技术特征:
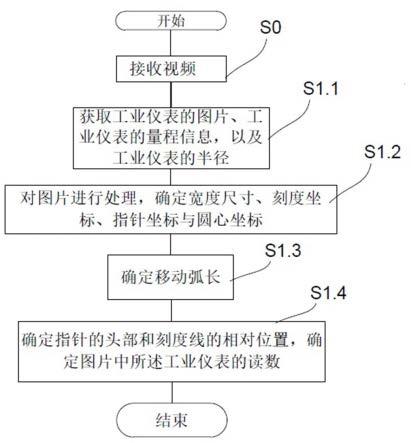
1.一种指针式工业仪表的读数方法,所述读数方法用于读取工业仪表的图片所示出的工业仪表的读数,所述图片由图像采集组件采集的图像资料获取,其特征在于,所述读数方法包括读数步骤和校准步骤:所述读数步骤包括:步骤s1.1、获取所述工业仪表的图片、所述工业仪表的量程信息,以及所述工业仪表的半径;步骤s1.2、对所述图片进行处理,以确定所述图片中所述工业仪表的宽度尺寸、所述图片中所述工业仪表的刻度线的每个刻度的刻度坐标、所述图片中所述工业仪表的指针的头部的指针坐标,以及所述刻度线的圆心坐标;步骤s1.3、根据所述宽度尺寸、所述半径、所述指针坐标与所述圆心坐标确定所述头部绕所述圆心由所述刻度线的起始刻度转动至所述指针坐标处的移动弧长;步骤s1.4、根据所述宽度尺寸、所述半径、所述圆心坐标、每个所述刻度的所述刻度坐标与所述移动弧长确定所述指针的头部和所述刻度线之间的相对位置,根据所述相对位置和所述量程信息确定所述图片中所述工业仪表的读数;所述校准步骤包括:步骤s0.1、获取初步校准图片;步骤s0.2、对所述初步校准图片处理,以确定所述初步校准图片的初步读数;步骤s0.3、将所述初步读数和所述工业仪表的实际读数对比,如果对比结果在预定误差范围外,则返回步骤s0.1,以重新调整所述图像采集组件的拍摄角度,否则完成校准,其中,通过以下公式确定所述起始刻度和待确定点之间的绕所述圆心的弧线的弧长,θ=π*2*(i 1)/wd=r-j-1x
弧
=c
x
d*cos(θ)其中,θ为所述弧线的圆心角的角度;i为所述待确定点的横坐标;j为所述待确定点的竖坐标;w为所述宽度尺寸;r为所述半径;d为所述待确定点和所述圆心之间的距离;c
x
为圆心的横坐标;x
弧
为所述弧线的弧长;所述待确定点为所述指针的所述头部。2.根据权利要求1所述的指针式工业仪表的读数方法,其特征在于,所述步骤s1.4包括:根据所述宽度尺寸、所述半径、所述圆心坐标与所述刻度坐标确定所述刻度线的刻度线弧长;确定所述移动弧长和所述刻度线弧长之间的比值;根据所述比值和所述量程信息确定所述图片中所述工业仪表的读数。3.根据权利要求1所述的指针式工业仪表的读数方法,其特征在于,所述步骤s1.4包括:获取所述工业仪表的刻度数量;根据所述宽度尺寸、所述半径、所述圆心坐标与每个所述刻度的所述刻度坐标确定刻度弧长,所述刻度弧长为沿所述刻度线的延伸方向所述起始刻度和除了所述起始刻度外的其他的每一个所述刻度之间的弧长;
根据所述刻度弧长和所述移动弧长确定所述指针所指的刻度数;根据所述量程信息、所述刻度数量,以及所述指针所指的刻度数确定所述图片中所述工业仪表的读数。4.根据权利要求2或3所述的指针式工业仪表的读数方法,其特征在于,所述待确定点为所述刻度线的除了所述起始刻度外的其他刻度。5.根据权利要求4所述的指针式工业仪表的读数方法,其特征在于,所述对所述图片进行处理的步骤包括:对所述图片进行目标识别,以确定所述图片中所述工业仪表的位置信息;根据所述位置信息对经过所述目标识别的所述图片进行目标分割,以分离出所述图片中的所述指针和所述刻度线;对经过所述目标分割的所述图片进行图像腐蚀。6.根据权利要求5所述的指针式工业仪表的读数方法,其特征在于,所述位置信息包括x、y、w与h;其中x为所述仪表的左上角点的横坐标;y为所述左上角点的竖坐标,w所述宽度尺寸,h为所述工业仪表的高度尺寸。7.根据权利要求5所述的指针式工业仪表的读数方法,其特征在于,在对所述图片进行图像腐蚀的步骤之后,所述步骤s1.2还包括均值步骤:将所述图片中的所述待确定点的所有像素点中的最小横坐标和最大横坐标的均值确定为所述待确定点的横坐标,所述待确定点为所述指针的所述头部或者所述刻度线的刻度。8.根据权利要求1所述的指针式工业仪表的读数方法,其特征在于,所述校准步骤还包括:录入步骤、录入所述工业仪表的量程信息和半径。9.一种指针式工业仪表的读数装置,其特征在于,所述读数装置包括:图像采集组件,所述图像采集组件用于设置于所述工业仪表处,以采集所述工业仪表的图像资料;计算机设备,包括存储器和处理器,所述计算机设备电连接至所述图像采集组件,所述存储器存储有计算机程序,所述处理器执行计算机程序时实现权利要求1至8中任一项所述方法。10.一种指针式工业仪表的读数系统,其特征在于,所述读数系统包括权利要求9所述的读数装置,以及手持端组件,所述手持端组件电连接至所述计算机设备;其中所述步骤s0.1之前,所述校准步骤还包括:所述手持端组件将表示所述图像采集组件的身份信息发送至所述计算机设备;所述计算机设备通过和所述身份信息对应的所述图像采集组件采集的图像资料获取校准定位图片,并对所述校准定位图片进行图片处理,以在所述校准定位图片中标记所述工业仪表所在的位置;所述计算机设备将经过标记的所述校准定位图片发送至所述手持端组件;在所述手持端组件选择所述标记,并录入和所述标记对应的所述工业仪表的量程信息和半径,并将所述工业仪表的量程信息和半径传送至所述计算机设备。
技术总结
本发明公开了一种指针式工业仪表的读数方法、读数装置与读数系统。读数方法包括读数步骤和校准步骤:读数步骤包括步骤S1.1、步骤S1.2、步骤S1.3与步骤S1.4。获取工业仪表的图片、工业仪表的量程信息和半径;对图片进行处理,以确定图片中工业仪表的宽度尺寸、每个刻度的刻度坐标、指针的头部的指针坐标,以及刻度线的圆心坐标;确定头部绕圆心由刻度线的起始刻度转动至指针坐标处的移动弧长;确定指针的头部和刻度线之间的相对位置,根据相对位置和量程信息确定图片中工业仪表的读数。由此,方便安装图像采集组件;确定工业仪表的读数,可以通过指针式工业仪表的读数装置自动运行,无需人工读取。无需人工读取。无需人工读取。
技术研发人员:刘浩 周受钦 吕洁印
受保护的技术使用者:深圳中集科技有限公司
技术研发日:2022.06.16
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。