1.本实用新型涉及激光焊接技术领域,尤其是一种细壶嘴激光内焊工装。
背景技术:
2.激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
3.水壶在生产过程中需要对壶嘴进行焊接,与传统的手工焊接相比,激光焊接加快了其焊接速度,但由于水壶的型号多样,其焊缝形状不规则,焊接位置在壶身内部,而且壶嘴与水壶壶体之间不易固定放置,导致其激光焊接操作不稳定,焊接效果不佳,焊接报废高,生产效率也还有很大的提升空间,因此设计一种操作简便、能适应多种型号水壶焊接、焊接效果好的壶嘴焊接设备就显得很有必要了。
技术实现要素:
4.针对背景技术中存在的技术缺陷,本实用新型提出一种细壶嘴激光内焊工装,解决了上述技术问题以及满足了实际需求,具体的技术方案如下所示:
5.本实用新型解决其技术问题所采用的技术方案是:一种细壶嘴激光内焊工装,包括基座、固定安装在基座上的前支撑架、固定安装在基座上的并能在前后左右上下方向调节的后支撑架,所述前支撑架包括安装在基座上的若干个限位杆、与限位杆固定并能在限位杆上下方向移动调节高度的用于支撑细壶嘴的壶嘴支撑结构、固定在壶嘴支撑结构上的并可以左右方向调节的壶身限位结构、固定在基座上的壶嘴限位结构,所述壶嘴支撑结构包括与限位杆固定的支撑板、与支撑板铰接的旋转定位结构、固定在支撑板下侧的销钉定位装置。
6.进一步技术方案,所述支撑板设有u型槽一,所述壶身限位结构与支撑板螺栓连接,所述壶身限位结构包括与支撑板螺栓连接并限定在u型槽一内的限位架、与限位架固定连接的限位轴承。
7.进一步技术方案,所述支撑板还设有连接板,所述旋转定位结构包括与连接板铰接的旋转块、与旋转块固定的定位块一、与旋转块固定旋转手柄,所述定位块一设有通孔一,所述支撑板设有通孔二,所述旋转块旋转至与支撑板贴合时所述定位块一延伸至支撑板的上侧且通孔一和通孔二相通,所述旋转块的内侧设置有壶嘴仿形半圆一,所述支撑板的外侧设有壶嘴仿形半圆二,所述壶嘴仿形半圆一和壶嘴仿形半圆二并合形成固定壶嘴的壶嘴定位孔。
8.进一步技术方案,所述销钉定位装置包括固定在支撑板下面的销钉驱动装置、与销钉驱动装置驱动连接的并能穿过通孔一和通孔二上下移动的定位销钉。
9.进一步技术方案,所述壶嘴仿形半圆一和壶嘴仿形半圆二的内侧均设有齿状结构。
10.进一步技术方案,所述限位杆的上部设有外螺纹,所述支撑板与限位杆螺栓连接在外螺纹部分。
11.进一步技术方案,所述后支撑架包括固定在基座上的后支撑座、与后支撑座固定的并能进行位置调节的壶身支撑结构、与后支撑座固定的悬臂顶压结构,所述后支撑座设有u型槽二。
12.进一步技术方案,所述壶身支撑结构包括固定在后支撑座侧面的前后调节板、固定在前后调节板侧面的上下调节板、与上下调节板固定的弧形支撑架,所述前后调节板设有u型槽四,所述上下调节板设有u型槽五。
13.进一步技术方案,所述悬臂顶压结构包括固定在后支撑座后侧的悬臂驱动结构、与悬臂驱动结构驱动连接的悬臂旋转杆、与悬臂旋转杆固定连接的顶压块,所述悬臂旋转杆与后支撑架铰接,所述顶压块设有u型槽六,所述顶压块通过u型槽六与悬臂旋转杆固定。
14.进一步技术方案,所述基座的底部设有与水平方向倾斜的角度。
15.本实用新型的有益效果是:提供一种细壶嘴激光内焊工装,包括基座、固定安装在基座上的前支撑架、固定安装在基座上的并能在前后左右上下方向上调节的后支撑架,所述前支撑架包括安装在基座上的若干个限位杆、与限位杆固定的壶嘴支撑结构、固定在壶嘴支撑结构上的壶身限位结构,所述壶嘴支撑结构包括与限位杆固定的支撑板、与支撑板铰接的旋转定位结构、固定在支撑板下侧的销钉定位装置。旋转打开旋转定位结构,将细壶嘴置于支撑板上并旋转合并旋转定位结构并启动销钉定位装置将细壶嘴固定定位住,然后将壶身置于后支撑架、支撑板上并使细壶嘴穿过壶身的壶嘴孔,所述后支撑架、壶身限位结构将壶身、细壶嘴限位固定住,即可待激光焊接,本实用新型操作简单,焊接效果好,所述后支撑架和支撑板高度能根据水壶的形状大小做出相应调整以适应不同型号水壶的焊接。
16.本实用新型结构简单、易操作,焊接效果好。
附图说明
17.下面结合附图和实施例对本实用新型进一步说明:
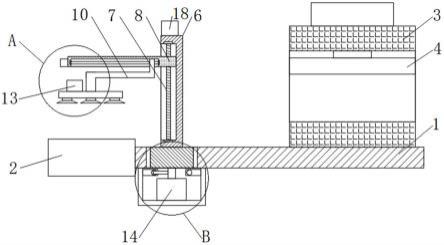
18.图1是本实用新型一种细壶嘴激光内焊工装的结构示意图。
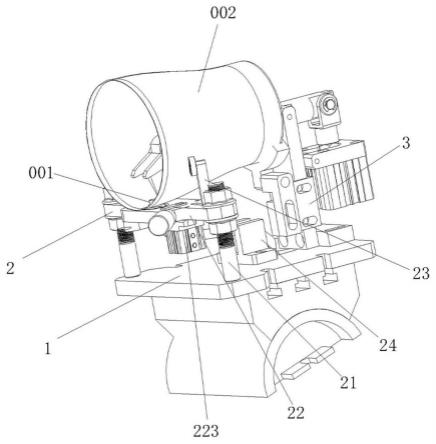
19.图2是本实用新型一种细壶嘴激光内焊工装的另一个方向的结构示意图。
20.图3是本实用新型一种细壶嘴激光内焊工装的爆炸结构示意图。
21.图4是本实用新型一种细壶嘴激光内焊工装的绝缘胶体的结构示意图。
22.图5是本实用新型一种细壶嘴激光内焊工装的电源端子的结构示意图。
具体实施方式
23.下面结合附图与相关实施例对本实用新型的实施方式进行说明,本实用新型的实施方式不局限于如下的实施例中,并且本实用新型涉及本技术领域的相关必要部件,应当视为本技术领域内的公知技术,是本技术领域所属的技术人员所能知道并掌握的。
24.参照图1至图5,本实用新型是这样实现的:提供一种细壶嘴激光内焊工装,包括基座1、固定安装在基座1上的前支撑架2、固定安装在基座1上的并能在前后左右上下方向调节的后支撑架3,所述前支撑架2包括安装在基座1上的若干个限位杆21、与限位杆21固定并能在限位杆21上下方向移动调节高度的用于支撑细壶嘴002的壶嘴支撑结构22、固定在壶
嘴支撑结构22上的并可以左右方向调节的壶身限位结构23、固定在基座1上的壶嘴限位结构24,所述壶嘴限位结构24设定在后支撑架3与壶嘴支撑结构22之间,所述壶嘴支撑结构22包括与限位杆21固定的支撑板221、与支撑板221铰接的旋转定位结构222、固定在支撑板221下侧的销钉定位装置223。
25.旋转打开旋转定位结构222,将细壶嘴002置于支撑板221上并旋转合并旋转定位结构222启动销钉定位装置223将细壶嘴002固定定位住,然后将壶身001置于后支撑架3、支撑板221上并使细壶嘴002穿过壶身001的壶嘴孔,所述壶嘴限位结构24限定壶嘴的方向,所述后支撑架3、壶身限位结构23将壶身001限位固定住,即可完成将壶身001和细壶嘴002固定住待激光焊接,操作简单,焊接效果好,所述后支撑架3和支撑板221高度能根据水壶的形状大小做出相应调整以适应不同型号水壶的焊接。
26.在上述实施例的基础上,作为本实施例的进一步优选,所述支撑板221设有u型槽一2211,所述壶身限位结构23与支撑板221螺栓连接,所述壶身限位结构23包括与支撑板221螺栓连接并限定在u型槽一2211内的限位架231、与限位架231固定连接的限位轴承232。
27.根据壶身001的大小,限位杆21可以在u型槽一2211内移动或者旋转安装以适应不同大小的壶身001,所述限位轴承232的外侧将壶身001定位,确保既能够将壶身001稳定定位又避免刮花或者蹭伤壶身001外侧。
28.在上述实施例的基础上,作为本实施例的进一步优选,所述支撑板221的下侧还设有与之固定连接板2212,所述旋转定位结构222包括与连接板2212铰接的旋转块2221、与旋转块2221固定的定位块一2222、与旋转块2221固定旋转手柄2223,所述定位块一2222设有通孔一22221,所述支撑板221设有通孔二2215,所述旋转块2221旋转至与支撑板221贴合时所述定位块一2222延伸至支撑板221的上侧且通孔一22221和通孔二2215相通,所述旋转块2221的内侧设置有壶嘴仿形半圆一22211,所述支撑板221的外侧设有壶嘴仿形半圆二2213,所述壶嘴仿形半圆一22211和壶嘴仿形半圆二2213并合形成固定壶嘴的壶嘴定位孔。
29.手工转动旋转手柄2223带动旋转块2221绕铰接点转动远离支撑板221,将细壶嘴002置于支撑板221的嘴仿形半圆二内并再次手工转动旋转手柄2223带动旋转块2221绕铰接点转动贴合支撑板221,所述壶嘴仿形半圆一22211和壶嘴仿形半圆二2213并合形成壶嘴定位孔,细壶嘴002被限定在壶嘴定位孔内,同时定位块一2222延伸至支撑板221的上侧,通孔一22221和通孔二2215相通,启动销钉定位装置223穿过通孔一22221和通孔二2215使定位快一与支撑板221固定,从而将细壶嘴002固定在壶嘴定位孔内。然后将壶身001置于支撑板221、后支撑架3上并使细壶嘴002穿过壶身001的壶嘴孔,即可进行焊接,焊接完毕后,启动销钉定位装置223退出通孔一22221使定位快一与支撑板221解除固定,手工转动旋转手柄2223带动旋转块2221远离支撑板221,即取出可焊接好的壶身001和壶嘴,进行下一轮壶身001和壶嘴的焊接,操作简单方便,能有效的提高激光焊接效率,且壶身001和壶嘴定位稳定,有助于提高焊接品质,降低不良焊接报废率,且操作方便简单,生产效率高。
30.在上述实施例的基础上,作为本实施例的进一步优选,所述销钉定位装置223包括固定在支撑板221下面的销钉驱动装置2231、与销钉驱动装置2231驱动连接的并能穿过通孔一22221和通孔二2215上下移动的定位销钉2232。
31.启动销钉驱动装置2231即可带动定位销钉2232在通孔一22221和通孔二2215内上下移动,当手工转动旋转手柄2223带动旋转块2221绕铰接点转动贴合支撑板221后,定位销
钉2232在销钉驱动装置2231驱动下上行,定位销钉2232穿过通孔一22221和通孔二2215使定位快一与支撑板221固定,从而将细壶嘴002固定在壶嘴定位孔内,焊接完毕后,定位销钉2232在销钉驱动装置2231驱动下下行,定位销钉2232退出通孔一22221从而将定位快一与支撑板221解除固定,当手工转动旋转手柄2223带动旋转块2221绕铰接点转动远离支撑板221,即可取出已经焊接好的壶身001与细壶嘴002。
32.在上述实施例的基础上,作为本实施例的进一步优选,所述壶嘴仿形半圆一22211和壶嘴仿形半圆二2213的内侧均设有齿状结构22131。
33.齿状结构22131的嘴仿形半圆一和壶嘴仿形半圆二2213既能够将细壶嘴002固定在壶嘴定位孔孔内,同时焊接保护气体可以从齿状结构22131的间隙中流通,有利于提高激光焊接的品质。
34.在上述实施例的基础上,作为本实施例的进一步优选,所述限位杆21的上部设有外螺纹211,所述支撑板221与限位杆21螺栓连接在外螺纹211部分。
35.所述支撑板221通过螺栓连接固定在外螺纹211的外侧,根据水壶的不同大小调节支撑板221的高度。
36.在上述实施例的基础上,作为本实施例的进一步优选,所述后支撑架3包括固定在基座1上的后支撑座31、与后支撑座31固定的并能进行位置调节的壶身支撑结构32、与后支撑座31固定的悬臂顶压结构33,所述后支撑座31设有u型槽二311。
37.将壶身001置于支撑板221、壶身支撑结构32上,待细壶嘴002穿过壶身001的壶嘴孔,启动悬臂顶压结构33将壶身001固定住,即可进行焊接,所述后支撑座31设有u型槽二311并通过u型槽二311与基座1固定。所述后支撑座31通过u型槽二311调整固定在基座1上的位置,以适应不同大小的壶身001。
38.在上述实施例的基础上,作为本实施例的进一步优选,所述壶身支撑结构32包括固定在后支撑座31侧面的前后调节板321、固定在前后调节板321侧面的上下调节板322、与上下调节板322固定的弧形支撑架323,所述前后调节板321设有u型槽四3211,所述上下调节板322设有u型槽五3221。
39.所述前后调节板321通过u型槽四3211与支撑座侧面螺栓固定连接,所述上下调节板322通过u型槽五3221与前后调节板321螺栓固定连接。将壶身001置于支撑板221、弧形支撑架323上,启动悬臂顶压结构33将壶身001压住固定,即可进行焊接。
40.所述前后调节板321通过u型槽四3211调整固定在支撑座侧面的位置,所述上下调节板322通过u型槽五3221调整固定在前后调节板321侧面的位置,从而调整弧形支撑架323的位置,以适应不同大小的壶身001。
41.在上述实施例的基础上,作为本实施例的进一步优选,所述悬臂顶压结构33包括固定在后支撑座31后侧的悬臂驱动结构331、与悬臂驱动结构331驱动连接的悬臂旋转杆332、与悬臂旋转杆332固定连接的顶压块333,所述悬臂旋转杆332与后支撑架3铰接。所述顶压块333设有u型槽六3331,所述顶压块333通过u型槽六3331与悬臂旋转杆332螺栓固定,顶压块333可以根据壶身001的形状大小调整在悬臂旋转杆332的位置。
42.将壶身001置于支撑板221、弧形支撑架323上,并使细壶嘴002穿过壶身001的壶嘴孔,悬臂驱动结构331驱动带动悬臂旋转杆332在绕铰接点转动,从而带动顶压块333压住壶身001,确保壶身001和壶嘴在焊接时的稳定性,从而提高焊接品质。
43.在上述实施例的基础上,作为本实施例的进一步优选,所述基座1的底部与水平方向倾斜30
°
的角度,利于壶身001内部的焊接。
44.综上,本实用新型提供了一种细壶嘴激光内焊工装,利用弧形支撑架323、支撑板221固定壶身001,利用支撑板221和旋转板固定住细壶嘴002,所述壶嘴限位结构24限定壶嘴的方向,即可完成将壶身001和细壶嘴002固定住待激光焊接,操作简单,焊接效果好,生产效率高。
45.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。