1.本实用新型属于机加技术领域,涉及一种立式和卧式通用的异形薄壁类零件加工用装夹工装。
背景技术:
2.待加工异形薄壁类零件,零件材料为zl114a,长度696mm,外圆为不规则型面,前后端开口,类似“圆筒”式结构,大端开口短轴约为447,长轴约为544,小端开口短轴约为336,长轴约为544,零件壁厚2.5mm,零件内腔全部为型面,外表面为筋格,外表面有多处设备安装凸台和安装孔,没有加工基准,装夹找正困难。零件较高,开口较小,立式加工内腔收弯头和主轴影响很难进入加工,而且无法一次性将内腔型面加工到位,所以需要两端分别加工,同时保证基准传递。
技术实现要素:
3.(一)实用新型目的
4.本实用新型的目的是:提供一种异形薄壁类零件加工用装夹工装,解决零件外型尺寸大、内外面均为不规则型面、装夹、加工基准传递困难的问题。
5.(二)技术方案
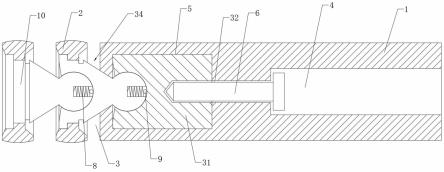
6.为了解决上述技术问题,本实用新型提供一种异形薄壁类零件加工用装夹工装,其包括:底板1、大端法兰盘2、小端法兰盘3和拉杆4,底板1安装在机床转台上,大端法兰盘2和小端法兰盘3之间通过多根拉杆4连接,待加工零件支撑定位在大端法兰盘2和小端法兰盘3之间,加工零件两端内腔时,分别将大端法兰盘2和小端法兰盘3对调固定在底板1上。
7.其中,所述底板1上开有沉头孔,使用内六角螺钉穿过沉头孔,将底板1安装到机床的工作台上。
8.其中,所述底板1上开设有销孔,用于底板1找正,以及和大端法兰盘2定位。
9.其中,所述底板1上开设有螺纹孔,大端法兰盘2上开设有螺纹孔,大端法兰盘2和底板1上的螺纹孔通过螺钉连接。
10.其中,所述底板1上还设置有多个避让孔。
11.其中,所述大端法兰盘2上开设有销孔,与底板1上的销孔对应,使用定位销钉5穿过大端法兰盘2和底板1上的销孔,将两者定位。
12.其中,所述大端法兰盘2中心孔内侧设置有环形台阶,环形台阶内壁上设置有一组相对的第一定位块,第一定位块上设置定位孔,零件一端端面支撑在环形台阶上,并通过第一定位块上定位孔找正定位。
13.其中,所述小端法兰盘3内端面上设置有支撑台阶,支撑台阶中心为通孔,支撑台阶内壁上设置有一组相对的第二定位块,第二定位块上设置定位孔,零件的另一端端面支撑在支撑台阶上,并通过第二定位块上定位孔找正定位。
14.其中,所述大端法兰盘2和小端法兰盘3可替换安装在底板1上,机床通过对应法兰
盘上开设的孔加工零件内腔;加工零件内腔时,拉杆4布置在零件外周。
15.所述装夹工装还包括标准压板,在零件内腔加工完成后,拆掉小端法兰,将拉杆4一端穿过大端法兰盘2的中心孔并与底板1连接,拉杆4另一端连接标准压板,标准压板压紧在零件小端面上,加工零件的外形。
16.(三)有益效果
17.上述技术方案所提供的异形薄壁类零件加工用装夹工装,实现了快速找正,节约加工成本;保证了该类复杂零件在加工过程中的基准传递,满足加工要求。
附图说明
18.图1为本实用新型实施例装夹工装结构示意图。
19.图2为底板结构示意图。
20.图3为大端法兰盘、小端法兰盘和拉杆连接结构示意图。
具体实施方式
21.为使本实用新型的目的、内容和优点更加清楚,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
22.针对背景技术中所存在的技术问题,本实施例的设计思路为:对于装夹找正,设计装夹工装,通过法兰盘和拉杆装夹零件达到装夹效果,底板与转台固定,实现快速装夹找正。卧式,立式均可使用。
23.参照图1至图3所示,本实施例装夹工装包括:底板1、大端法兰盘2、小端法兰盘3和拉杆4,底板1安装在机床转台上,大端法兰盘2和小端法兰盘3之间通过多根拉杆4连接,待加工零件支撑定位在大端法兰盘2和小端法兰盘3之间,加工零件两端内腔时,分别将大端法兰盘2和小端法兰盘3对调固定在底板1上。
24.底板1使用标准的内六角螺钉穿过沉头孔,将底板1安装到机床的工作台上。底板1上还开设有销孔,销孔位置开设精度高,用于底板1找正,以及和大端法兰盘2定位。底板1上还开设有螺纹孔,用于和大端法兰盘2通过螺钉连接。底板1上还设置有多个避让孔。
25.大端法兰盘2上开设有螺纹孔,用于和底板1上的螺纹孔通过螺钉连接。大端法兰盘2上开设有销孔,与底板1上的销孔对应,使用定位销钉5穿过大端法兰盘2和底板1上的销孔,将两者定位。大端法兰盘2中心孔内侧设置有环形台阶,环形台阶内壁上设置有一组相对的第一定位块,第一定位块上设置定位孔,零件一端端面支撑在环形台阶上,并通过第一定位块上定位孔找正定位。环形台阶的设置,能够将零件相对大端法兰盘2表面垫起一定高度,可以避免加工零件的时候机床碰到工装。
26.小端法兰盘3内端面上设置有支撑台阶,支撑台阶中心为通孔,支撑台阶内壁上设置有一组相对的第二定位块,第二定位块上设置定位孔,零件的另一端端面支撑在支撑台阶上,并通过第二定位块上定位孔找正定位。小端法兰盘3上还开设有减重孔。
27.大端法兰盘2和小端法兰盘3均可以安装在底板1上,机床通过对应法兰盘上开设的孔加工零件内腔。加工零件内腔时,拉杆4布置在零件外周。
28.本实施例装夹工装还包括标准压板,在零件内腔加工完成后,拆掉小端法兰,将拉杆4一端穿过大端法兰盘2的中心孔并与底板1连接,拉杆4另一端连接标准压板,标准压板
压紧在零件小端面上,此时,加工零件的外形。
29.本实施例工装的使用方法如下:
30.步骤1:将底板安装在机床转台上,利用销孔和外圆找正底板;
31.步骤2:零件预留的工艺块上的销孔与工装大小端法兰盘内侧的销孔分别对齐,通过定位销钉定位,即可实现零件与大、小端法兰盘基准同步;
32.步骤3:通过拉杆拉紧大小端法兰盘;
33.步骤4:将小端法兰盘外侧销孔与底板销孔对齐使用销钉定位并使用标准螺钉拧紧,大端朝向机床主轴,加工零件的大端内腔;
34.步骤5:大端内腔加工完成后,将小端法兰盘与底板分开,将大小端法兰盘翻转,大端法兰盘以同样的方式安装到底板,小端朝向机床主轴,加工小端内腔。
35.步骤6:拆除拉杆与小端法兰盘,零件通过销钉定位无需拆除,将拉杆穿过零件安装在底板,另一端使用标准压板压紧零件小端,加工零件外型面
36.对于基准传递:可以采用零件加工时预留夹头,或者在零件上粘(焊)接工艺块与装夹工装转接来实现零件的基准传递。
37.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种异形薄壁类零件加工用装夹工装,其特征在于,包括:底板(1)、大端法兰盘(2)、小端法兰盘(3)和拉杆(4),底板(1)安装在机床转台上,大端法兰盘(2)和小端法兰盘(3)之间通过多根拉杆(4)连接,待加工零件支撑定位在大端法兰盘(2)和小端法兰盘(3)之间,加工零件两端内腔时,分别将大端法兰盘(2)和小端法兰盘(3)对调固定在底板(1)上。2.如权利要求1所述的异形薄壁类零件加工用装夹工装,其特征在于,所述底板(1)上开有沉头孔,使用内六角螺钉穿过沉头孔,将底板(1)安装到机床的工作台上。3.如权利要求2所述的异形薄壁类零件加工用装夹工装,其特征在于,所述底板(1)上开设有销孔,用于底板(1)找正,以及和大端法兰盘(2)定位。4.如权利要求3所述的异形薄壁类零件加工用装夹工装,其特征在于,所述底板(1)上开设有螺纹孔,大端法兰盘(2)上开设有螺纹孔,大端法兰盘(2)和底板(1)上的螺纹孔通过螺钉连接。5.如权利要求4所述的异形薄壁类零件加工用装夹工装,其特征在于,所述底板(1)上还设置有多个避让孔。6.如权利要求5所述的异形薄壁类零件加工用装夹工装,其特征在于,所述大端法兰盘(2)上开设有销孔,与底板(1)上的销孔对应,使用定位销钉(5)穿过大端法兰盘(2)和底板(1)上的销孔,将两者定位。7.如权利要求6所述的异形薄壁类零件加工用装夹工装,其特征在于,所述大端法兰盘(2)中心孔内侧设置有环形台阶,环形台阶内壁上设置有一组相对的第一定位块,第一定位块上设置定位孔,零件一端端面支撑在环形台阶上,并通过第一定位块上定位孔找正定位。8.如权利要求7所述的异形薄壁类零件加工用装夹工装,其特征在于,所述小端法兰盘(3)内端面上设置有支撑台阶,支撑台阶中心为通孔,支撑台阶内壁上设置有一组相对的第二定位块,第二定位块上设置定位孔,零件的另一端端面支撑在支撑台阶上,并通过第二定位块上定位孔找正定位。9.如权利要求8所述的异形薄壁类零件加工用装夹工装,其特征在于,所述大端法兰盘(2)和小端法兰盘(3)可替换安装在底板(1)上,机床通过对应法兰盘上开设的孔加工零件内腔;加工零件内腔时,拉杆(4)布置在零件外周。10.如权利要求9所述的异形薄壁类零件加工用装夹工装,其特征在于,还包括标准压板,在零件内腔加工完成后,拆掉小端法兰,将拉杆(4)一端穿过大端法兰盘(2)的中心孔并与底板(1)连接,拉杆(4)另一端连接标准压板,标准压板压紧在零件小端面上,加工零件的外形。
技术总结
本实用新型公开了一种异形薄壁类零件加工用装夹工装,包括:底板(1)、大端法兰盘(2)、小端法兰盘(3)和拉杆(4),底板(1)安装在机床转台上,大端法兰盘(2)和小端法兰盘(3)之间通过多根拉杆(4)连接,待加工零件支撑定位在大端法兰盘(2)和小端法兰盘(3)之间,加工零件两端内腔时,分别将大端法兰盘(2)和小端法兰盘(3)对调固定在底板(1)上。本实用新型实现了快速找正,节约加工成本;保证了该类复杂零件在加工过程中的基准传递,满足加工要求。满足加工要求。满足加工要求。
技术研发人员:石凡 李中华
受保护的技术使用者:北京星航机电装备有限公司
技术研发日:2021.12.21
技术公布日:2022/7/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。