碳化硅晶片的制造方法、碳化硅晶片和制造晶片的系统
1.相关申请的交叉引用
2.本技术根据35usc 119(a)要求于2021年1月14日在韩国知识产权局提交的韩国专利申请号10-2021-005463的优先权,其全部公开内容以引用的方式并入本技术。
技术领域
3.本发明涉及一种碳化硅晶片的制造方法、碳化硅晶片和用于制造碳化硅晶片的系统。
背景技术:
4.碳化硅(sic)具有优异的耐热性和机械强度,并且物理和化学稳定性好,因此它是一种有益的半导体材料。近年来,作为大功率器件的衬底,碳化硅单晶衬底的需求量日益增加。
5.作为制备碳化硅单晶的方法,有液相外延(lpe)、化学气相沉积(cvd)、物理气相传输(pvt)等方法。其中,pvt是一种生长碳化硅单晶的方法:通过将碳化硅原料装入坩埚;在坩埚顶部放置由碳化硅单晶组成的籽晶;然后通过感应加热法来加热坩埚以使原料升华,从而在籽晶上生长碳化硅单晶。
6.pvt应用最为广泛,因为它可以以高生长率生产优质粗锭形式的碳化硅。然而,所生产的碳化硅锭可能发生弯曲和扭曲,如果发生这种弯曲或扭曲,则在使用线锯等的切割过程中,晶片的平整度可能不均匀。
7.因此,为了确保硅晶片的平整度并提高由其制造的半导体器件的性能和成品率,有必要考虑一种改进的切割碳化硅锭的方法。
8.在背景技术中所公开的信息仅用于增强对本发明背景的理解,因此其可能包含不构成本领域普通技术人员已知的相关技术的信息。
9.韩国专利公开号10-2015-0052037公开了“通过多线锯切割高硬度材料的方法”;韩国专利公开号10-2014-0155310公开了“粗锭切割装置”等相关的现有技术。
技术实现要素:
10.本发明的目的是提供一种制造碳化硅晶片的方法,其能够在切割碳化硅锭时考虑到边缘区域的弯曲程度、切割速度和线供给量而显示出良好的平整度。
11.本发明的另一目的是提供具有良好平整度的硅片。
12.本发明的再一目的是提供一种能够制造晶片的系统,所述晶片能够在切割碳化硅锭时考虑到边缘区域的弯曲程度、切割速度和线供给量而表现出良好的平整度。
13.根据本发明实施方式的碳化硅晶片制造方法,包括:弯曲测量步骤,测量在碳化硅锭的一个表面中具有最大弯曲度的第一边缘,所述碳化硅锭具有一个表面、另一表面以及连接所述一个表面和所述另一表面的侧面;切割开始步骤,通过线锯在第二边缘处沿着平行于所述一个表面或者相对于所述一个表面以预定偏角的方向开始切割,沿着所述一个表
面的边缘,所述第二边缘与所述第一边缘之间的距离为r
×
a,在所述切割开始步骤中,切割速度降低至第一切割速度;切割加工步骤,其中,第一切割速度在约
±
5%的变化范围内基本上恒定;以及完成步骤,其中,增加第一切割速度并且完成碳化硅锭的切割。所述线锯的供给量(m/min)在切割开始步骤中达到第一供应量,随后在所述完成步骤之前在约
±
5%的变化范围内基本上恒定。r是所述一个表面的半径,并且a可以是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。
14.在一个实施方式中,所述碳化硅锭可以包括通过升华和重结晶生长的4h碳化硅。
15.在一个实施方式中,所述切割开始步骤中的切割可以沿着朝向与所述一个表面的第二边缘最远的边缘的方向进行。
16.在一个实施方式中,所述第一切割速度可以为3mm/h至10mm/h。
17.在一个实施方式中,所述第一供给量为0.5m/min至4m/min。
18.在一个实施方式中,所述线锯可以包括沿从所述碳化硅锭的所述一个表面到所述另一表面的方向以预定间隔设置多个线锯的多线锯。
19.根据本发明实施方式的碳化硅晶片包括一个表面和另一表面,其中,从所述一个表面的中心向外方向占据半径的95%的中心区域的平整度的标准偏差为5μm至10μm。
20.在一个实施方式中,所述碳化硅晶片的所述一个表面的平均平整度为250μm或更小。
21.在一个实施方式中,所述碳化硅晶片包括4h结构的碳化硅,并且所述一个表面为其上暴露有硅原子层的si表面。
22.根据本发明实施方式的用于制造碳化硅晶片的系统,包括:弯曲测量单元,用于测量在碳化硅锭的一个表面中具有最大弯曲度的第一边缘,所述碳化硅锭具有所述一个表面、另一表面以及连接所述一个表面和所述另一表面的侧面;控制单元,指定第二边缘,所述第二边缘沿着所述一个表面的第一边缘与由所述弯曲测量单元测量的碳化硅锭的所述一个表面的第一边缘之间的距离为r
×
a;以及切割单元,沿着与平行于所述一个表面或者相对于所述一个表面以预定偏角的方向,通过线锯切割所述碳化硅锭。所述控制单元控制所述碳化硅锭向所述切割单元的移动以及所述线锯的供给量。所述切割单元通过执行以下步骤来制造碳化硅晶片:切割开始步骤,其中,切割单元的切割速度降低至第一切割速度;切割进行步骤,其中,第一切割速度在约
±
5%的变化范围内基本上恒定;以及切割完成步骤,其中,增加第一切割速度并且完成碳化硅锭的切割。在切割开始步骤中,所述切割单元的线锯的供给量(m/min)接近第一供给量并且在大约
±
5%的变化范围内基本上恒定。r是所述一个表面的半径,a是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。
23.在根据本发明实施方式的碳化硅晶片的制造方法中,确定在碳化硅锭的一个表面中具有最大弯曲值的边缘和与其相距预定距离的边缘,并且在特定切割速度和线锯供给量的条件下切割碳化硅锭,从而可以获得具有改进的平整度特征的碳化硅晶片。
24.通过根据本发明实施方式的碳化硅晶片的制造方法制造的晶片具有良好的平坦度特征,因此可以预期由此制造的器件的电特性的改善以及还有制造成品率的改善。
25.碳化硅晶片的晶片制造系统确定在碳化硅锭的一个表面上具有最大弯曲值的边缘以及与其相距预定距离的边缘,并且在特定切割速度和线锯供给量的条件下切割碳化硅锭,从而可以获得具有改进的平整度特征的碳化硅晶片。
附图说明
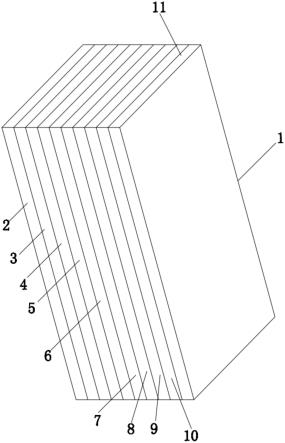
26.图1是显示根据一个实施方式的碳化硅晶片的一个实例的概念图。
27.图2是显示根据一个实施方式的用于制造碳化硅晶片的方法中所使用的碳化硅锭的一个实例的概念图。
28.图3是显示根据本发明实施方式的用于制造碳化硅晶片的方法的一个示例的概念图。
29.图4是根据本发明实施方式的用于制造碳化硅晶片的系统的示意框图。
30.图5是显示在实施方式1(实施例1)、实施方式2(实施例2)和比较实施例1(比较例1)、比较实施例2(比较例2)中切割时的方向的实例的概念图。
31.图6显示在比较实施例1(比较例1)中制造的晶片的平整度的照片。
32.图7显示实施方式1(实施例1)、实施方式2(实施例2)和比较实施例2(比较例2)所制造的晶片的平坦度的照片。
33.在整个附图和详细的描述中,相同的附图标记表示相同的元件。为了清晰、阐述和方便,可以不按比例绘制附图,并且可以放大附图中元件的相对大小、比例和描述。
具体实施方式
34.提供以下详细描述以帮助人们获得对本发明所述的方法、装置和/或系统的全面理解。然而,在理解本发明的公开内容之后,本发明所描述的方法、装置和/或系统的各种变化、修改和等效物将是显而易见的。例如,本发明所描述的操作顺序仅仅是示例,不限于本文所述的操作顺序,但是可以在理解本技术的公开内容之后如显而易见的那样进行更改,但必须以特定顺序发生的操作除外。此外,为了提高清晰度和简洁性,可以省略在理解本技术公开内容后已知的特征的描述,需要注意的是,省略特征及其描述也不是意图承认它们为公知常识。
35.本文描述的特征可以以不同形式体现,并且不应被解释为限于本文所描述的示例。相反地,本文描述的示例仅用于说明在理解本技术的公开内容之后将显而易见的实现本发明所描述的方法、装置和/或系统的许多可能方式中的一些。
36.在整个说明书中,当诸如层、区域或衬底之类的元件被描述为“在另一元件上”、“连接到”或“耦合到”另一元件时,它可以直接“在另一元件上”、“连接到”或“耦合到”另一元件,或者可以有一个或多个其他元件介入其中。相反地,当一个元件被描述为“直接在另一个元件上”、“直接连接到另一个元件”或“直接耦合到另一个元件”时,其间不可能有其他元件。
37.如本文所使用的,术语“和/或”包括任何一个和任何两个或更多个相关列出项目的组合。
38.尽管本文中可使用诸如“第一”、“第二”和“第三”等术语来描述各种构件、组件、区域、层或部分,但是这些构件、组件、区域、层或部分不受这些术语的限制。相反地,这些术语仅用于将一个构件、组件、区域、层或部分与另一个构件、组件、区域、层或部分区分。因此,本文描述的示例中提及的第一构件、组件、区域、层或部分也可以在不偏离这些示例的教导下称为第二构件、组件、区域、层或部分。
39.为了便于描述,本文可以使用诸如“上方”、“上部”、“下方”和“下部”之类的空间相
对术语来描述一个元素与另一个元素的关系,如图中所示的。除了图中所示的方向之外,此类空间相对术语旨在涵盖正在使用或操作的设备的不同方向。例如,如果图中的装置被翻转,则相对于另一个元件被描述为“上方”或“上部”的元件将相对于另一个元件被描述为“下方”或“下部”。因此,术语“上方”包括取决于设备的空间方向的上方和下方方向。所述设备也可以以其他方式定向(例如,旋转90度或以方向),并且本文中所使用的空间相对术语将被相应地解释。
40.本文使用的术语仅用于描述各种示例,不用于限制本公开。除非上下文另有明确说明,否则冠词“a(一个)”、“an(一个)”和“the(该)”也包括复数形式。术语“包含”、“包括”和“具有”规定了所述的特征、编号、操作、构件、元件和/或其组合的存在,但是不排除一个或多个其他特征、编号、操作、构件、元件和/或其组合的存在或添加。
41.本文所描述的示例的特征可以以各种方式组合,这在理解本技术的公开内容之后将是显而易见的。此外,尽管本文所描述的示例具有各种配置,但是在理解本技术的公开内容之后显而易见的,其他配置是可能的。
42.在本技术中,包含在马库什型表达式中的短语“其组合”表示从马库什型表达式中所述组分组成的组中选择的一种或多种混合物或组合,即:表示包含从所述组分组成的组中选择的一种或多种组分。
43.在本发明申请中,为了便于描述,任意地示出了附图中所示的尺寸和角度,并且不必通过限于附图来进行分析。
44.碳化硅晶片的制造方法
45.为了实现上述目标,根据本发明实施方式的制造碳化硅晶片的方法包括:弯曲测量步骤,测量在碳化硅锭100的一个表面中具有最大弯曲度的第一边缘21,所述碳化硅锭100具有一个表面120、另一个表面110和连接所述一个表面和所述另一个表面的侧面;切割开始步骤,通过线锯15在第二边缘22处沿着平行于所述一个表面或者相对于所述一个表面以预定偏角的方向开始切割,所述第二边缘22沿着所述一个表面的边缘与所述第一边缘21具有距离r
×
a,在所述切割开始步骤中,切割速度降低至第一切割速度;切割进行步骤,其中第一切割速度在约
±
5%的变化范围内基本上恒定;以及完成步骤,其中增加所述第一切割速度并且完成碳化硅锭的切割。所述线锯的供给量(m/min)在切割开始步骤中达到第一供应量,随后在所述完成步骤之前在
±
5%的变化范围内基本上恒定。r是所述一个表面的半径,以及a可以是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。
46.在根据本发明实施方式的制造碳化硅晶片的方法中,所述弯曲测量步骤是如下步骤:制备具有一个表面120、另一表面110和连接所述一个表面和所述另一个表面的侧面的碳化硅锭100,以及测量在碳化硅锭的一个表面中具有最大弯曲度的第一边缘21。
47.在弯曲测量步骤中,通过使用高度计(mitutoyo公司的id-h0560型号)测量第一边缘21相对于所述一个表面120的中心点的最高高度,可以完成测量碳化硅锭100的所述一个表面120的弯曲度的工艺步骤。
48.弯曲测量步骤中的碳化硅锭100可以是如下碳化硅锭:该碳化硅锭通过原料升华和再结晶来生长到原料和籽晶隔开放置的容器内的籽晶上。如图2所示的,碳化硅锭可以包括主体部分121和主体中的远端部分111,并且远端部分111的表面可以具有弯曲形状。
49.在弯曲测量步骤中,碳化硅锭100的一个表面120可以是在通过升华和再结晶来形
成碳化硅锭后从籽晶切割的表面,并且该表面可以具有圆形形状,尤其是在一些边缘具有平坦区域的圆形。此外,如果所述一个表面不是圆形,则可以通过从所述一个表面的弯曲边缘获取三个或更多个任意点的x和y坐标,并且形成一个包含这些点的圆,将其视为一个圆。
50.在弯曲测量步骤中,碳化硅锭100的一个表面120可以是硅原子层暴露在其上的硅表面。
51.通过弯曲测量步骤,确定碳化硅锭100的所述一个表面120的弯曲程度,以便其可以作为后续步骤的切割中的标准。
52.在弯曲测量步骤中,碳化硅锭100的直径可以为2英寸到12英寸,也可以为4英寸到10英寸。
53.碳化硅制造方法可以包括:在弯曲测量步骤之前或之后,将连接碳化硅锭100的所述一个表面120和另一个表面110的侧面网格化,使其具有圆柱形以将其重塑为圆柱形的步骤,或者在将侧面重塑为圆柱形后在侧面的一部分中形成平坦区域的步骤。
54.在根据本发明实施方式的碳化硅晶片制造方法中,所述切割开始步骤包括以下步骤:指定第二边缘22,所述第二边缘22沿一个表面120的边缘与在弯曲测量步骤中测量的碳化硅锭100的第一边缘21之间的距离为r
×
a;通过线锯在平行于一个表面或相对于一个表面具有预定的偏离角的方向上在第二边缘开始切割;以及将切割速度从初始切割速度降低至第一切割速度。
55.切割开始步骤中第二边缘22的指定允许改善通过切割硅晶片100制造的晶片的平整度等特性。
56.切割开始步骤中第二边缘22的指定可以在将碳化硅锭100的一个表面视为圆形的情况下进行。
57.在切割开始步骤的r
×
a中,r是碳化硅锭100的所述一个表面120的半径,a可以是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。此外,a可以是由连接第一边缘21和第二边缘22的弧形所形成的扇形的中心角和碳化硅锭的所述一个表面中的半径的无量纲弧度转化。通过将a设置在这样的范围内,可以允许通过切割碳化硅锭形成的晶片的中心凸脊(central groin)的平整度具有相对均匀的值,且几乎没有变化。
58.碳化硅锭100的表面120的半径单位与r
×
a的单位相同。
59.在切割开始步骤中,碳化硅锭100可以在所述一个表面上配备单独的保持架。
60.切割开始步骤的切割可以在平行于碳化硅锭100的所述一个表面120的方向上进行,或者在相对于所述一个表面具有2
°
至10
°
的偏离角的方向上进行。
61.如图5所示的,切割开始步骤的切割可以在朝向与碳化硅锭100的所述一个表面120的第二边缘22距离最远的所述一个表面的另一边缘的方向上进行,并且该方向可以穿过所述一个表面的中心。
62.执行切割开始步骤的切割,使得表示到所述另一表面110的边缘最短距离的任意线以及线锯15在碳化硅锭100的所述一个表面120的第二边缘22处彼此垂直接近。
63.在切割开始步骤中,当在碳化硅锭100接近线锯15时开始切割时,切割速度随时间从初始切割速度降低至第一切割速度。
64.切割开始步骤的初始切割速度可以为10mm/h至15mm/h或12mm/h至14mm/h。此后,随着切割的进行,切割速度可以逐渐达到第一切割速度。通过这样的切割速度,可以稳定地
切割碳化硅锭而不会造成重大损坏。
65.在切割开始步骤中切割速度达到第一切割速度的时间点可以是线锯15切割碳化硅锭100的直径的5%~15%或10%~15%的时间点。
66.切割开始步骤的第一切割速度可以为3mm/h至10mm/h或4mm/h至8mm/h。通过这样的切割速度,可以稳定地切割碳化硅锭而不会造成重大损坏。
67.切割开始阶段的线锯15可以包括金刚石,并且可以以这样的方式形成,即金刚石珠可以包括在钢丝线的外圆周表面上。金刚石珠可以是金刚石烧结体。
68.切割开始阶段的线锯15的第一供给量可以是0.5m/min至4m/min或者0.8m/min至3m/min。使用这样的供给量,可以稳定地切割碳化硅锭而不会造成重大损坏。
69.切割开始步骤中的线锯15可以在缠绕在多个导辊16中的一个导辊上时提供,并且可以在移动到另一个导辊后取出。
70.切割开始阶段的线锯15可以是沿着导辊16的轴向以预定间隔提供多个线锯的多线锯,相应地,当在后续步骤后完成切割时,可以制造多个晶片。在多线锯中,每个线锯之间的距离可以是100μm至900μm。
71.切割开始阶段的线锯15可以沿轴向以螺旋形状缠绕在至少两个或更多个导辊16上。例如,如图3所示的,导辊可以是多个导辊,包括位于同一平面上的两个导辊和布置在这两个导辊中心下方的一个导辊。
72.在切割开始步骤中,可以将浆料供应至开始切割碳化硅锭100的部分。
73.在根据本发明的实施方式的制造碳化硅晶片的方法中,切割进行步骤是当切割开始步骤中达到的第一切割速度在大约
±
5%的变化范围内基本上恒定时进行切割的步骤。
74.在切割进行步骤中,当切割速度基本上保持在第一切割速度时,可以将碳化硅锭100切割其直径的70%~95%,或尤其是70%~85%。
75.在切割进行步骤中,与切割开始步骤中一样,线锯15的供给量(m/min)可以保持为第一供给量。
76.在切割进行步骤中,还可以向切割开始步骤中发生切割的部分供应浆料。
77.在根据本发明实施方式的制造碳化硅晶片的方法中,切割完成步骤是在第一切割速度增加的同时完成碳化硅锭100的切割的步骤。
78.切割完成步骤的切割速度可以从第一切割速度增加到初始切割速度。
79.切割完成步骤可以在切割70%~95%碳化硅锭100的直径的时间点进行,或在切割70%~95%碳化硅锭的直径的时间点进行。
80.在切割完成步骤中,可以向切割开始步骤和切割进行步骤中发生切割的部分供应浆料。
81.通过完成切割完成步骤制造的碳化硅晶片的特性可以描述如下。
82.如上所述的,碳化硅晶片制造方法基于碳化硅锭的边缘的弯曲值开始切割,并适当控制线锯15的供给量和切割速度,以提供具有良好平整度特性的晶片。
83.在碳化硅晶片制造方法中,当使用一个碳化硅锭制造25个晶片时,可以获得18个或更多个无缺陷碳化硅晶片,并且无缺陷晶片的产率可以为72%或更多、或99%或更少。
84.碳化硅晶片制造方法还可以包括在切割完成步骤之后使厚度平坦化的成形步骤。在成形步骤中使厚度平坦化的过程可以通过对晶片的两个表面进行砂轮磨削来进行。因
此,可以消除切割造成的损坏,并且具有均匀的厚度。用于磨削的砂轮表面可以嵌有金刚石颗粒。砂轮和碳化硅晶片可以反向旋转并相互粘附,砂轮的直径可以大于碳化硅晶片的直径。
85.加工步骤还可包括对晶片进行湿法蚀刻。
86.碳化硅晶片制造方法还可以包括成形步骤之后的化学机械抛光步骤。化学机械抛光可以通过在旋转抛光垫上施加研磨粒浆料和碳化硅晶片来进行,并且此时可在预定压力下进行接触。
87.碳化硅晶片10
88.根据本发明实施方式的碳化硅晶片10包括一个表面11和另一个表面12,其中,在所述一个表面的中心向外方向上占据95%半径的中心区域的平整度的标准偏差可以是10μm或者更少。
89.可以通过测量碳化硅晶片10的所述一个表面11的中心区域中的10个任意区域的平整度值并计算其标准偏差来获得平整度的标准偏差。
90.在碳化硅晶片10中,所述一个表面11的中心区域的平整度的标准偏差可以为10μm或更小、5μm至10μm或5μm至7μm。
91.在碳化硅晶片10中,所述一个表面11的平均平整度可以为250μm或更小、或200μm或更小。在碳化硅晶片中,所述一个表面的平均平整度可以是30μm或更大。
92.在碳化硅晶片10中,所述一个表面11的中心区域的平均平整度可以为10μm或更小、或5μm或更大。
93.由于碳化硅晶片10具有这样的平整度特性,所以经过后续抛光处理的碳化硅晶片可以表现出更好的平整度特性,并且可以预期所制造设备中的电气特性和成品率的改进。
94.碳化硅晶片10可以是在从碳化硅锭切割后立即形成的晶片,或者可以是在上述厚度平坦化处理之前的晶片。
95.碳化硅晶片10可以具有圆顶形状,其中,中心区域相对于边缘是凸起的,并且所述中心区域的平整度可以高于边缘区域的平整度。
96.碳化硅晶片10在经历上述厚度平坦化步骤后,可以具有45μm至80μm或50μm至75μm的平整度。
97.在经历上述化学机械抛光步骤后,碳化硅晶片10可以具有15μm至55μm或20μm至45μm的平整度。
98.平整度可以通过以下实验示例中所述的方法进行测量。
99.碳化硅晶片10可以包括4h-碳化硅结构。
100.如图1所示的,碳化硅晶片10可以包括si表面和c表面,所述si表面是其上暴露出硅原子层的一个表面11,所述c表面是其上暴露出碳原子层的另一个表面12。
101.在碳化硅锭中,排列碳原子的层与排列硅原子的层之间的结合力比其他部分的结合力弱,因此容易沿平行于特定平面的方向切割。所以,在切割碳化硅锭时,很容易在平行于作为碳原子层和硅原子层之间的边界的特定平面的方向切割,碳原子层和硅层可以暴露于切割表面。这即使在抛光后也是一样的,因此,在碳化硅晶片中,所述一个表面可以是其上暴露出硅原子层的所谓si表面,而另一表面可以是其上暴露碳原子层的所谓c表面。碳化硅晶片10的厚度可以是100μm至900μm,这取决于制造碳化硅晶片的方法中的多线锯15之间
的间距,并且如果它是可以应用于半导体设备的合适厚度,在此不作限制。
102.用于制造碳化硅晶片的系统
103.根据本发明实施方式的用于制造碳化硅晶片的系统,包括:弯曲测量单元1100,用于测量在碳化硅锭100的一个表面上具有最大弯曲度的第一边缘21,该碳化硅锭100具有一个表面120、另一个表面110和连接所述一个表面和所述另一表面的侧面;控制单元1200,指定第二边缘22,第二边缘22沿着所述一个表面的边缘与由弯曲测量单元测量的碳化硅锭的所述一个表面的第一边缘的距离为r
×
a;以及切割单元1300,用于在由控制单元指定的碳化硅锭的一个表面的第二边缘处通过线锯沿平行于所述一个表面或相对于所述一个表面以预定的偏角的方向来切割碳化硅锭,其中,所述控制单元控制碳化硅锭朝向所述切割单元的运动和所述线锯的量,其中,所述切割单元通过如下步骤来进行切割:切割开始步骤,其中切割单元的切割速度降低至第一切割速度;切割进行步骤,其中第一切割速度在约
±
5%的变化范围内基本上恒定;以及切割完成步骤,其中在提高第一切割速度的同时完成碳化硅锭的切割,其中切割单元的线锯的供给量在切割开始步骤中达到第一供给量,随后在切割完成步骤之前在约
±
5%的变化范围内基本上恒定,其中r是所述一个表面的半径,a可以是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。
104.图4中示意性地示出了用于制造碳化硅晶片的系统的示例。
105.弯曲量测单元1100可以通过高度测量仪(mitutoyo公司的id-h0560型号)测量第一边缘21相对于碳化硅锭100的一个表面120的横截面中的所述一个表面120的中心点的最高高度的弯曲度,从而可以测量所述一个表面的边缘中具有最大弯曲度的第一边缘21。
106.由弯曲测量单元1100测量的碳化硅锭100可以与制造碳化硅晶片方法中的上述碳化硅锭相同。
107.用于制造碳化硅晶片的系统可以包括用于将碳化硅锭100移向切割单元的装置。
108.用于制造碳化硅晶片的系统可以包括在碳化硅锭100的一侧上的单独支架。
109.控制单元1200可以指定第二边缘22,该第二边缘22沿着所述一个表面的边缘与由弯曲测量单元1200测量的碳化硅锭100的所述一个表面120的第一边缘21之间具有r
×
a的距离。碳化硅锭的表面可以是在经过升华和再结晶而制造碳化硅锭之后从碳化硅锭切割的表面,该表面可以是圆形,也可以是边缘带有平坦区域的圆形。另外,当所述一个表面不是圆形时,控制单元可以通过获得所述一个表面的弯曲边缘中的三个或更多个任意点的x、y坐标并且形成包括这些点的圆来将其视作为圆。
110.r是碳化硅锭100的所述一个表面120的半径,并且a可以是i)1.4弧度至1.75弧度或ii)2.96弧度至3.32弧度。另外,a可以是连接第一边缘21和第二边缘22的弧形所形成的扇形的中心角与碳化硅锭的一个表面中的半径的无量纲弧度转化。通过将a设定为这样的范围,可以在切割碳化硅锭时使制造的晶片的中心附近的平整度的偏差小,能够得到比较均匀的平整度值。
111.控制单元1200指定碳化硅锭100的所述一个表面120的第二边缘22,以确定最佳切割起点,从而允许切割单元1300有效地切割。
112.切割单元1300在由控制单元1200所指定的碳化硅锭100的所述一个表面120的第二边缘22处沿平行于所述一个表面的方向或沿与所述一个平面具有预定偏角的方向通过线锯15进行切割。预定的偏角可以是2
°
到10
°
。
113.切割单元1300的线锯15可以沿轴向以螺旋形状缠绕在至少两个导辊16上。示例性地,如图3所示的,导辊可以是多个导辊,包括在同一平面上的两个导辊和设置在两个导辊中心下方的一个导辊。
114.切割单元1300的线锯15可以包括金刚石并且可以形成为使得金刚石珠可以包括在钢线的外圆周表面上。金刚石珠可以是金刚石烧结体。
115.当切割从碳化硅锭100的所述一个表面120的第二边缘22开始时,切割单元1300可以在朝向所述一个表面的最远边缘的方向上进行切割。
116.当切割在碳化硅锭100的一个表面120的第二边缘22处开始时,切割部分1300可以切割成使得朝向另一表面110的边缘的任意线和线锯15相互垂直地接近。
117.切割单元1300执行切割使得当在碳化硅锭100接近线锯15的同时切割开始时,切割速度可以随时间从初始切割速度降低以达到第一切割速度,然后在碳化硅锭切割到一定水平以上时,可以再次增加至初始切割速度。
118.切割单元1300的初始切割速度可以是10mm/h至15mm/h,以及12mm/h至14mm/h。此后,随着切割的进行,切割速度可以逐渐达到第一切割速度。使用这样的切割速度下,可以稳定地切割碳化硅锭而不会造成明显的损坏。
119.切割单元1300达到第一切割速度的时间点可以是线锯15将碳化硅锭100切割至其直径的5%~15%以及切割其直径的10%~15%的时间点。然后,切割速度开始增加的时间点可以是线锯15将碳化硅锭100切割至其直径的70%~95%以及切割至其直径的70%~85%的时间点。
120.切割单元1300的第一切割速度可以是3mm/h至10mm/h,以及4mm/h至8mm/h。使用这样的切割速度下,可以稳定地切割碳化硅锭而不会造成明显的损坏。
121.切割单元1300的线锯15的第一供给量可以是0.5m/min至4m/min,以及0.8m/min至3m/min。使用这样的供给量,能够稳定地切断碳化硅锭而不会产生明显的损伤。
122.切割单元1300的线锯15缠绕在多个导辊16中的一个导辊上,然后被供给,然后移动到另一个导辊上进行缠绕,然后取出。
123.切割单元1300的线锯15可以是沿着导辊16的轴向以预定间隔设置多个线锯的多线锯,当通过切割单元完成切割时,可以制造多个晶片。在多线锯中,每条线锯之间的间距可以为100μm至900μm。
124.用于制造碳化硅晶片的系统还可以包括浆料供应单元,用于在切割单元1300切割时供应浆料。
125.在碳化硅晶片制造系统中,当由一个碳化硅锭制造25个晶片时,可以获得18个或更多个无缺陷的碳化硅晶片,并且无缺陷产率可达72%或更高。
126.在下文中,将使用具体的实施例更详细地描述本发明。以下实施例是帮助理解本发明的实施例,但本发明的保护范围不限于这些实施例。
127.实施例1-碳化硅晶片的制造
128.在其中原料和碳化硅晶种彼此间隔开放置的反应器中制备了通过升华-再结晶方法所制备的4h碳化硅锭100,并且通过高度计(mitutoyo公司的id-h0560型号)测量碳化硅锭100的所述一个表面120的弯曲值,所述一个表面120是从晶种切割下来的表面。
129.基于所述一个表面的弯曲值,所述一个表面的边缘中具有最高弯曲值的部分被指
定为第一边缘21,并且指定沿碳化硅锭的所述一个表面的边缘与第一边缘之间的距离为r
×
a的第二边缘22。在这种情况下,r是所述一个表面的半径,并且a是1.57弧度。
130.在所述一个表面的指定第二边缘22中,在与表示朝向另一表面的一个边缘最短距离的任意线垂直的方向上布置包括金刚石珠的多线锯。通过缠绕多个导辊缠绕来制备线锯。所述线锯的供给量为1.5~3m/min,并且初始切割速度为12~14mm/h,一边添加浆料一边开始切割。此时,如图5所示的,设定切割方向以从第二边缘至所述一个表面的远侧边缘开始,同时通过所述一个表面的中心,并且偏角为4
°
。当碳化硅锭被切割至所述锭的直径的10%~15%时,切割速度达到4~6mm/h的第一切割速度。之后,当将碳化硅锭切割至碳化硅锭的直径的80%~90%时,提高切割速度以完成切割,从而制造碳化硅晶片。此时,对沿从所述一个表面到另一个表面的方向排列的每个晶片依次分配诸如#1之类的编号。
131.实施例2-碳化硅晶片的制造
132.在与实施例1相同的条件下制造碳化硅晶片,除了在实施例2的条件下a变为3.14弧度。
133.比较例1-碳化硅晶片的制造
134.在实施例1中,a变为0.7弧度,增加线锯的供给量,直到碳化硅锭被切割成初始直径的一半,最大值为3m/min,此后降低。切割速度在从4mm/h至6mm/h的所有阶段都相同,其他条件与实施例1中的条件相同。在这些条件下制造碳化硅晶片。
135.比较例2-碳化硅晶片的制造
136.在与比较例1相同的条件下制造碳化硅晶片,除了在比较例2的条件下a变为0弧度。
137.实验实施例-关于碳化硅锭切割位置的晶片的平整度的比较
138.通过corning tropel flatmaster 200型号仪器测量了实施例和比较例所制造的晶片的中心区域的平整度和占半径95%的中心区域的平整度,并且这些显示在图6、图7和表1中。
139.[表.1]
[0140]
[0141]
r:碳化硅锭的半径
[0142]
参见图7,在实施例1的情况下,可以看出#3或更高编号的晶片表现出相对均匀的平整度图案,并且中心区域平整度的标准偏差为5μm至10μm。在实施例2的情况下,可以看出#2或更高编号的晶片表现出相对均匀的平整度图案,并且中心区域平整度的标准偏差为5μm至7μm。
[0143]
参见图6和图7,在比较例1和2中,可以看出:在比较例1中,有些晶片在切割过程中被损坏,在比较例1和2中,非损伤的晶片的数量显着减少。
[0144]
虽然已经结合目前被认为是实际示例性实施例描述了本发明,但是应当理解的是,本发明不限于所公开的实施方式,相反地,旨在涵盖包含在所附权利要求书的精神和范围内的各种修改和等效设置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。