1.本发明涉及硅太阳能电池领域。
背景技术:
2.太阳能电池,是一种利用太阳光直接发电的光电半导体薄片,又称为“太阳能芯片”或“光电池”,它只要被满足一定照度条件的光照度,瞬间就可输出电压及在有回路的情况下产生电流。在物理学上称为太阳能光伏(photovoltaic,缩写为pv),简称光伏。
3.太阳光照在半导体p-n结上,形成新的空穴-电子对,在p-n结内建电场的作用下,光生空穴流向p区,光生电子流向n区,接通电路后就产生电流。这就是光电效应太阳能电池的工作原理。
4.光—热—电转换方式通过利用太阳辐射产生的热能发电,一般是由太阳能集热器将所吸收的热能转换成工质的蒸气,再驱动汽轮机发电。前一个过程是光—热转换过程;后一个过程是热—电转换过程,与普通的火力发电一样。太阳能热发电的缺点是效率很低而成本很高,估计它的投资至少要比普通火电站贵5~10倍。一座1000mw的太阳能热电站需要投资20~25亿美元,平均1kw的投资为2000~2500美元。因此,只能小规模地应用于特殊的场合,而大规模利用在经济上很不合算,还不能与普通的火电站或核电站相竞争。
5.太阳能电池是一种绿色无污染的取之不尽用之不竭的能源电池,因此如果能够进一步提高电池的发电效率,对于太阳能电池的应用有着广泛的意义。光伏制造产业中,perc电池作为性价比比较高的光伏产品,进一步的发展依然面临转换效率瓶颈的问题。
6.perc电池应用中通过对前后表面分区,在同一片太阳能电池上集成多个区间太阳能电池,不能能够进一步的提高perc电池的效率,而且能够提高太阳能电池的容错误(即有部分区间电池出现问题或效率降低,仍然可以使用且效率降低不大)。但是目前的perc电池在组件上的耗能仍然不少。
技术实现要素:
7.本发明所要解决的技术问题是:如何进一步降低太阳能电池组件端功损,从而进一步提高太阳能电池的效率。
8.本发明所采用的技术方案是:一种局部互联晶硅电池结构,包括从下而上的背面金属化图案、激光烧蚀穿透结构、正面金属化图案,背面金属化图案和正面金属化图案都被分割成同等数量且对应的独立区块金属化图案,任意一个背面独立区块图案与该背面独立区块图案相邻的一个背面独立区块图案对应的正面独立区块图案通过激光烧蚀穿透结构连接构成互联区块,多个互联区块通过互联图案构成两个独立区块金属化图案数量相同的串联的图案作为晶硅电池的正负极输出。
9.背面金属化图案包括多列横向距离间隔相等的背面独立区块图案(1)、背面独立主栅(2)、背面互联图案(7)、背面局部穿透印刷图案(8),背面独立区块图案(1)由多个背面矩形细栅相邻长边重合组合而成,每个背面独立区块图案(1)中央有一条背面独立主栅
(2),背面独立主栅(2)垂直于每个背面矩形细栅,每个背面独立区块图案(1)的上端中央或者下端中央有一个背面独立边框(9),相邻背面独立区块图案(1)的背面独立边框(9)成上下交错,每个背面独立边框(9)为细栅线围成的一个u形框,每个背面独立边框(9)内部的细栅线被擦除,每个背面独立边框(9)内部都有一个矩形的背面局部穿透印刷图案(8),背面互联图案(7)有多个,每个互联图案(7)一端连接背面独立区块图案(1)的无背面独立边框(9)端的背面独立主栅(2)另一端连接相邻相邻背面独立区块图案(1)的背面局部穿透印刷图案(8)。
10.正面金属化图案包括多列横向距离间隔相等的正面独立区块图案(5)、正面独立主栅(4)、正面局部穿透印刷图案(11)、正面互联图案(12),正面独立区块图案(5)由多个背面矩形细栅相邻长边重合组合而成,每个正面独立区块图案(5)与一个背面独立区块图案(1)对应,正面独立主栅(4)垂直于每个正面矩形细栅,每个正面独立区块图案(5)的上端中央或者下端中央有一个正面独立边框(10),相邻正面独立区块图案(5)的正面独立边框(10)成上下交错,每个正面独立边框(10)为细栅线围成的一个u形框,每个正面独立边框(10)内部的细栅线被擦除,每个正面独立边框(10)内部都有一个矩形的正面内部互联图案(11),正面互联图案(12)上下各有一个,上面的正面互联图案把上面所有非正面独立边框(10)的正面独立主栅(4)连接在一起,上面的正面互联图案把下面所有非正面独立边框(10)的正面独立主栅(4)连接在一起,正面局部穿透印刷图案(11)与其所在正面独立区块图案(5)的正面独立主栅(4)连接,背面局部穿透印刷图案(8)和正面局部穿透印刷图案(11)通过激光烧蚀穿透结构连接。
11.正面的一根正面独立主栅(4)和背面的一根背面独立主栅(2)分别连接出正负极。
12.激光烧蚀穿透结构由三个直径为0.5mm的激光圆以0.15mm的间距排列而成,每个激光圆内部由平行光斑直线填充,相邻光斑直线之间的距离等于激光光斑的半径,三个激光圆圆心位于一条平行于背面主栅的直线上。
13.一种局部互联晶硅电池结构制备方法,根据局部互联晶硅电池结构要求对基体p型硅双面钝化后电池片进行背膜开孔及激光烧蚀穿透工艺,背面使用银铝浆印刷背面局部穿透印刷图案、背面互联图案,背面使用铝浆印刷背面独立主栅图案,正面使用银浆印刷正面金属化图案。
14.本发明的有益效果是:本发明通过在太阳能电池的正反两面采用独立区块金属化图案后利用激光烧蚀穿透结构实现片内的串并联,从而减少了在片间串并联时的效率损失,本发明通过正反面独立区块金属化图案的交错结构串联,提高了硅片的载子寿命和对太阳能光的利用效率。本发明制备流程简单,主要工序通过印刷与硅片同步完成,减少了后续工作的步骤,提高了制作效率。电池片本身输出电流低,在组件端,一方面可降低组件内部的封装功损,同时其特殊的电流传导方式,可减少组件端焊带的使用量,进一步提高组件输出功率,对于166*166mm2可达到6-7w的增益。
附图说明
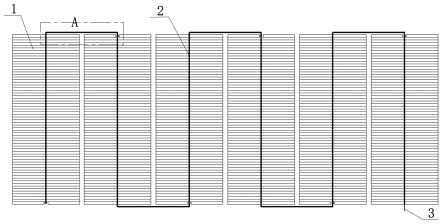
15.图1是本发明局部互联晶硅电池结构背面结构示意图;图2是本发明局部互联晶硅电池结构正面结构示意图;图3是图1的a部放大示意图;
图4是图2是b部放大示意图;图5是激光烧蚀穿透结构示意图;其中,1、背面独立区块图案,2、背面独立主栅,3、背面电极,4、正面独立主栅,5、正面独立区块图案,6、正面电极,7、背面互联图案,8、背面局部穿透印刷图案,9、背面独立边框。10、正面独立边框,11、正面局部穿透印刷图案,12、正面互联图案。
具体实施方式
16.本实施例选用电池片为166*166mm2,一种局部互联晶硅电池结构,包括从下而上的背面金属化图案、激光烧蚀穿透结构、正面金属化图案,背面金属化图案和正面金属化图案都被分割成同等数量且对应的独立区块金属化图案(即背面独立区块图案和正面独立区块图案),任意一个背面独立区块图案与该背面独立区块图案相邻的一个背面独立区块图案对应的正面独立区块图案通过激光烧蚀穿透结构连接构成互联区块(背面独立区块图案和正面独立区块图案),多个互联区块通过互联图案(背面互联图案和正面互联图案)构成两个独立区块金属化图案数量相同的串联的图案作为晶硅电池的正负极输出。
17.如图1和3所示,背面金属化图案包括多列横向距离间隔(2mm)相等的背面独立区块图案1、背面独立主栅2、背面互联图案7、背面局部穿透印刷图案8,背面独立区块图案1由多个背面矩形细栅相邻长边重合组合而成,每个背面独立区块图案1中央有一条背面独立主栅2,背面独立主栅2垂直于每个背面矩形细栅,每个背面独立区块图案1的上端中央或者下端中央有一个背面独立边框9,相邻背面独立区块图案1的背面独立边框9成上下交错,每个背面独立边框9为细栅线围成的一个u形框(深度为5mm,宽为3mm),每个背面独立边框9内部的细栅线被擦除,每个背面独立边框9内部都有一个矩形的背面局部穿透印刷图案8,背面互联图案7有多个,每个互联图案7(宽为0.1mm)一端连接背面独立区块图案1的无背面独立边框9端的背面独立主栅2另一端连接相邻相邻背面独立区块图案1的背面局部穿透印刷图案8(长3.0mm宽1.0mm)。
18.正面金属化图案包括多列横向距离(2mm)间隔相等的正面独立区块图案5、正面独立主栅4、正面局部穿透印刷图案11、正面互联图案12(宽为0.1mm),正面独立区块图案5由多个背面矩形细栅相邻长边重合组合而成,每个正面独立区块图案5与一个背面独立区块图案1对应,正面独立主栅4垂直于每个正面矩形细栅,每个正面独立区块图案5的上端中央或者下端中央有一个正面独立边框10,相邻正面独立区块图案5的正面独立边框10成上下交错,每个正面独立边框10为细栅线围成的一个u形框(深度为5mm,宽为3mm),每个正面独立边框10内部的细栅线被擦除,每个正面独立边框10内部都有一个矩形的正面内部互联图案11(长3.0mm宽1.0mm),正面互联图案12上下各有一个,上面的正面互联图案把上面所有非正面独立边框10的正面独立主栅4连接在一起,上面的正面互联图案把下面所有非正面独立边框10的正面独立主栅4连接在一起,正面局部穿透印刷图案11与其所在正面独立区块图案5的正面独立主栅4连接,背面局部穿透印刷图案8和正面局部穿透印刷图案11通过激光烧蚀穿透结构连接。
19.正面的一根正面独立主栅4和背面的一根背面独立主栅2分别连接出正负极。
20.激光烧蚀穿透结构由三个直径为0.5mm的激光圆以0.15mm的间距排列而成,每个激光圆内部由平行光斑直线填充,相邻光斑直线之间的距离等于激光光斑的半径,三个激
光圆圆心位于一条平行于背面主栅的直线上。三个激光圆区域分为三部分,分别为三重叠、二重叠、零重叠区域。
21.一种局部互联晶硅电池结构制备方法,根据局部互联晶硅电池结构要求对基体p型硅双面钝化后电池片进行背膜开孔及激光烧蚀穿透工艺,背面使用银铝浆印刷背面局部穿透印刷图案、背面互联图案,背面使用铝浆印刷背面独立主栅图案,正面使用银浆印刷正面金属化图案。
22.激光光斑为圆形,半径可为30-50um,最大功率40w,调制频率为150-250khz,打标速度介于15000-30000mm/min之间可调。其背膜开孔工艺中,激光调制频率210-250khz,打标速度介于20000-25000mm/min;其中激光烧蚀穿透工艺中,激光调制频率150-180khz,打标速度介于15000-18000mm/min。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。