1.本发明涉及包括带有至少一个用于将胶带条施加至工件的施加头的设备。工件可例如包括片材比如卡纸或原纸。
背景技术:
2.已知使用手持式胶带枪来将胶带条施加至工件。
3.还已知使用带施加器将胶带条施加至工件。常规的带施加器通常包括至少一个带施加头,该带施加头沿传送方向即工件沿其移动的方向施加一条胶带。各带施加头的位置可以沿垂直于传送方向的侧向方向调节。若提供两个或更多个带施加器,则可以在单次经过带施加器期间将多条胶带施加至工件。
4.工件通常供给经过带施加头,独立控制带施加头以将胶带施加至工件。各胶带条沿传送方向行进,其长度由带施加头确定。若需要将胶带条在多个方向施加至工件,如沿矩形工件的全部四个边缘施加或施加至包装坯料布置在不同方向的粘接片,则胶带条必须多次经过带施加器进行施加。例如,若带施加器具有两个带施加头,则胶带条可以在第一次通过期间被施加至矩形工件的两个相对边缘。然后,工件旋转90
°
并且第二次通过带施加器,以使胶带条可以被施加至工件的另外两个相对边缘。
5.可以控制各带施加头以将一条期望长度的胶带施加至工件的特定部分。各带施加头通常包括多个驱动或非驱动的辊。至少一个辊(“带施加辊”)用于将胶带施加至工件的表面并且其它辊是导向辊。胶带通常被供应至辊轴或卷轴上并且被向下送至带施加辊。胶带可以围绕各个导向辊或在成对反向旋转的导向辊之间供给。各带施加头通常包括用于支撑胶带卷的支撑件和用于在胶带施加至工件时将它切割成期望长度的刀具或刀片。
6.带施加头可用于将任何适用类型的胶带施加至工件,例如双面粘合胶带或聚硅氧烷胶带。带施加头通常能够容纳不同宽度的胶带。
7.带施加器可以包括用于将工件供给经过(多个)带施加头的供给机构。
8.数字平板切割机是已知的。在此类型的典型切割机中,工件比如一片卡板或原纸被放置至平板。切割头被安装在组件上平板的上方,该组件可以使切割头在平板上方的平行平面(即在由x-轴线和垂直的y-轴线所限定的平面中)中以受控方式移动。切割头包括用于切割工件的刀具或刀片。刀具或刀片通常可以相对于平板竖向(即沿垂直于x和y轴两个方向的z-轴方向)移动。特别地,刀具或刀片可以在第一位置和第二位置之间移动,刀具或刀片在第一位置与工件间隔开并且在第二位置与工件接触以进行切割。
9.组件可以包括切割头安装至其上的头部单元。头部单元可以沿支撑导轨在第一方向(即y-轴方向)上移动,该支撑导轨在平板上方延伸。例如,支撑导轨本身可以沿侧面导轨在第二方向(即x-轴方向)上运动,该侧面导轨位于平板本身的侧面。
10.切割机可以包括用于将工件定位于平板的供给机构。
11.压痕机头也可以相邻于切割头地安装至头部单元。压痕机头可以包括用于将工件压出折痕的压痕轮。压痕轮通常可以相对于平板竖向移动,特别地,压痕轮可以在第一位置
和第二位置之间移动,压痕轮在第一位置与工件间隔开并在第二位置与工件接触以将工件压出折痕。
12.头部单元可以在开始切割和/或压痕过程之前与工件精确对齐。例如,头部单元可以包括照相机且使用工件上的一个或多个打印的对准标记的光学标识。一旦头部单元已经相对于定位在平板上的工件精确对齐,则工件可以基于存储在数字文件中的信息而由切割头切割和/或由压痕机头压出折痕。特别地,数字文件可以包括用于控制切割机的切割信息和/或压痕信息。工件可以被切割并且然后被压出折痕,反之亦然。在工件已经被切割和/或压出折痕之后,工件可以从平板移除。
13.经常需要将一条或多条胶带施加至已经使用数字平板切割机进行切割的工件。例如,若工件已经被切割且压出折痕以形成待折叠和组装以形成箱子或容器的包装坯料,则经常必须将双面粘合胶带施加至包装坯料的一个或多个粘接片。因此需要使用手持式胶带枪将胶带条手工施加至包装坯料,或者需要使包装坯料一次或多次经过单独的带施加器。
技术实现要素:
14.本发明提供一种设备,其包括:
15.平板,工件能够定位在其上;
16.带施加头,其包括用于将胶带施加至所述工件的带施加辊;和
17.头部单元,所述带施加头被安装至其上;
18.其中所述头部单元能够在所述平板上方的平面内移动并且至少所述带施加辊能够绕正交于所述平面的轴线旋转。换句话说,头部单元能够在平板上方的平行平面中沿x-轴方向和垂直的y-轴方向中的一个或两个方向侧向移动,并且至少带施加辊被安装成可绕垂直于x轴-和y-轴的z轴旋转。带施加辊也可以被安装成可绕与该平面平行的带施加辊的纵轴线旋转,并且应当理解的是,当胶带施加至工件时,辊将绕该纵轴线旋转。
19.该带施加头大体类似于上述带施加头并且还可以包括用于支撑胶带卷的支撑件和一个或多个将胶带从胶带卷引向带施加辊的导向辊。例如,各导向辊可以是单个辊或一对反向旋转的辊。胶带卷可以被支撑以在胶带正被移除且被施加至工件时自由旋转。例如,支撑件可包括可旋转转毂,该转毂的尺寸和形状被设计成容置于胶带卷的开口中。各辊可以是驱动辊或非驱动辊,驱动辊由致动器驱动而旋转,非驱动辊通过胶带的移动自由旋转。带施加头可以包括其它固定引导件。用于胶带卷的支撑件可以定位至带施加辊轴和任何其它导向辊或固定引导件的上方。
20.所述带施加头还可包括用于切割胶带的刀具或刀片。可控制带施加头以将一条特定长度的胶带施加至工件,胶带条在工件上的起始处通过将带施加头定位至工件上方来确定,胶带条的方向或取向由带施加头的随后移动来确定,并且胶带条的长度通过切割胶带来确定。
21.整个带施加头可以相对于头部单元旋转,该带施加头包括用于支撑胶带卷的支撑件。替代地,支撑件可被固定,并且若一个或多个导向辊可以顺应带施加辊和胶带卷之间的相对旋转,则至少带施加辊可以相对于头部单元旋转。在一些结构中,这样的相对旋转可能被限制至在约180
°
。
22.带施加头可用于将任何合适的胶带施加至工件,该胶带可包括双面粘合胶带、聚
硅氧烷胶带等。在双面粘合胶带的情况下,胶带将通常背衬层依然粘合地施加至工件;然后随后手动移除背衬层以露出下面的粘合剂。但是背衬层也可以在胶带被施加至工件时由带施加头移除。
23.至少所述带施加辊能够沿着正交于所述平面的轴线(即沿着z-轴方向)移动,以使它可以移动至与工件接触。换而言之,至少带施加辊可以被安装成通过致动器在第一位置和第二位置之间移动,带施加辊在第一位置与工件间隔开,在第二位置与工件接触以施加一条胶带并且可选地通过带施加辊向工件施加接触压力。
24.设备可以包括用于将工件定位在所述平板上的供给机构。可以使用任何合适的供给机构,例如可以集成至头部单元或支撑导轨并且可用于从堆垛中挑出单个工件并将其在平板上定位的真空供给。
25.所述平板可以是传送机,其可用于将工件从设备移出。
26.头部单元可以被安装至在平板上方延伸的支撑导轨上。头部单元可以通过致动器沿着支撑导轨(即沿着y-轴方向)移动。支撑导轨可以被安装至一个或多个侧面导轨上。支撑导轨可以通过一个或多个致动器沿着一个或多个侧面导轨(即沿着x-轴方向)移动。例如,侧面导轨可以位于平板的相对侧并且基本垂直于支撑导轨地布置。支撑导轨和侧面导轨允许头部单元在x和y轴中的一个或两个上(即在平板上方的平行平面中)在精确控制下沿任意方向移动。应当理解的是,还可以使用在精确控制下移动头部单元的其它方式。
27.所述头部单元的移动可以受控于使用数字文件的控制单元,该数字文件带有在下文更详细描述的带施加器信息。
28.本发明还提供了一种使用上述设备来将一条胶带施加至定位在平板上的工件的方法,其中至少带施加辊绕正交于该平面的轴线旋转,以与特定方向对齐,并且头部单元在平板上方沿该方向移动,其中带施加辊与工件接触。
29.本发明提供了一种包括上述设备的带施加器。
30.本发明提供了一种切割机,例如数字平板切割机,其包括上述设备。头部单元还可以包括带有用于切割工件的刀具或刀片的切割头。切割头可靠近带施加头地被安装至头部单元。刀具或刀片可以沿着正交于该平面的轴线(即沿着z-轴方向)移动,以使它可以移动至与工件接触。特别地,刀具或刀片可以被安装至通过致动器在第一位置和第二位置之间移动,它在第一位置与工件间隔开并在第二位置与工件接触以进行切割。
31.头部单元还可以包括带有用于将工件压出折痕的压痕轮的压痕单元。压痕单元可以相邻于切割头和/或带施加头地安装至头部单元。压痕轮可以沿着正交于该平面的轴线(即沿着z-轴方向)移动,以使它可以移动至与工件接触。特别地,压痕轮可以被安装成通过致动器在第一位置和第二位置之间移动,它在第一位置与工件间隔开并在第二位置与工件接触以压出折痕。
32.在使用时,工件使用供给机构被定位至平板。头部单元与平板上的工件精确对齐。例如,头部单元可以包括照相机或其它光学装置,控制单元可以使用工件或工件轮廓上一个或多个打印的对准标记的光学标识。光学标识允许控制单元了解工件在平板上的精确位置和取向并将头部单元与工件精确对齐。一旦头部单元已经精确对齐,则工件可以基于数字文件由切割头切割和/或由折痕机头部压出折痕。可以使用带施加头将一个或多个胶带条施加至工件。特别地,通过移动头部单元将带施加头定位至工件上方,至少带施加辊移动
至其与工件接触并施加接触压力的第二位置,并且头部单元沿特定方向(这可能沿着x和y轴中的一个或两个)移动,带施加辊与该特定方向对齐并且与工件接触以将一条期望长度的胶带施加至工件。带施加辊被移动至第一位置,带施加头通过移动头部单元而被重新定位至工件上方。重复涂胶过程直至在该过程终止时已经施加了全部的胶带条。在涂胶过程中,带施加辊可以绕z-轴旋转以允许胶带条在任何方向被施加至工件。带施加辊将绕z轴旋转以使其与其中当将胶带被施加至工件时头部单元运动的方向对齐。这不同于胶带条仅可沿传送方向(即工件通过(多个)固定的带施加头所在的方向)施加至工件的常规带施加器。
33.切割机可以使用数字文件进行控制。数字文件包括指定各胶带条应该在何处被施加至工件的涂胶信息。数字文件也包括指定工件应当在何处切割和/或压出折痕的切割信息和/或压痕信息。通常,工件将被切割、压出折痕,然后胶带将使用带施加头进行施加。但是应当理解,切割、压痕和涂胶过程可以以任意顺序实施并且可被拆分成以任何顺序实施的若干子过程,使得例如可以通过插入压痕过程或涂胶过程来实施两个单独的切割子过程。
34.在优选结构中,本发明提供了数字平台切割机,其包括:
35.平板,工件能够定位在其上;
36.带施加头,其包括用于将一条胶带施加至所述工件的带施加辊;
37.切割头,其包括用于切割所述工件的刀具或刀片;和
38.头部单元,所述带施加头和所述切割头被安装至其上;
39.其中所述头部单元能够在所述平板上方的平面内移动并且至少所述带施加辊能够绕正交于所述平面的轴线旋转。
40.切割机的附加特征如上所述。特别地,切割机可以包括安装至头部单元、供给单元等的压痕机头。
附图说明
41.图1是根据本发明的数字平板切割机的示意性主视图;
42.图2是图1的切割机的示意性侧视图;
43.图3是用于控制根据本发明的切割机的数字文件的可视标识;
44.图4是工件的俯视图;以及
45.图5是使用根据本发明的切割机由工件制备用于容器的包装坯料。
具体实施方式
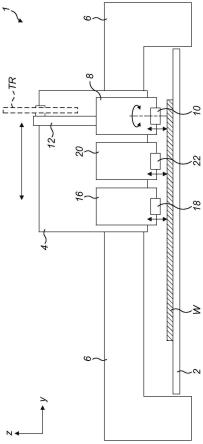
46.如图1和图2所示,数字平板切割机1包括工件w可被定位在其上的平板2。
47.头部单元4安装至平板2上方。头部单元4安装至支撑导轨6并且可通过适用的致动器(未示出)沿着支撑导轨(即沿着y-轴方向)从一侧移动至另一侧。支撑导轨6安装至侧面导轨(未示出)并且可通过一个或多个适用的致动器(未示出)沿着侧面导轨(即沿着x-轴方向)前后移动。致动器可由控制单元(未示出)控制,该控制单元可例如包括适用的处理器和用户输入装置比如触摸显示屏或键盘。通过控制致动器,头部单元4可以精确定位并且能够在由垂直的x和y轴线限定的平板2的上方平行平面内沿任意方向移动。
48.头部单元4包括带施加头8。
49.带施加头8包括用于将胶带施加至工件8的带施加辊10。带施加辊10被安装成可绕正交于该平面的轴线(即绕z-轴)旋转。这是除带施加辊10绕其平行于该平面的纵轴线的正常旋转之外的,并且带施加辊在其与工件接触并将胶带施加至工件时绕其旋转。
50.带施加头8包括用于支撑胶带卷tr的支撑架12和一个或多个用于将胶带从胶带卷引向带施加辊10的导向辊14。胶带卷tr支撑于支撑架12上,以便在胶带正被移出且施加至工件时能自由旋转。借助于在支撑架12上自由地互换胶带卷,带施加头8可与不同胶带类型和宽度相容。特别地,支撑架12包括可旋转的转毂,该转毂的尺寸和形状设计成容置于胶带卷tr中的开口中。
51.各导向辊14可以为驱动辊或非驱动辊(即其能够通过胶带的移动自由旋转)。带施加头8包括用于切割胶带的刀具或刀片(未示出)。
52.带施加辊10安装成使得其可以沿正交于该平面的轴线(即沿着z-轴方向)移动。带施加辊10可以通过致动器在第一位置(在图1和2示出)和第二位置之间移动,其在第一位置与工件w间隔开并在第二位置与工件接触以施加胶带,并且可选地在第二位置通过带施加辊向工件施加接触压力。
53.头部单元4还包括带有刀具或刀片18的切割头16和带有压痕轮22的压痕机头20。带施加头8、切割头16和压痕机头20在下文方便地称为“工具头”,带施加辊10、刀具或刀片18和压痕轮22称为“工具”。刀具或刀片18被安装成使得其可以沿着正交于该平面的轴线(即沿着z-轴方向)移动。刀具或刀片18可以通过致动器而在第一位置(在图1和图2中示出)和第二位置之间移动,其在第一位置与工件w间隔开,在第二位置与工件接触以进行切割。压痕轮22也被安装成使得其可以沿着正交于该平面的轴线(即沿着z-轴方向)移动。压痕轮22可以通过致动器而在第一位置(在图1和2中示出)和第二位置之间移动,其在第一位置与工件w间隔开,在第二位置与工件接触以压出折痕。
54.工具沿z-轴方向的上下移动由控制单元控制。控制单元可以因此将头部单元4定位至工件w上方以使适用工具头位于所需位置、向下移动适用工具与工件接触、工具与工件接触地移动头部单元以切割、压出折痕或施加胶带、向上移动工具并远离工件以及将头部单元重新定位在工件上方。若工具为带施加辊10,则其绕z-轴旋转成使得它与头部单元4将在平板2上方移动的方向对齐(即,使得它的纵轴线基本垂直于头部单元的移动方向)。
55.切割机1可以包括用于在平板2上定位工件的供给机构(未示出)。可以使用任何合适的供给机构,例如可以集成至头部单元4或支撑导轨6并且可用于从堆垛中挑出单个工件并将其定位在平板2上的真空供给。
56.平板2可以是可用于将工件从切割机1移除的传送机。
57.头部单元4的移动可以受控于使用数字文件的控制单元。
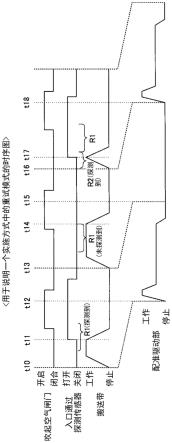
58.用于包装坯料的数字文件的可视标识在图3中示出,其中切割信息以实线示出,压痕信息以短横虚线示出并且带施加信息以点状虚线示出。特别地,实线指示图4中所示的工件w应该在何处由切割头16切割,短横虚线指示工件应该在何处由折痕头20压出折痕,以及点状虚线指示预定宽度的胶带应该在何处被施加至工件。
59.图4中所示的工件w是一片打印的卡纸原料。工件w具有由阴影标示的打印区域,该打印区域将是组装容器的外表面。工件w还包括六个打印的对准标记m1、m2...m6。
60.图4中所示的工件w使用供给机构(未示出)定位在平板2上。一堆相同的工件可以
位于平板2的端部并且单个工件可以从堆垛中挑出并定位在平板上。头部单元4与工件w精确对齐。例如,头部单元4可以包括照相机(未示出),控制单元可以使用打印的对准标记m1、m2...m6的光学识别来确定工件w在平板2上的精确位置和取向。一旦头部单元4已经相对于工件对齐,则工件可以基于数字文件中的相应信息由切割头16切割、由压痕机头20压出折痕并且由带施加头6施加胶带。更特别地,在工件w已经被切割和压出折痕之后,在涂胶过程中,头部单元4可以定位至第一粘接片gt1的上方、带施加辊10可以绕z-轴旋转成与x-轴对齐且向下移动至与工件接触、头部单元可以沿x-轴方向移动以将第一胶带条s1施加至第一粘接片gt1、带施加辊可以向上移动并远离工件、头部单元可以重新定位至第二粘接片gt2的上方、带施加辊可以绕z-轴旋转成与y-轴对齐并且向下运动与工件接触,头部单元可沿y轴方向运动以将第二胶带条s1施加至第二粘接片gt2、并且带施加辊10可以向上移动并远离工件。(这假设工件w已经定位在平板2上使得其边缘与切割机的x和y轴精确对齐。在实践中,工件w的边缘可能未与切割机的x和y轴对齐使得头部单元4沿着相对于x-轴方向和y-轴方向略成角度的方向移动,其中带施加辊10相应绕z-轴旋转)。应当理解的是,带施加辊10不限于施加与x-轴方向或y-轴方向对齐的胶带条。在实践中,带施加辊10可以绕与头部单元4可沿其移动的任意方向对齐的z-轴旋转。例如,带施加辊10可用于施加既没有与x-轴方向对齐也没有与y轴方向对齐的斜向胶带条。在一些结构中,若头部单元4改变了运动方向,则带施加辊10可以在其与工件接触并施加胶带时绕z-轴旋转。
61.图5示出了用于容器的成品包装坯料b,其中胶带条s1和s2施加至粘接片gt1和gt2。若胶带条s1、s2是双面胶带,则可以移除背衬层以露出粘合剂并且折叠并组装包装坯料以形成容器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。