1.本发明涉及玻璃生产行业技术领域,具体涉及一种玻璃生产线用圆角测量机构,尤其是中空玻璃自动化生产线自动打胶机设备。
背景技术:
2.我国正在告别劳动密集型手工业生产的落后局面,随着现代化工业生产的迫切需求和迅猛发展,中空玻璃生产线的自动化甚至智能化水平也进一步提高。中空玻璃是用两片(或三片等)玻璃,使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。中空玻璃多种性能优越于普通双层玻璃,因此得到了世界各国的认可,中空玻璃是将两片或多片玻璃以有效支撑均匀隔开并周边粘结密封,使玻璃层间形成有干燥气体空间的玻璃制品。其主要材料是玻璃、暖边间隔条、丁基橡胶、聚硫胶、干燥剂等。中空玻璃一般可分为直角四边形、圆角四边形、飞边玻璃、异形玻璃等。平面型中空玻璃的自动化生产线一般采取立式生产姿态,玻璃平面以84
°
左右的与水平面夹角竖立在背板上,在传送机构的带动下依次经过各道生产工序。其中最主要的工序是自动打丁基橡胶。打胶机带有一个可旋转的打胶头,沿中空玻璃周边扫描。打胶机带有胶管,混合好的胶液通过胶管输送到打胶机胶头。一般中空玻璃是直角四边形的,胶头前面设有扫描仪,通过扫描仪的感知告诉胶头什么时候转换方向。但目前广泛使用的扫描仪都是一个弧形钢板,其转动角度通过编码器测得。这种弧形钢板只能作为直角玻璃的扫描器件,无法处理圆弧角的玻璃。传统打胶头及扫描仪见附图8及附图9。目前圆弧角中空玻璃打胶无法实现自动化,只能人工操作。
技术实现要素:
3.为此,本发明提供一种玻璃生产线用圆角测量机构,使得现有打胶机安装之后具备自动测量圆角玻璃的目的。也即赋予现有打胶机自动生产圆角中空玻璃的能力。
4.为了实现上述目的,本发明提供如下技术方案:
5.根据本发明的第一方面,一种玻璃生产线用圆角测量机构,包括编码器、连接板、旋转气缸、连接法兰、联轴器、安装座、u型摆杆、轴承套管结构、测量头延伸杆以及转轴;
6.所述编码器通过所述连接板与所述旋转气缸连接,所述旋转气缸通过所述连接法兰固定在所述安装座上,所述安装座与胶嘴延伸杆通过螺栓方式固定连接,所述旋转气缸通过所述联轴器与所述转轴相连接,所述转轴与所述安装座通过轴承连接,所述编码器通过所述连接板与所述旋转气缸连接,所述旋转气缸通过所述连接法兰固定在所述安装座上,所述安装座与胶嘴延伸杆通过螺栓方式固定连接,所述旋转气缸通过所述联轴器与所述转轴相连接,所述转轴与所述安装座通过轴承连接;
7.当圆角检测机构运行至玻璃圆角处时,所述编码器检测到所述u型摆杆的转角扩大,此时所述旋转气缸释放压力,则所述测量头延伸杆的平直接触面随着玻璃圆弧的半径指向旋转;
8.对于直线段部分的测量,通过对所述旋转气缸的进气口设置预设气压值。
9.进一步地,当所述编码器检测到所述u型摆杆的下摆角度过大时,判断所述测量头延伸杆已经进入圆角测量阶段,此时,系统完全释放所述旋转气缸的进气口压力,以使得所述激光测距传感器更自如地跟随玻璃弧线的变化。
10.进一步地,所述预设气压值的范围为0.1mpa~0.4mpa。
11.进一步地,还包括激光测距传感器,所述测量头延伸杆的末端为平面结构且安装有所述激光测距传感器,所述测量头延伸杆端部的所述激光测距传感器的激光测量方向始终沿着圆弧半径的方向。
12.进一步地,还包括保护套和端盖,所述激光测距传感器的下侧安装有所述保护套,所述安装座位于所述转轴的旁侧安装有所述端盖。
13.进一步地,还包括方向控制柄,所述测量头延伸杆靠近所述u型摆杆的一端下侧设置有所述方向控制柄。
14.进一步地,还包括门形限位构件,所述门形限位构件下部设置的开口处有向外的圆弧形倒角,所述门形限位构件下部设置的开口与所述测量头延伸杆的所述方向控制柄间隙配合。
15.进一步地,通过实时得到的所述激光测距传感器的深度数据与所述激光测距传感器到所述测量头延伸杆玻璃接触面之间的固定距离数值作差,得到中空玻璃需打胶的实时深度,按此实时深度调整打胶量。
16.进一步地,调整打胶量的方式为:打胶泵恒定输出改变打胶头移动速度;或,打胶头速度不变,改变打胶泵出胶量。
17.进一步地,还包括滚轮,所述测量头延伸杆的末端设置两个所述滚轮。
18.本发明具有如下优点:通过一种玻璃生产线用圆角测量机构,使得现有打胶机安装之后具备自动测量圆角玻璃的目的。也即赋予现有打胶机自动生产圆角中空玻璃的能力。
附图说明
19.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
20.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
21.图1为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的第一视角结构图。
22.图2为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的剖面图。
23.图3为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的第二视角结构图。
24.图4为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的第一视角局部结构图。
25.图5为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的第二视角局部结构图。
26.图6为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的测量头延伸杆末端设置双滚轮示意图。
27.图7为本发明一些实施例提供的一种玻璃生产线用圆角测量机构的安装状态图。
28.图8为第一视角的现有技术结构图。
29.图9为第二视角的现有技术结构图。
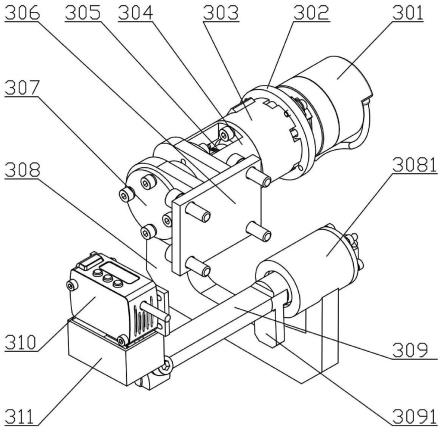
30.图中:1、打胶头;2、胶嘴延伸杆;3、圆角测量机构;4、门形限位构件;301、编码器,302、连接板,303、旋转气缸,304、连接法兰,305、联轴器,306、安装座,307、端盖,308、u型摆杆,3081、轴承套管结构,309、测量头延伸杆,3091、方向控制柄,310、激光测距传感器,311、保护套,312、转轴。
具体实施方式
31.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.打胶头1如图所示,图中仅示出固定主体、旋转驱动系统、旋转齿轮盘、胶头浮动机构及玻璃边缘测量杆。其中固定主体可以沿立柱(图中为示出)上下滑动,以便为玻璃竖直边打胶。旋转驱动系统控制旋转齿轮盘转动,改变胶嘴的出胶方向。胶头浮动机构由限位块、气动驱动机构、导向滑轨等构成(图中未详细示出)。胶头浮动机构的作用是当自动打胶机工作时,胶嘴需贴紧中空玻璃的边沿,并沿顺时针或逆时针方向滑动。若胶嘴贴得过紧容易挤碎玻璃,若胶嘴贴合出现缝隙则容易从胶嘴侧面漏出胶液(即“跑胶”),导致打胶失败。而胶头浮动机构就是在胶嘴压紧玻璃的方向,由气动系统给予一定的贴紧压力(通过调节气压大小控制),并可以根据实际生产需要自动调节退让或进给的有效保障机构。
33.在传统打胶机机头上,胶嘴延伸杆2的结构做的比较复杂,主要因为传统打胶机是针对直角四边形中空玻璃的生产而设计的,在直角四边形玻璃生产中,每个直角顶点出胶头需要关胶并滑出玻璃范围,由刮胶板(附图8和附图9中可见)做一次刮胶动作,而后打胶头1旋转90度,再次贴紧玻璃的另一个边,为新的边打胶。而此次圆角测量机构3针对弧形角四边形中空玻璃的生产而设计,胶嘴可以始终压紧在玻璃上,不用抬离玻璃边沿,这样胶形始终控制良好,就不需要刮胶动作了,也就可以取消刮胶机构了。所以在本装置设计中,对胶嘴延伸杆2做了结构轻化及简化。
34.首先,双层或多层中空玻璃之间首先以暖边间隔条间隔开一定的距离,暖边间隔条两侧涂胶,把几层玻璃固定成为一个整体。暖边间隔条顶面至玻璃边沿的距离(以下称为“暖边条深度”)就是需要扫描仪测量的关键数据。只有明确了暖边条深度打胶机才能根据各点实际深度数列实时调整胶嘴出胶量,达到丁基橡胶表面平整的完美效果。在打胶的过程中,胶嘴的出胶量是不变的,各点位暖边条深度的变化直接关联胶嘴移动线速度的调整。
传统圆弧钢板式扫描仪的弧形线是按直线测量优化的,其位于胶嘴前面,当扫描仪运行到玻璃圆弧处时,扫描仪旋转角度与测量深度之间的计算公式不再适用,造成计算失效。另外,传统扫描仪摆动角度有一定的限制,当胶嘴运行至玻璃圆弧附近时,胶嘴还贴紧在圆弧前的直线段处,所以胶嘴还不能旋转方向,扫描仪连接杆也就只能保持与胶嘴等高,如果玻璃圆角较小,扫描仪继续前进会“扫空”,即扫描仪脱离暖边条上表面悬浮在空中,也造成扫描失败。
35.本装置圆角测量机构3既可以测量直线段暖边条深度,也可以有效测量圆弧段暖边条深度,全运行过程不存在“扫空”的可能,保障了测量的连续和可靠。
36.如图1至图7所示,本发明第一方面实施例中的一种玻璃生产线用圆角测量机构,包括编码器301、连接板302、旋转气缸303、连接法兰304、联轴器305、安装座306、u型摆杆308、轴承套管结构3081、测量头延伸杆309以及转轴312;编码器301通过连接板302与旋转气缸303连接,旋转气缸303通过连接法兰304固定在安装座306上,安装座306与胶嘴延伸杆2通过螺栓方式固定连接,旋转气缸303通过联轴器305与转轴312相连接,转轴312与安装座306通过轴承连接,编码器301通过连接板302与旋转气缸303连接,旋转气缸303通过连接法兰304固定在安装座306上,安装座306与胶嘴延伸杆2通过螺栓方式固定连接,旋转气缸303通过联轴器305与转轴312相连接,转轴312与安装座306通过轴承连接,安装座306相当于转轴312的轴承座;当圆角检测机构运行至玻璃圆角处时,编码器301检测到u型摆杆308的转角扩大,此时旋转气缸303释放压力,则测量头延伸杆309的平直接触面随着玻璃圆弧的半径指向旋转;对于直线段部分的测量,通过对旋转气缸303的进气口设置预设气压值。
37.在上述实施例中,需要说明的是,编码器301用于测量u型摆杆308摆过的角度。通常自动打胶机生产直角四边形玻璃时,玻璃的长和宽是需要操作工手动输入总控制系统的,打胶机本身没有自动测量或感知的能力(传统扫描仪只能扫描暖边条表面而不能扫描玻璃外边沿)。一般来讲,通过这个角度打胶头1就可以判断玻璃边沿是否进入圆弧段。控制系统可以记录这一时刻打胶头1的位置坐标,并根据圆角测量机构3的固定偏移值和打胶头1运行的线速度,自动计算出打胶头1开始旋转的位置坐标,从而达到任意玻璃外形智能跟随的效果,省去了人工输入玻璃尺寸的工序。如果按理想条件,玻璃圆弧和暖边条圆弧应该是同心的。但按现在市场生产条件,还没有自动装贴暖边条的机器,而手工贴暖边条的话,就不可避免会有暖边条和玻璃圆角不是同心圆的问题,这时圆角处的打胶深度变化就较大,所以目前普遍使用的传统扫描仪打胶机无法自动生产圆角玻璃。
38.上述实施例达到的技术效果为:通过一种玻璃生产线用圆角测量机构,使得现有打胶机安装之后具备自动测量圆角玻璃的目的。也即赋予现有打胶机自动生产圆角中空玻璃的能力。
39.可选的,如图1至图7所示,在一些实施例中,当编码器301检测到u型摆杆308的下摆角度过大时,判断测量头延伸杆309已经进入圆角测量阶段,此时,系统完全释放旋转气缸303的进气口压力,以使得激光测距传感器310更自如地跟随玻璃弧线的变化。
40.可选的,如图1至图7所示,在一些实施例中,预设气压值的范围为0.1mpa~0.4mpa。
41.在上述可选的实施例中,需要说明的是,此经验数值不可视为对本装置的限制,任何有益的数值调整都应视作本装置的权利保护范围,使得测量头延伸杆309即可以较紧密
地贴合玻璃边沿,又不会因贴合力过于刚性而对偶尔会出现的玻璃毛刺或崩碴失去适应能力从而对机构本身造成损害。
42.可选的,如图1至图7所示,在一些实施例中,还包括激光测距传感器310,测量头延伸杆309的末端为平面结构且安装有激光测距传感器310,测量头延伸杆309端部的激光测距传感器310的激光测量方向始终沿着圆弧半径的方向,即使玻璃圆弧半径加工不精确例如不同心或中间变半径或非圆弧的异形玻璃,也能达到保证激光测距传感器垂直测量的有益效果。
43.在上述可选的实施例中,需要说明的是,测量头延伸杆309的末端为平面结构,此平面结构可以紧密贴合在玻璃边沿。
44.可选的,如图1至图7所示,在一些实施例中,还包括保护套311和端盖307,激光测距传感器310的下侧安装有保护套311,安装座306位于转轴312的旁侧安装有端盖307。
45.上述可选的实施例的有益效果为:保护套311的作用是防止周边光线对激光测距传感器310产生干扰,也能够起到防尘和防止粘到胶的作用。另外也可以防止机械运行过程中意外碰撞对传感器的损害。
46.可选的,如图1至图7所示,在一些实施例中,还包括方向控制柄3091,测量头延伸杆309靠近u型摆杆308的一端下侧设置有方向控制柄3091。
47.可选的,如图1至图7所示,在一些实施例中,还包括门形限位构件4,门形限位构件4下部设置的开口处有向外的圆弧形倒角,门形限位构件4下部设置的开口与测量头延伸杆309的方向控制柄3091间隙配合。
48.在上述可选的实施例中,需要说明的是,门形限位构件4下部开口处有向外的圆弧形倒角,其与测量头延伸杆309的方向控制柄3091宽松配合,用以控制测量头延伸杆309既不会在复位时发生翻转也不会对其测量过程产生干扰。如果没有门形限位构件4,则圆角测量机构3复位时,本来应该是激光测距传感器310在上方的,则可能在重力作用下,激光测距传感器310在复位时被转到下方,造成机构不能正常工作;门形限位构件4即使在测量头延伸杆309复位时仍不限制测量头延伸杆309的最上位置,以使得测量头延伸杆309在测量直线段时仍有一定幅度可以向上摆动,从而得以在一定限度内跟随玻璃的上扬型弧线测量。但测量头延伸杆309的方向控制柄3091进入门形限位构件4的时候,其旋转角度是受限的。当u型摆杆308向下摆动一较大角度进入圆角测量阶段,方向控制柄3091下滑的同时逐渐脱离门形限位构件4对其旋转角度的限制,且u型摆杆308下摆角度越大,则测量头延伸杆309可自由旋转的角度越大。这种角度放开的对应程度可通过门形限位构件4下部的弧形开口曲线设计进行调整。门形限位构件4对测量头延伸杆309方向的控制机械特性正好适应了本装置机构在圆角测量时的物理客观需求,结构设计很是巧妙。
49.可选的,如图1至图7所示,在一些实施例中,通过实时得到的激光测距传感器310的深度数据与激光测距传感器310到测量头延伸杆309玻璃接触面之间的固定距离数值作差,得到中空玻璃需打胶的实时深度,按此实时深度调整打胶量,即可实现高质量自动化的打胶作业。
50.可选的,如图1至图7所示,在一些实施例中,调整打胶量的方式为:打胶泵恒定输出改变打胶头1移动速度;或,打胶头1速度不变,改变打胶泵出胶量。
51.在上述可选的实施例中,需要说明的是,至于打胶量的调整手段,通常有打胶泵恒
定输出改变打胶头1移动速度或打胶头1速度不变改变打胶泵出胶量等手段,在此不赘述。
52.可选的,如图1至图7所示,在一些实施例中,还包括滚轮,测量头延伸杆309的末端设置两个滚轮。
53.另外需要说明的是,采用本装置的圆角测量机构3还有一些局部替代性变化,例如图4和图5所示伸缩杆带斜面标尺加激光传感器方案等,测量头延伸杆309末端设置双滚轮以降低与玻璃侧边之间的摩擦(如图6所示)等,均应落在本专利所保护的范围之内。
54.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
55.本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。