压缩工序vocs气体回收系统
技术领域
1.本实用新型涉及化工生产领域,具体涉及压缩工序vocs气体回收系统。
背景技术:
2.在化工生产过程中,为了便于将气体中的杂质除去,通常利用不同气体液化压力不同,通过压缩机的压缩,将液化温度低的气体分离。常用的压缩机是往复活塞式氟利昂压缩机。该压缩机的连杆通常使用填料函进行密封,填料函处在长时间磨损后会发生泄漏。常规的做法是通过向填料函处注入高压氮气,平衡密封函与气缸压力,减少压缩机泄漏量。
3.通入氮气的方式存在以下的缺陷:1.在正常运行过程中,氮气会进入系统,导致后道工序压力偏高,不利于安全生产;2.氮气进入系统后,系统不凝气含量偏高,需要反复放空排放,排放气体中二氟乙烷、二氟一氯乙烷气体含量高达50-80%,造成原辅料浪费,污染环境。
技术实现要素:
4.为了避免压缩机内的气体从填料函处泄漏造成污染,本实用新型的目的在于提供一种将vocs气体有效回收处理且不会对生产制程造成影响的压缩工序vocs气体回收系统。
5.为达到以上目的,本实用新型采取的技术方案为:
6.压缩工序vocs气体回收系统,包括压缩机以及缓冲罐,所述压缩机的填料函处经回收管道连接缓冲罐,所述缓冲罐底部经管道连接有液环真空泵的吸气端,所述液环真空泵的排气端以及缓冲罐的顶部经吸收管道连接有碱洗分离器,所述碱洗分离器内装有碱液,所述吸收管道插入到碱液的液面以下;所述碱洗分离器的顶部经管道连接尾气处理装置;所述缓冲罐内安装有填料,所述填料安装于缓冲罐的与压缩机连接的进气口以及缓冲罐与液环真空泵连接的出气口之间。
7.进一步地,所述缓冲罐罐内安装有过滤层,所述过滤层安装于填料下方,并位于填料与缓冲罐与液环真空泵连接的出气口之间。
8.进一步地,所述压缩机与所述缓冲罐连接的管道经支路管路连接分子筛腔体。
9.进一步地,所述回收管道和吸收管道上分别安装有电磁阀。
10.再进一步地,所述液环真空泵的进气管道和排气管道均安装有电磁控制阀。
11.采取以上技术方案后,本实用新型的有益效果为:
12.1.利用液环压缩机产生负压,通过缓冲罐的填料吸收,回收压缩机连杆填料函泄漏出的二氟乙烷、二氟一氯乙烷至碱洗罐吸收,避免泄漏在空气中造成污染。
13.2.通过将液环真空泵的排气端以及缓冲罐的顶部经吸收管道连接有碱洗分离器,在处理泄漏气体的同时将液环真空泵与缓冲罐形成调节回路,自动调控压缩机中腔压力0.005-0.1mpa,在保障安全的基础上,回收率可以达到90%以上。大幅降低vocs排放量。
14.3.将同工序的分子筛并列接入至回收系统的真空回路中,能够将分子筛中粉化的颗粒吸收出并在缓冲罐中过滤层吸收,避免分子筛内的颗粒进入原料中影响生产。
附图说明
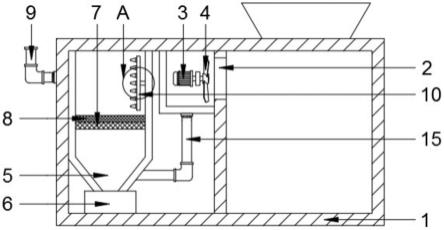
15.图1为本实用新型的系统原理图。
具体实施方式
16.以下结合附图对本实用新型的具体实施方式做进一步详述:
17.如图所示,压缩工序vocs气体回收系统,用于吸收二氟一氯乙烷在生产过程中可能泄漏出的气体以及去除制程中使用的分子筛内的粉化的颗粒。
18.回收系统由压缩机1、分子筛2、缓冲罐3、液环真空泵4、碱洗分离器5组成。压缩机1的填料函处经回收管道6连接至缓冲罐2顶部,回收管道6上安装控制阀门7;分子筛2的腔体也通过支路管道8连接到回收管道6。在缓冲罐3的底部经管道连接液环真空泵4的吸气端,利用液环真空泵4的吸气端产生的负压,将压缩机1处泄漏的气体以及分子筛2内的细小颗粒吸入缓冲罐3内。
19.为了对泄漏的气体吸收并避免分子筛内的颗粒进入液环真空泵4,在缓冲罐3内安装有填料9和过滤层10,填料9和过滤层10安装在缓冲罐3与液环真空泵4吸气口连接口的上方,确保吸收后的气体进入液环真空泵4,避免颗粒物损伤液环真空泵4。
20.液环真空泵4的排气端经过吸收管道11与碱洗分离器5连接。碱分离器5内装有用于吸收vocs气体的碱液,吸收管道11插入碱液内,确保气体能够完全吸收,碱分离器5顶部通过管道将吸收后的尾气送至尾气处理工站。
21.在缓冲罐3的顶部通过调节管道12与吸收管道11连接,在调节管道12上安装控制阀13加以控制。当控制阀13打开后,能够将液环真空泵4与缓冲罐3形成循环回路,增加缓冲罐3内的压力,进而能够通过回收管道6调控压缩机1内的压力,避免压缩机1内部压力过大,保障安全,还能降低vocs排放量。
22.本技术方案的回收系统可以同时对多个压缩机的尾气以及多个分子筛的颗粒同时进行回收处理,投入低,效果好,能够满足环保的要求。
技术特征:
1.压缩工序vocs气体回收系统,包括压缩机以及缓冲罐,所述压缩机的填料函处经回收管道连接缓冲罐,其特征在于,所述缓冲罐底部经管道连接有液环真空泵的吸气端,所述液环真空泵的排气端以及缓冲罐的顶部经吸收管道连接有碱洗分离器,所述碱洗分离器内装有碱液,所述吸收管道插入到碱液的液面以下;所述碱洗分离器的顶部经管道连接尾气处理装置;所述缓冲罐内安装有填料,所述填料安装于缓冲罐的与压缩机连接的进气口以及缓冲罐与液环真空泵连接的出气口之间。2.根据权利要求1所述的压缩工序vocs气体回收系统,其特征在于,所述缓冲罐罐内安装有过滤层,所述过滤层安装于填料下方,并位于填料与缓冲罐与液环真空泵连接的出气口之间。3.根据权利要求1所述的压缩工序vocs气体回收系统,其特征在于,所述压缩机与所述缓冲罐连接的管道经支路管路连接分子筛腔体。4.根据权利要求1所述的压缩工序vocs气体回收系统,其特征在于,所述回收管道和吸收管道上分别安装有电磁阀。5.根据权利要求1所述的压缩工序vocs气体回收系统,其特征在于,所述液环真空泵的进气管道和排气管道均安装有电磁控制阀。
技术总结
本实用新型涉及化工生产领域,提供了压缩工序VOCS气体回收系统。述缓冲罐底部经管道连接有液环真空泵的吸气端,所述液环真空泵的排气端以及缓冲罐的顶部经吸收管道连接有碱洗分离器,所述碱洗分离器内装有碱液,所述吸收管道插入到碱液的液面以下;所述碱洗分离器的顶部经管道连接尾气处理装置;所述缓冲罐内安装有填料,所述填料安装于缓冲罐的与压缩机连接的进气口以及缓冲罐与液环真空泵连接的出气口之间。用液环压缩机产生负压,通过缓冲罐的填料吸收,回收压缩机连杆填料函泄漏出的二氟乙烷、二氟一氯乙烷至碱洗罐吸收,避免泄漏在空气中造成污染。在空气中造成污染。在空气中造成污染。
技术研发人员:施周兵 宋鑫 秦兵
受保护的技术使用者:泰兴市梅兰化工有限公司
技术研发日:2021.12.28
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。