1.本发明涉及焊接技术领域,具体涉及一种优化电极帽焊接的系统。
背景技术:
2.电极帽属于焊接电极的一种,用于电阻焊接设备的焊接,如固定式点焊机、悬挂式点焊机及机械手点焊机等,因为套于电极连杆上,故而称作电极帽。材质大多为铬锆铜,也有弥散铜。焊接一定的次数后(一般为800-1000点),由于磨损而需要修磨或更换,属于焊接消耗部品;
3.现有技术中,点焊机器人的焊接参数设置存在着不合理现象,导致目前的电极帽使用寿命短,且也无法对电极帽的使用过程进行实时监测,保证焊接的质量。
技术实现要素:
4.本发明的目的就在于解决上述背景技术的问题,而提出一种优化电极帽焊接的系统。
5.本发明的目的可以通过以下技术方案实现:
6.一种优化电极帽焊接的系统,包括传感器:
7.传感器的电流传感器与单片机相连,单片机将电流传感器的信号转换为数字信号,然后将数字信号存储于存储模块,存储模块对采集到的电流数据进行滤波等简单处理;
8.分析模块,获取经过单片机处理的数字信号和电极端面的直径信号,并与系统中导入的电极帽参数进行自动匹配对比,并生成调整因子α;
9.电流调整模块,是接收分析模块所得到的调整因子α,并对焊机的实时电流进行调整,从而焊机维持在电流i值输出。
10.作为本发明进一步的方案:分析模块获取到大于预设电流上限值的电流值和小于预设电流下限值的电流值,并将对应电流值标记为运行焊接的电流值,然后对焊枪运行进行监测。
11.作为本发明进一步的方案:若焊枪运行的电流值不合格或者不稳定,则判定对应温度值异常,并将其标记为异常电流值a1;则此时选取预设电流上限值与预设电流下限值之间的中间值,若通过设定电流上限值和设定电流下限值构建设定温度区间,则选取该焊枪的运行电流值a2。
12.作为本发明进一步的方案:采集焊接过程中焊枪的电机帽的实时电流,并将采集的电流中电流数值最大值标记为预设电流上限值,将电流数值最小值标记为预设电流下限值,预设电流上限值与预设电流下限值构成预设电流区间,对预设电流区间进行验证。
13.作为本发明进一步的方案:根据得到的异常电流值a1和运行电流a2,并生成电流调整信号,根据生成电流值a1和a2的发生变化,计算出电流的调整因子α。
14.作为本发明进一步的方案:传感器还包括视觉传感器,获取图像中确定焊枪的电极端面的直径,视觉传感器也与单片机通信连接,视觉传感器将采集到每帧图像中的电极
帽发送给单片机,然后单片机获取电极端面的直径。
15.作为本发明进一步的方案:传感器的视觉传感器与比对模块通信,将实时的电极端面直径与预设值进行比较,当小于预设值c时,将会启动声光报警器,提醒工作人员进行更换。
16.作为本发明进一步的方案:视觉传感器采集频率节点为c1、c2、c3和c4;(c1、c2)为12h拍摄一次、(c2、c3)为20mi n拍摄一次、(c3、c4)为60s拍摄一次。
17.本发明的有益效果:
18.通过传感器对焊机的电流和电极的尺寸进行实时监测,其中,通过分析模块对实际工作的电流进行调整,并对应输出电流的调整因子,从而可以有效地控制焊枪的电流,并使得焊机的输出电流处于有效的范围内,从而避免出现电流过大或多小的问题;同时,也避免电流值振幅不稳的现象;以及对电极端面直径进行不同频率的监测,可以及时且准确地对电极帽进行更换,保证焊接的质量。
附图说明
19.下面结合附图对本发明作进一步的说明。
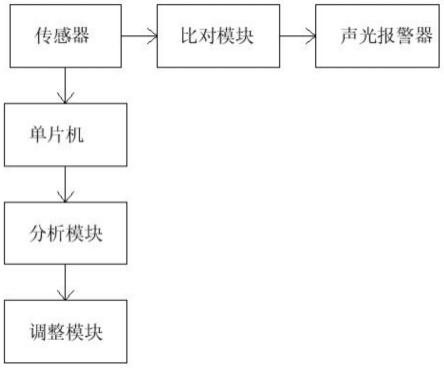
20.图1是本发明的系统框图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
22.请参阅图1所示,本发明为一种优化电极帽焊接的系统,包括传感器;
23.传感器包括电流传感器和视觉传感器,电流传感器接在焊机输出端,可直接采集到焊接电流;
24.电流传感器与单片机相连,单片机将电流传感器的信号转换为数字信号,然后将数字信号存储于存储模块,存储模块对采集到的电流数据进行滤波等简单处理;
25.视觉传感器,获取图像中确定焊枪的电极端面的直径,视觉传感器也与单片机通信连接,视觉传感器将采集到每帧图像中的电极帽发送给单片机,然后单片机获取电极端面的直径;
26.分析模块,获取经过单片机处理的数字信号和电极端面的直径信号,并与系统中导入的电极帽参数进行自动匹配对比,实现对电极帽进行自动判断;
27.当电流高于预设阈值时,将信号发送给焊机,调整焊机的电流;当电极帽达不到工艺要求,自动提醒工作人员进行更换;当监测到的电极帽尺寸参数超过该焊机在系统预设允许范围内时,相应给予声光报警处理,提示相应焊接操作者对电极帽进行更换,所以,本发明通过设置电流传感器、电压传感器和视觉传感器对焊接的电流和电极帽尺寸实时监测,保证焊接的品质,提高焊接的质量;
28.该分析模块具体的分析监测过程如下:
29.步骤1:采集焊接过程中焊枪的电机帽的实时电流,并将采集的电流中电流数值最
大值标记为预设电流上限值,将电流数值最小值标记为预设电流下限值,预设电流上限值与预设电流下限值构成预设电流区间,对预设电流区间进行验证;获取到大于预设电流上限值的电流值和小于预设电流下限值的电流值,并将对应电流值标记为运行焊接的电流值,然后对焊枪运行进行监测,若焊枪运行的电流值不合格或者不稳定,则判定对应温度值异常,并将其标记为异常电流值a1;则此时选取预设电流上限值与预设电流下限值之间的中间值,若通过设定电流上限值和设定电流下限值构建设定温度区间,则选取该焊枪的运行电流值a2;
30.所以,该分析模块可以有效地控制焊枪的电流,并使得焊机的输出电流处于有效的范围内,从而避免出现电流过大或多小的问题;同时,也避免电流值振幅不稳的现象;
31.步骤2:根据得到的异常电流值a1和运行电流a2,并生成电流调整信号,根据生成电流值a1和a2的发生变化,计算出电流的调整因子α;
32.其中,α=i/a1或α=i/a2;其中,电流i为初始时,工作人员预设的焊枪工作电流值;该电流i值时工作人员根据实际焊枪工作统计得到的;该电流i值相较于之前的工作电流值偏小,适当减小焊接电流,可以有效增加电极帽的工作时间和使用寿命;使得该电机帽由原来的修磨点数200次变成现在的1000-1200次,换帽次数也有原来的30次变成现在的35-40次,可以见得电流i参数的设定,可以大大提高了电极帽的使用寿命,以及减小电极帽的更换次数;
33.电流调整模块,是接收分析模块所得到的调整因子α,并对焊机的实时电流进行调整,从而焊机维持在电流i值输出,保证焊接的质量;
34.传感器的视觉传感器与比对模块通信,将实时的电极端面直径与预设值进行比较,当小于预设值c时,将会启动声光报警器,提醒工作人员进行更换;
35.其中视觉传感器与比对模块之间工作,具体步骤如下:
36.分别设置有视觉传感器采集频率节点为c1、c2、c3和c4;(c1、c2)为12h拍摄一次、(c2、c3)为20mi n拍摄一次、(c3、c4)为60s拍摄一次;其中,c1》c2》c3》c4;而预设值c处于(c3、c4)范围内;
37.即电极帽初始时,电极帽的直径为d,其处于(c1、c2)范围内,此时,控制视觉传感器12h拍摄一次,当随着电极帽工作时间的增长,d处于(c2、c3)范围时,对应20mi n拍摄一次,当处于(c3、c4)时,对应60s拍摄一次;当d小于预设值c,则对电极帽进行更换。
38.本发明的工作原理:本发明通过传感器对焊机的电流和电极的尺寸进行实时监测,其中,通过分析模块对实际工作的电流进行调整,并对应输出电流的调整因子,从而可以有效地控制焊枪的电流,并使得焊机的输出电流处于有效的范围内,从而避免出现电流过大或多小的问题;同时,也避免电流值振幅不稳的现象;
39.以及对电极端面直径进行不同频率的监测,可以及时且准确地对电极帽进行更换,保证焊接的质量。
40.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
