1.本技术实施例涉及气溶胶产生技术领域,特别涉及气雾生成装置及用于气雾生成装置的加热器。
背景技术:
2.现有的气雾生成装置通常包含发热体,一些气雾生成装置通过使发热体伸入可抽吸制品内部,并在可抽吸制品的内部发热,进而使可抽吸制品挥发产生气溶胶。
3.发热体可以在变化的磁场中通过电磁感应发热,产生变化的磁场的线圈通常位于发热体的外围,且套在或者绕制在气雾生成装置中的支架上,支架的中间区域具有容纳可抽吸制品至少局部的容纳腔,发热体的局部布置在容纳腔中,以插入可抽吸制品中进而对可抽吸制品进行加热,所以必须增加气雾生成装置的总体厚度,以配置线圈的容纳空间,从而导致气雾生成装置的体积较大。
技术实现要素:
4.本技术实施例提供一种气雾生成装置及用于气雾生成装置的加热器,通过使感应线圈与感受体紧密结合,有效缩小气雾生成装置的体积。
5.本技术实施例提供的一种气雾生成装置,用于加热气溶胶生成制品生成气溶胶,包括用于接收气溶胶生成制品的接收腔和用于加热所述气溶胶生成制品的加热器,还包括电源组件;
6.所述加热器包括在变化的磁场中可发热的感受体和能够产生变化的磁场的感应线圈;
7.所述感应线圈套在或绕制在所述感受体上,且所述感应线圈的一端与一导线电连接,并通过所述导线电连接所述电源组件的第一输出极,另一端则与所述感受体电连接,并通过所述感受体电连接所述电源组件的第二输出极。
8.本技术实施例提供的一种用于气雾生成装置的加热器,沿长度方向延伸;包括:
9.在变化的磁场中可发热的感受体和能够产生变化的磁场的感应线圈,所述感应线圈套在或者绕制在所述感受体上,且所述感应线圈的一端与所述感受体电连接。
10.以上气雾生成装置及用于气雾生成装置的加热器,用于产生变化的磁场的感应线圈与能够在变化的磁场中发热的感受体电连接,使得感受体构成感应线圈与电源组件之间通电回路的一部分,且感应线圈套在或者绕制在感受体上,即将感应线圈设置在加热器内部,使得无需在气雾生成装置的其他位置预留设置感应线圈的空间,从而能够有效地缩小气雾生成装置的体积。
附图说明
11.一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除
非有特别申明,附图中的图不构成比例限制。
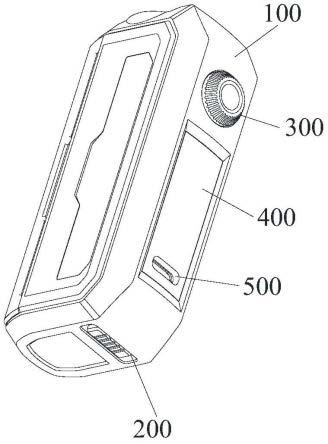
12.图1是本技术一实施例所提供的气雾生成装置的示意图;
13.图2是本技术一实施例所提供的加热器的分解示意图;
14.图3是本技术另一实施例所提供的加热器的局部示意图;
15.图4是本技术另一实施例所提供的加热器的局部剖视图;
16.图5是本技术一实施例所提供的加热器的整体示意图。
具体实施方式
17.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
18.本技术中的术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者次序。本技术实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系或者运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
19.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件,或者其间可能同时存在一个或者多个居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
21.本技术的一实施例提供了一种气雾生成装置,该装置可用于加热气溶胶生成制品,使气溶胶生成制品挥发出气溶胶来,以供吸食,气溶胶可以包括中草药、尼古丁或比如烟草香料等风味化合物。在如图1所示的实施例中,气溶胶生成制品a为烟制品(如烟支、雪茄等),但不对此做出限定。
22.在如图1所示的实施例中,气雾生成装置包括用于接收气溶胶生成制品a的接收腔和用于加热所述气溶胶生成制品a的加热器30,还包括电源组件,电源组件用于为加热器30发热供电。
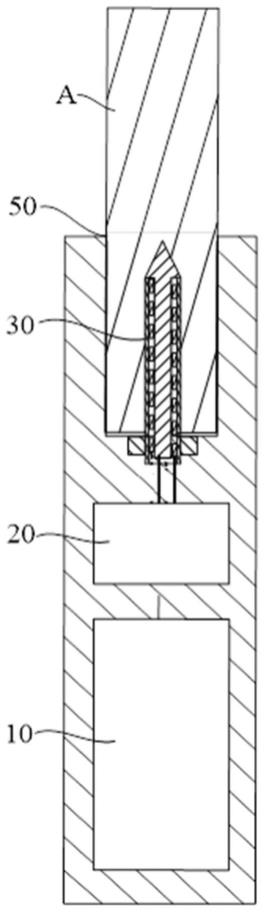
23.请参照图1和2,接收腔具有开口50,气溶胶生成制品a例如烟支通过开口50可移除地接收在接收腔内;加热器30至少一部分在接收腔内沿长度方向延伸,并在变化的磁场下发热,进而对气溶胶生成制品a例如烟支进行加热,使气溶胶生成制品a的至少一种成分挥
发,形成供抽吸的气溶胶;磁场发生器,例如感应线圈32,用于在交变电流下产生变化的磁场;电源组件包括电芯10和电路20,电芯10为可充电的直流电芯,可以输出直流电流,电路20电连接可充电的电芯10,用于从将电芯10输出的直流电流,转变成具有适合频率的交变电流再供应到感应线圈32,以使感应线圈32产生变化的磁场。在其他的实施例中,电芯10还可以为一次性电池,不可充电或无需对其进行充电。在其他实施中,电源组件可以为有线电源,有线电源通过插头直接连接市电来为气雾生成装置供电。
24.在更加优选的实施中,电路20供应到感应线圈的交变电流的频率介于80khz~400khz;更具体地,所述频率可以在大约200khz到300khz的范围。
25.在一个优选的实施例中,电芯10提供的直流供电电压在约2.5v至约9.0v的范围内,电芯10可提供的直流电流的安培数在约2.5a至约20a的范围内。
26.进一步在可选的实施中,气溶胶生成制品a优选采用加热时从基质中释放的挥发化合物的含烟草的材料;或者也可以是能够加热之后适合于电加热发烟的非烟草材料。气溶胶生成制品a优选采用固体基质,可以包括香草叶、烟叶、均质烟草、膨胀烟草中的一种或多种的粉末、颗粒、碎片细条、条带或薄片中的一种或多种;或者,固体基质可以包含附加的烟草或非烟草的挥发性香味化合物,以在基质受热时被释放。
27.在一些实施例中,可以参照图5,加热器30大体呈销钉或者针状的形状,进而对于插入至气溶胶生成制品a内是有利的。同时,加热器30可以具有大约12~19毫米的长度,2.0~2.6mm的直径;这些加热器30可以由等级430的不锈钢(ss430)制成,还可以由等级420的不锈钢(ss420)、以及含有铁镍的合金材料(比如坡莫合金)制成。进一步可参见图1和图5所示,装配后加热器30被构造成是至少部分于接收腔内延伸的销钉或针状或柱状或棒状。
28.在如图2-4所示的实施例中,加热器30包括感应线圈。
29.感应线圈32可以是通常的螺线管线圈,用于产生变化的磁场;在实施中,感应线圈32的材料优选电阻率较低、耐温性高于500℃的良导体材料,如银、铜、铝、镍等,以提高耦合至电路20后组成lc振荡器的品质因数q值。
30.使用中,感应线圈32上设置有上连接部321、下连接部322和螺旋段323,螺旋段323沿长度方向延伸且连接上连接部321和所述下连接部322,上连接部321位于下连接部322的上方,相对下连接部322,上连接部32能够进入至气溶胶生成制品a的更深处。
31.在如图2-4所示的实施例中,加热器30包括感受体。
32.感受体31可以采用居里温度不低于350℃的软磁合金材料制备;该感受体31的制备材料例如不锈钢、铁镍合金、铁铝合金等;在使用中,感受体31能在变化的磁场中发热。
33.在具体的形状和结构上,感受体31包括:
34.细长的杆状部分311,沿长度方向延伸,在装配中由该杆状部分311从感应线圈32的上端贯穿至感应线圈32内;或者感应线圈32绕制在杆状部分311上,并与杆状部分311形成一体结构。
35.锥形部分312,该锥形部分312基本是呈锥形的形状,作为导引部,有助于加热器30插入气溶胶生成制品a中。
36.在一些实施例中,锥形部分312的最大外径大于杆状部分311的外径,进而在它们接合的部位形成有台阶315;进而在装配后,感应线圈32的上连接部321抵靠在台阶315形成止动,或者台阶315上具有延伸至锥形部312分内部的孔或槽,感应线圈32的上连接部321插
入该孔或槽中形成固定和止动,并且感应线圈32的上连接部321可以通过抵靠在台阶315或者通过插入/嵌合至台阶315上的孔/槽中,从而与锥形部分312电连接。
37.在一些实施例中,感应线圈32的上连接部321与杆状部分311电连接,感应线圈32的其余部分缠绕在或者套设在杆状部分311上,且与杆状部分311之间绝缘接触或不接触;感应线圈32的上连接部321与杆状部分311之间电连接的方式包括:
38.(1)感应线圈32的上连接部321固定在杆状部分311上,杆状部分311的表面可以具有绝缘涂层,上连接部321与杆状部分311通过焊接固定,且在焊接的时候杆状部分311表面的绝缘涂层被破坏,从而使得上连接部321与杆状部分311电连接。感应线圈32的螺旋段323和下连接部322位于杆状部分311外围或绕制在杆状部分311上,在绝缘涂层的作用下,感应线圈32的螺旋段323和下连接部322与杆状部分311之间绝缘接触或者不接触;或
39.(2)感应线圈32的上连接部321固定在杆状部分311,感应线圈通过绝缘涂层或绝缘套包裹其内部的导电体,从而使得感应线圈32套在杆状部分311或者绕制在在杆状部分311上时,感应线圈32的螺旋段323和下连接部322与杆状部分311之间绝缘接触或不接触,感应线圈32的上连接部321上的绝缘涂层或绝缘套被去除后,可通过焊接、胶带捆绑等方式使感应线圈32的上连接部321与杆状部分311电连接;或
40.(3)杆状部分311的表面可以具有绝缘涂层,同时感应线圈32通过绝缘涂层或绝缘套包裹其内部的导电体,从而使得感应线圈32套在杆状部分311或者绕制在在杆状部分311上时,感应线圈32的螺旋段323和下连接部322与杆状部分311之间绝缘接触或不接触,感应线圈32的上连接部321上的绝缘涂层或绝缘套被去除后,可通过焊接使感应线圈32的上连接部321与杆状部分311电连接,杆状部分311的表面的绝缘涂层可通过焊接破坏,也可通过刮擦去掉,还可以在布置杆状部分311表面涂层时局部留白从而预留与感应线圈32的上连接部321电连接的位置。
41.上述(1)、(2)、(3)中所述的杆状部分311的外径可以基本恒定,锥形部分312的至少部分的外径沿远离杆状部分311的方向逐渐减小。除上述(1)、(2)、(3)所述的感应线圈32的上连接部321与杆状部分311之间的电连接方式外,还可以是其他方式,本技术不做一一列举。
42.在如图3所示的实施例中,杆状部分311包括第一部分311a和第二部分311b,第一部分311a连接锥形部分312和第二部分311b,第一部分311a和第二部分311b均沿长度方向延伸,锥形部分312的最大外径大于第一部分311a的外径,进而在它们接合的部位形成有台阶315,第一部分311a的外径大于第二部分311b的外径,螺旋段323缠绕在第二部分311b上或者套在第二部分311b上,感应线圈32的上连接部321与第一部分311a电连接;感应线圈32的上连接部321与第一部分311a电连接的方式包括:
43.(a)可以参照图2、3和5,加热器30还包括壳体元件33,壳体元件33套设在杆状部分311的外围且抵靠于该台阶315,壳体元件33由硬质材料如陶瓷、玻璃或金属等制成,因第一部分311a的外径大于第二部分311b的外径,从而第一部分113a与壳体元件33内壁之间的间隙较小,杆状部分311在套上壳体元件33后,感应线圈32的上连接部321受壳体元件33和第一部分311a的挤压或夹持而与第一部分311a紧密接触,进而实现电连接,此时,第一部分311a的表面可以不具有绝缘涂层,感应线圈32的上连接部321上导电体裸露;或
44.(b)可以参照图3,第一部分311a上具有凹槽311a1,感应线圈32的上连接部321的
至少局部嵌合在凹槽311a1中,使得感应线圈32的上连接部321与凹槽311a1紧密接触而实现电连接,或者将感应线圈32的上连接部321的至少局部焊接在凹槽311a1中,通过焊接实现感应线圈32的上连接部321与第一部分311a的相互固定和电连接。通过凹槽311a1来定位感应线圈32的上连接部321,使感应线圈32的上连接部321通过感受体31连接电源组件,相比感应线圈32的上连接部321通过与导线焊接来电连接电源组件,可以避免与壳体元件33装配时因壳体元件33的内径较小而挤压与感应线圈32的上连接部321焊接的导线,防止在装配壳体元件33时与感应线圈32的上连接部321焊接的导线因受挤压而弯曲变形或者错位,从而影响该导线与感应线圈32的上连接部321的电连接;而且凹槽311a1还可以防止在装配壳体元件33时,感应线圈32的上连接部321受挤压发生变形或者错位,保证感应线圈32的上连接部321与感受体31电连接的稳定性;同时,通过凹槽311a1来定位感应线圈32的上连接部321,可以简化壳体元件33与感受体31的组装,适用于自动化生产加工,可以极大地提高生产效率。
45.在如图3和4所示的实施例中,杆状部分311还包括第三部分311c,第二部分311b连接第一部分311a和第三部分311c,第三部分311c亦是沿长度方向延伸,第三部分311c与锥形部分312相背设置,感应线圈32的下连接部322位于第三部分311c的外围,第三部分311c的最大外径可以小于第二部分311b的外径,或第三部分311c的外径沿远离第二部分311b的方向逐渐减小,感应线圈32的下连接部322内径大于第三部分311c的外径,使得感应线圈32的下连接部322位于第三部分311c的外围时与第三部分311c的表面具有间隙,感应线圈32的下连接部322用于与一导线(314)焊接连接,该间隙提供了让位空间,使得导线(314)与感应线圈32的下连接部322焊接时不会破坏第三部分311c表面的绝缘涂层,进而可以避免导线与第三部分311c电连接而短路,或者该间隙提供了让位空间,使得导线(314)与感应线圈32的下连接部322连接后导线不接触第三部分311c,进而可以避免导线(314)与第三部分311c电连接而短路。
46.在如图2-4所示的实施例中,感应线圈32的上连接部321与感受体31电连接,进而感应线圈32可通过感受体31电连接电源组件的第一输出极,如正极,感应线圈32的下连接部322通过导线电连接电源组件的第二输出极,如负极,从而使得电源组件、感受体31、感应线圈32和导线(314)构成电源组件为感应线圈32提供交流电的电回路,使得感应线圈32可以产生变化的磁场。
47.在其他实施例中,感应线圈32的下连接部322与感受体31电连接,进而感应线圈32可通过感受体31电连接电源组件,感应线圈32的上连接部321通过导线电连接电源组件,从而使得电源组件、感受体31、感应线圈32和导线(314)构成电源组件为感应线圈32提供交流电的电回路,使得感应线圈32可以产生变化的磁场。
48.感应线圈32套在或者绕制在感受体31上,从而在感应线圈32中具有交流电时,感受体31中不仅会产生沿径向平面分布的感应电流,使得感受体31能够利用感应电流的电阻损耗和磁滞损耗来发热,而且感受体31中还具有沿长度方向传导的交流电流,使得感受体31同时还能利用交流电流的电阻损耗来发热,从而有助于提高加热器30的发热效率。
49.感受体31可以直接与电源组件的第一输出极电连接,如感受体31的通过其第三部分311c直接与第一输出极通过焊接或者抵接等而相互电连接;感受体31还可以通过焊接或者抵接等与一导线或者导电柱等电连接,然后再通过该导线或导电柱与第一输出极电连
接,从而感受体31间接地与第一输出极电连接。
50.请参照图2-4,感受体31上还设置有:
51.第一电偶丝313和第二电偶丝314;第一电偶丝313连接于感受体31上,如连接在感受体31的第三部分311c的尾部,连接感应线圈32的导线为第二电偶丝314;并且第一电偶丝313和第二电偶丝314分别采用不同的电偶丝材质制备,进而在它们之间可以形成用于检测感应线圈32/加热器30温度的热电偶。例如,第一电偶丝313和第二电偶丝314分别采用镍、镍铬合金、镍硅合金、镍铬-考铜、康青铜、铁铬合金等电偶材料中的两种不同材质制备的。由于第一电偶丝313和第二电偶丝314的制成材料具有较高的电阻率,这将导致整体的q值偏低,为了降低第一电偶丝313和第二电偶丝314在通电时的发热功耗,可以加粗第一电偶丝313和第二电偶丝314的直径,或者缩短第一电偶丝313和第二电偶丝314的长度,然后使第一电偶丝313和第二电偶丝314再分别通过两低电阻率的导线与电源组件电连接。
52.进一步在优选的实施中,感受体31的杆状部分311具有大约10~16mm的延伸长度,以及第二部分大约1.0~1.5mm的外径尺寸;感受体31的锥形部分312具有大约2.3~2.6mm的最大外径尺寸,以及具有大约2~4mm的延伸长度。
53.以及感应线圈32具有沿长度方向大约6~15个匝数,以及大约8~15mm的长度。在装配后,感应线圈32是包围或绕制在感受体31的杆状部分311上的。进一步根据图4中所示,感应线圈32的导线材料的横截面是呈矩形的形状;具体地,感应线圈32的导线材料的横截面中,沿长度方向的尺寸大于沿宽度方向的尺寸;进而使感应线圈32的导线材料成扁的形状。
54.在更加优选的实施中,感受体31的杆状部分311的延伸长度大于感应线圈32的延伸长度;进而在装配后,感受体31的杆状部分311相对于感应线圈32可以向下凸出一定的长度,例如大约1~5mm;保证感应线圈32的下连接部322上的焊接点不与感受体31的杆状部分311上的电偶丝焊接点装配中发生干涉。
55.在如图2-5所示的实施例中,加热器30中的壳体元件33为非感受性元件,不能在变化的磁场中发热,但具有良好的导热性,如可以是陶瓷或玻璃等;或者加热器30中的壳体元件33为感受性元件,能在变化的磁场中发热,如可以是不锈钢、铁镍合金、铁铝合金等。壳体元件33呈具有中空331的管状的形状,在实施例中,壳体元件33具有大约具有2.3~2.6mm的外径尺寸,基本是与感受体31的锥形部分312的最大外径相同的。在装配后,壳体元件33是围绕并包围感应线圈32的,并且感受性的壳体元件33或非感受性的导热的壳体元件33的上端抵靠至感受体31的台阶315。
56.以及在装配后,感受性的壳体元件33或非感受性的导热的壳体元件33内与感应线圈32和/或感受体31的空隙,可通过打胶或者进入釉料等方式填充并提供绝缘。
57.进一步参见图5所示,在装配后感受体31的锥形部分312是位于由感受性的壳体元件33或非感受性的导热的壳体元件33外的;进而由感受体31的锥形部分312和感受性的壳体元件33或非感受性的导热的壳体元件33共同界定加热器30的外表面。
58.进一步在一些可选的实施中,采用的感受性的壳体元件33可以采用耐温性能高于600℃的高导热的感受性材料,如不锈钢、铝合金、铁镍合金、铁铝合金等。一方面自身能在磁场的穿透下发热,另一方面还能部分接收感受体31的热量,进而加热气溶胶生成制品a。在实施中,还可以在感受性的壳体元件33表面喷涂玻璃釉、玻璃陶瓷、陶瓷等保护层,对于
阻止感受性的壳体元件33表面沉积气溶胶生成制品a的有机物和被气溶胶腐蚀是有利的。
59.或者在又一些可选的实施中,非感受性的导热的壳体元件33是非感受性的,采用耐温性能高于600℃的高导热陶瓷材料制备,例如氧化铝陶瓷、氮化硅陶瓷等;陶瓷等具备一定强度、刚度及优秀的耐腐蚀性。
60.在又一些优选的实施中,以上感受性的壳体元件33或陶瓷材质的非感受性的导热的壳体元件33的壁厚≥0.25mm。
61.进一步参见图2和图5,加热器30还包括有:
62.法兰34,法兰34围绕或固定在感受性的壳体元件33或非感受性的导热的壳体元件33外;并且法兰34是靠近加热器30的下端的。在使用中,气雾生成装置通过夹持或保持法兰34进而使加热器30稳定装配在气雾生成装置内。
63.或者在以上实施中,以上加热器30具有模块化生产和装配的便利性。例如在生产和装配中依次采用以下步骤进行:
64.先获取感受体31,并在感受体31上的杆状部分311上套上或绕制上感应线圈32;
65.使感应线圈32的上连接部321通过嵌合和/或焊接等方式固定在杆状部分311上的凹槽311a1中,在感应线圈32的下连接部322上焊接第二电偶丝314,在感受体31上的杆状部分311如第三部分311c上焊接第一电偶丝313,通过第一电偶丝313和第二电偶丝314形成测温热电偶;
66.获取套设有法兰34的壳体元件33,再将以上套设有感应线圈32的感受体31从壳体元件33的上端贯穿至壳体元件33内,并使壳体元件33的上端与感受体31的台阶315抵靠,即完成装配。
67.上述的气雾生成装置和用于气雾生成装置的加热器,用于产生变化的磁场的感应线圈与能够在变化的磁场中发热的感受体电连接,使得感受体构成感应线圈与电源组件之间通电回路的一部分,且感应线圈套在或者绕制在感受体上,即将感应线圈设置在加热器内部,使得无需在气雾生成装置的其他位置预留设置感应线圈的空间,从而能够有效地缩小气雾生成装置的体积。
68.需要说明的是,本技术的说明书及其附图中给出了本技术的较佳的实施例,但并不限于本说明书所描述的实施例,进一步地,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本技术所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。