和成品率。本实用新型的目的可以通过以下技术方案来实现:
4.一种轴流风机叶轮的装配工装,包括多根连接杆和多个限位支撑结构,多根所述连接杆圆周间隔排列,并且多根所述连接杆向中心延伸且交汇连接,每根所述连接杆远离交汇处的一端设置有所述限位支撑结构,以用于限位支撑扇叶。
5.作为优选的实施例,所述限位支撑结构包括一限位块和一支撑块,所述限位块和所述支撑块分别向上凸起设置于所述连接杆上,并且所述限位块和所述支撑块沿逆时针排列。
6.作为优选的实施例,所述连接杆包括一支杆和一侧杆,所述限位块连接于所述支杆和所述侧杆之间,所述侧杆远离所述限位块的一端连接所述支撑块。
7.作为优选的实施例,所述扇叶包括直线部,扭曲部,以及延伸连接于所述直线部和扭曲部之间的叶片部,所述直线部支撑抵接于所述支杆和所述侧杆上,并且被所述限位块限位,所述叶片部支撑抵接于所述支撑块上。
8.作为优选的实施例,还包括连接立柱,所述连接立柱设置于多根所述连接杆的交汇处。
9.作为优选的实施例,所述支杆和所述侧杆位于同一水平面上,并且该水平面与所述连接立柱相垂直。
10.一种装配总成,包括上述实施例的装配工装,所述装配总成还包括作业台架,所述装配工装能够转动连接于所述作业台架上。
11.作为优选的实施例,还包括传动结构,所述传动结构与多根所述连接杆的交汇处传动连接,以用于带动所述装配工装转动。
12.作为优选的实施例,还包括轴流风机叶轮,所述轴流风机叶轮包括轮毂组件和若干个扇叶,所述轮毂组件定位于多根所述连接杆的交汇处,所述扇叶支撑限位于所述限位支撑结构,以进行所述轮毂组件和所述扇叶之间的装配。
13.与现有技术相比,本技术方案具有以下优点:
14.所述轴流风机叶轮可藉由所述装配工装进行装配,其中所述轮毂组件被支撑固定于多根所述连接杆的交汇处,所述扇叶被支撑固定于所述限位支撑结构,由于所述轮毂组件和所述扇叶都得到相应的支撑,以便对两者进行固定装配,有效降低装配难度,从而提升装配效率,所述限位支撑结构包括限位块和支撑块,以同时对所述扇叶进行支撑和固定,以使所述扇叶无需进行装配角度调节,就能实现所述扇叶在所述轮毂组件上的装配,降低装配过程中繁琐程度,进而提升装配效率和降低装配难度,同时保证产品的一致性和成品率。另外所述装配工装能够转动,因此无需变换作业工位,就能够完成各个所述扇叶在所述轮毂组件上的装配,降低装配人员的作业强度,同时提升生产效率及质量。
15.以下结合附图及实施例进一步说明本实用新型。
附图说明
16.图1为本实用新型所述轴流风机叶轮的结构示意图;
17.图2为本实用新型所述后轮毂的结构示意图;
18.图3为本实用新型所述后轮毂的后视图;
19.图4为本实用新型所述前轮毂的结构示意图;
20.图5为本实用新型所述前轮毂的后视图;
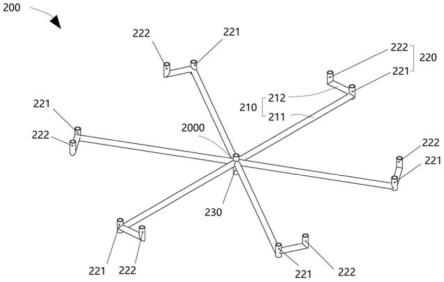
21.图6为本实用新型所述装配工装的结构示意图;
22.图7为本实用新型所述装配总成的结构示意图。
具体实施方式
23.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
24.如图1至图5所示,所述轴流风机叶轮100,包括轮毂组件110和若干个扇叶120,所述轮毂组件110包括两个形状相同的轮毂111,两个所述轮毂111各设有若干个圆周间隔排列的配合槽112a、112b,其中一个轮毂111为后轮毂111b,另一个轮毂111以相邻的两所述配合槽112a之间为界限,以分隔得到若干个带有所述配合槽112a的前轮毂111a,所述后轮毂111b的每个所述配合槽112b各对应设置一所述前轮毂111a,并且所述前轮毂111a的配合槽112a与所述后轮毂111b的配合槽112b相对,以用于夹持固定所述扇叶120。
25.若干个所述前轮毂111a是由与所述后轮毂111b相同形状的轮毂111分隔得到的,因此可采用同一摸具开模制造来获得两个相同形状的轮毂111,其中一个轮毂111直接作为后轮毂111b,另一个轮毂111分隔形成若干个带有所述配合槽112a的前轮毂111a,相对于现有技术来说,降低了加工成本和开模难度,同时保证产品一致性,进而降低装配难度和提升装配效率。另外所述扇叶120夹持固定于相对的配合槽112a与配合槽112b之间,以使所述配合槽112a与配合槽112b包裹所述扇叶120的插接端部124,从而提升固定效果,保证产品结构的稳定和可靠性。
26.参考图1,每个所述前轮毂111a可仅带有一个所述配合槽112a,即根据所述配合槽112a的数量来决定需分隔的所述前轮毂111a的数量,图1中的所述前轮毂111a数量为六个,
该所述轮毂组件110可对应装配六个所述扇叶120,可见所述前轮毂111a和所述扇叶120的数量相一致,可根据设计需要进行调整选定。
27.如图1至图5所示,两所述轮毂111各具有一配合面113a、113b,所述配合面113a、113b部分凹陷形成配合槽112a、112b,所述前轮毂111a和所述后轮毂111b通过所述配合面113a、113b相互抵接固定。
28.当所述前轮毂111a的配合面113a和所述后轮毂111b的配合面113b抵接固定后,相同形状的所述配合槽112a和配合槽112b相对,并包裹所述扇叶120的插接端部124,以实现装配固定。
29.所述后轮毂111b呈环形,分隔形成的所述前轮毂111a呈扇形,所述前轮毂111a和所述后轮毂111b均具有相对应的内边缘和外边缘,当所述前轮毂111a和所述后轮毂111b装配后,所述前轮毂111a的外边缘和所述后轮毂111b的外边缘可齐平,而所述前轮毂111a的内边缘位于所述后轮毂111b的内边缘和外边缘之间,即所述前轮毂111a的径向尺寸小于所述后轮毂111b的径向尺寸,以使所述后轮毂111b的中心能够安装轴套130,并使若干个所述前轮毂111a围绕在所述轴套130周围,参考图1。
30.如图1至图5所示,所述配合槽112a、112b从所述轮毂111的外边缘向内延伸形成,并包括沿延伸方向排列的外槽部1121a、1121b和内槽部1122a、1122b,所述内槽部1122a、1122b的凹陷深度大于所述外槽部1121a、1121b的凹陷深度,以在所述内槽部1122a、1122b和所述外槽部1121a、1121b之间形成槽台阶1123a、1123b。
31.参考图1,所述插接端部124包括相接的小圆盘1241和大圆盘1242,所述大圆盘1242的直径大于所述小圆盘1241的直径,所述小圆盘1241固定于所述前轮毂111a的内槽部1122a和所述后轮毂111b的内槽部1122b之间,所述大圆盘1242固定于所述前轮毂111a的外槽部1121a和所述后轮毂111b的外槽部1121b之间,并且所述大圆盘1242抵接在所述槽台阶1123a、1123b上,防止所述扇叶120沿轮毂组件110径向滑出。装配时,可先将所述扇叶120的插接端部124放置在所述后轮毂111b的配合槽112b内,以使所述后轮毂111b包裹所述插接端部124一半,然后将所述前轮毂111a扣合在所述插接端部124上,并包裹所述插接端部124的另一半,以实现所述前轮毂111a和所述后轮毂111b对所述插接端部124进行完全包裹。
32.如图1、图2和图4所示,所述扇叶120的插接端部124末端设置有插块125,所述配合槽112a、112b延伸的末端设置所述插块125插入的凹部1124a、1124b。所述前轮毂111a的凹部1124a和所述后轮毂111b的凹部1124b相对且连通,以使所述插块125分别插入于所述前轮毂111a的凹部1124a和所述后轮毂111b的凹部1124b内,防止装配后的扇叶120发生转动。
33.如图1、图2和图4所示,所述轮毂111的配合面113a、113b上还设置有环形槽114a、114b,所述环形槽114a、114b穿设所述内槽部1122a、1122b,以将所述配合面113a、113b分隔为内环面部1132a、1132b和外环面部1131a、1131b。
34.所述环形槽114、114b与所述轮毂111为同心圆,其中所述环形槽114a、114b的宽度略小于所述内槽部1122a、1122b的宽度。当所述前轮毂111a和所述后轮毂111b装配后,所述前轮毂111a的环形槽114a和所述后轮毂111b的环形槽114b相对,并且所述前轮毂111a的内环面部1132a和所述后轮毂111b的内环面部1132b抵接固定,以及所述前轮毂111a的外环面部1131a和所述后轮毂111b的外环面部1131b抵接固定。
35.如图1至图5所示,所述前轮毂111a和所述后轮毂111b通过轮毂紧固件141固定,所
述内环面部1132a、1132b和外环面部1131a、1131b各开设有所述轮毂紧固件141穿过的轮毂固定孔115a、115b。
36.其中每个所述前轮毂111a可通过四个轮毂紧固件141固定于所述后轮毂111b上,所述配合槽112a、112b的两侧各设置有两个轮毂紧固件141,其中一个位于所述内环面部1132a、1132b上,另一个位于所述外环面部1131a、1131b上,以提升所述轮毂组件110对扇叶120的固定性能。
37.如图1所示,所述轴流风机叶轮100还包括轴套130,分隔得到所述前轮毂111a的径向尺寸,其小于所述后轮毂111b的径向尺寸,以在所述轴套130固定于所述后轮毂111b的中心时,若干个所述前轮毂111a能够围绕在所述轴套130周围。所述轴套130用于连接电机、转轴等,以用于带动所述轴流风机叶轮100整体转动。
38.参考图1至图3,所述后轮毂111b的中心开设有定位孔116b,所述轴套130定位固定于所述定位孔116b内,以保证所述轴套130在所述后轮毂111b上的安装精度,防止位置偏差而造成所述叶轮100的工作效率,另外所述定位孔116b还可用作在工装装配时的定位。
39.所述轴套130通过轴套紧固件142固定于所述后轮毂111b上,所述后轮毂111b上开设有若干个所述轴套紧固件142穿过的轴套固定孔117b,若干个所述轴套固定孔117b围绕在所述定位孔116b的周围。
40.如图3和图5所示,所述环形槽114a、114b和所述配合槽112a、112b在所述配合面113a、113b上为凹面,并且所述轮毂111背离所述配合面113a、113b一侧,其分别形成与所述环形槽114a、114b和所述配合槽112a、112b相对的凸面118a、118b。可见所述轮毂111可利用模具冲压形成,其在轮毂111的一侧形成凹面,另一侧形成凸面。
41.综上所述,若干个所述前轮毂111a是由与所述后轮毂111b相同形状的轮毂111分隔得到的,因此可采用同一摸具开模制造来获得两个相同形状的轮毂111,其中一个轮毂111直接作为后轮毂111b,另一个轮毂111分隔形成若干个带有所述配合槽112a的前轮毂111a,相对于现有技术来说,降低了加工成本和开模难度,同时保证产品一致性,进而降低装配难度和提升装配效率。另外所述扇叶120夹持固定于相对的配合槽112a与配合槽112b之间,以使所述配合槽112a与配合槽112b包裹所述扇叶120的插接端部124,从而提升固定效果,保证产品结构的稳定和可靠性。
42.如图1和图6所示,一种轴流风机叶轮的装配工装200,包括多根连接杆210和多个限位支撑结构220,多根所述连接杆210圆周间隔排列,并且多根所述连接杆210向中心延伸且交汇连接,每根所述连接杆210远离交汇处2000的一端设置有所述限位支撑结构220,以用于限位支撑扇叶120。
43.所述轴流风机叶轮100可藉由所述装配工装200进行装配,其中所述轮毂组件110被支撑固定于多根所述连接杆210的交汇处2000,所述扇叶120被支撑固定于所述限位支撑结构220,由于所述轮毂组件110和所述扇叶120都得到相应的支撑,以便对两者进行固定装配,有效降低装配难度,从而提升装配效率,另外该装配过程可通过机械手完成,进而实现全自动化或半自动化作业。
44.所述连接杆210和限位支撑结构220的数量相一致,其决定支撑的扇叶120数量,所述连接杆210、所述限位支撑结构220和所述扇叶120的数量均相一致,以使所述轴流风机叶轮100的每个所述扇叶120均能得到支撑固定,例如所述连接杆210、所述限位支撑结构220
和所述扇叶120的数量均为六个,但不限于此,可根据不同的装配作业场景进行调整。
45.如图6所示,所述限位支撑结构220包括一限位块221和一支撑块222,所述限位块221和所述支撑块222分别向上凸起设置于所述连接杆210上,并且在从上至下的视角下,所述限位块221和所述支撑块222沿逆时针排列。所述限位块221和所述支撑块222的横截面可呈方形或圆形等,并且两者可采用焊接等方式进行固定。
46.进一步地,所述连接杆210包括一支杆211和一侧杆212,所述限位块221连接于所述支杆211和所述侧杆212之间,所述侧杆212远离所述限位块221的一端连接所述支撑块222。所述支杆211的长度较长于所述侧杆212的长度,其中所述支杆211和所述侧杆212的横截面可呈方形或圆形等,并且两者可采用焊接等方式进行固定。
47.更进一步地,所述扇叶120包括直线部121,扭曲部122,以及延伸连接于所述直线部121和扭曲部122之间的叶片部123,所述直线部121支撑抵接于所述支杆211和所述侧杆212上,并且被所述限位块221限位,所述叶片部123支撑抵接于所述支撑块222上,提升所述限位支撑结构220对所述扇叶120支撑能力,防止装配时出现位移而影响装配效果。
48.所述支撑块222的长度,以及所述侧杆212的长度等均是由所述扇叶120的形状决定的,其中当所述扇叶120支撑固定于所述限位支撑结构220上时,无需对所述扇叶120进行装配角度调节,就能实现所述扇叶120在所述轮毂组件110上的装配,降低装配过程中繁琐程度,进而提升装配效率和降低装配难度。
49.如图6所示,所述装配工装200还包括连接立柱230,所述连接立柱230设置于多根所述连接杆210的交汇处2000。所述连接立柱230可用作固定,例如所述装配工装200通过所述连接立柱230固定于所述作业台架300上。
50.所述支杆211和所述侧杆212位于同一水平面上,以对应支撑所述扇叶120的直线部121,并且该水平面与所述连接立柱230相垂直。
51.综上所述,所述轴流风机叶轮100可藉由所述装配工装200进行装配,其中所述轮毂组件110被支撑固定于多根所述连接杆210的交汇处2000,所述扇叶120被支撑固定于所述限位支撑结构220,由于所述轮毂组件110和所述扇叶120都得到相应的支撑,以便对两者进行固定装配,有效降低装配难度,从而提升装配效率,另外所述限位支撑结构220包括限位块221和支撑块222,以同时对所述扇叶120进行支撑和固定,以使所述扇叶120无需进行装配角度调节,就能实现所述扇叶120在所述轮毂组件110上的装配,降低装配过程中繁琐程度,进而提升装配效率和降低装配难度。
52.如图7所示,所述装配总成,包括上述实施例的装配工装200,所述装配总成还包括作业台架300,所述装配工装200能够转动连接于所述作业台架300上。
53.由于所述装配总成包括上述实施例的装配工装200,因此所述装配总成的有益效果可参考上述实施例的装配工装200。另外所述装配工装200能够转动,因此无需变换作业工位,就能够完成各个所述扇叶120在所述轮毂组件110上的装配,降低装配人员的作业强度,同时提升生产效率及质量。
54.所述装配总成还包括传动结构,所述传动结构与多根所述连接杆210的交汇处2000传动连接,以用于带动所述装配工装200转动。可见除了通过手动带动所述装配工装200转动外,还可通过所述传动结构带动所述装配工装200自动化转动,以实现自动装配的效果。其中所述传动结构可以为电机。
55.如图1、图6和图7所示,所述装配总成还包括轴流风机叶轮100,所述轴流风机叶轮100包括轮毂组件110和若干个扇叶120,所述轮毂组件110定位于多根所述连接杆210的交汇处2000,所述扇叶120支撑限位于所述限位支撑结构220,以进行所述轮毂组件110和所述扇叶120之间的装配。
56.所述后轮毂111b背离所述配合面113b一侧形成的与所述环形槽114b相对的凸面118b,其抵接停靠在所述支杆211上,这样当所述扇叶支撑限位于所述限位支撑结构220上,所述后轮毂111b的环形槽114b能够与所述扇叶120的插接端部124相对应。
57.所述装配总成的使用方法如下:
58.第一步,先将所述后轮毂111b通过所述定位孔116b定位于所述装配工装200的多根所述连接杆210的交汇处2000。
59.第二步,将所述扇叶120的插接端部124的放置在所述后轮毂111b的配合槽112b内,同时将所述扇叶120支撑固定于所述装配工装200的限位支撑结构220。
60.第三步,将所述前轮毂111a扣合在所述扇叶120的插接端部124上,并通过所述轮毂紧固件141固定,以完成当前所述扇叶120在所述前轮毂111a和所述后轮毂111b之间的装配。
61.当前装配人员无需变换装配工位,只需通过旋转所述装配工装200,即可进行下一个所述扇叶120的装配,如此反复以完成整套叶轮装配。
62.以上所述的实施例仅用于说明本实用新型的技术思想及特点,其目的在于使本领域内的技术人员能够了解本实用新型的内容并据以实施,不能仅以本实施例来限定本实用新型的专利采用范围,即凡依本实用新型所揭示的精神所作的同等变化或修饰,仍落在本实用新型的专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
