1.本发明涉及根据专利权利要求1的触头装置和根据专利权利要求11的用于制造触头装置的方法。
背景技术:
2.美国专利2020/0176917a1公开了一种触头装置,该触头装置具有触头壳体和触头元件,其中触头元件布置在触头壳体中并且具有闩锁弹簧。闩锁弹簧接合到触头壳体的闩锁接收部中。
技术实现要素:
3.本发明的目的是提供一种改进的触头装置和一种改进的制造这种触头装置的方法。
4.该目的通过根据专利权利要求1的触头装置和根据专利权利要求11的用于制造触头装置的方法来实现。从属权利要求中规定了有利的实施例。
5.已经认识到,优选用于传输数据信号的改进的触头装置可以通过具有触头壳体和触头元件的触头装置来提供,其中触头壳体具有触头接收部和在触头接收部中敞开的闩锁接收部。触头元件具有触头主体和闩锁弹簧,闩锁弹簧在固定端连接到触头主体并沿着弹簧轴线延伸。触头主体布置在触头接收部中并且沿着纵向方向延伸。触头主体被配置为与配合触头装置的配合触头接触。闩锁弹簧至少部分地接合到闩锁接收部中,并且在自由端具有止动面。闩锁弹簧还具有压印部分,其中所述压印部分布置在距闩锁弹簧的止动面预定的第一距离处。触头元件在纵向方向上的位移至少部分地被抵靠闩锁接收部的第一接收部侧面的止动面阻挡。
6.这种改进的优点在于,由于压印部分,闩锁弹簧在自由端的区域中特别硬,并且防止闩锁弹簧在自由端处朝向触头主体向内弯曲。
7.在另一实施例中,闩锁弹簧在压印部分和固定端之间具有第一弹簧部分。第一弹簧部分沿着弹簧轴线具有恒定的第一材料厚度。闩锁弹簧在压印部分处具有第二材料厚度,该第二材料厚度相对于第一弹簧部分中的第一材料厚度减小。这种改进的优点是可以省去闩锁弹簧上的凸起,从而闩锁弹簧特别紧凑和扁平。
8.在另一实施例中,第二材料厚度介于第一材料厚度的10%和98%之间,包括10%和98%。第二材料厚度有利地在第一材料厚度的50%和98%之间,包括50%和98%。该范围内的第二材料厚度尤其适合于首先加强自由端区域中的闩锁弹簧,其次免除由于第二材料厚度导致的闩锁弹簧的过度弱化。
9.在另一实施例中,闩锁弹簧在沿着弹簧轴线的第一方向上具有最大总范围,其中在第一方向上在压印部分和止动面之间的预定第一距离是闩锁弹簧的最大总范围的1%至50%,优选1%至30%,特别是1%至15%,有利地是3%至50%,优选3%至30%,特别是3%至15%,所述范围包括端点。
10.这种改进的优点在于,压印部分不直接邻接止动面,因此用于支撑止动面的足够材料布置在面向固定端的一侧的后部上。因此,当力被引入闩锁弹簧时,可以防止在力方面不利的止动面上的负载。
11.在另一实施例中,止动面在相对于纵向方向倾斜的第二方向上在闩锁弹簧的外边缘和闩锁弹簧的内边缘之间延伸。外边缘布置在闩锁弹簧的自由端的背离触头主体的一侧上,内边缘布置在闩锁弹簧的自由端的面向触头主体的一侧上。面向自由端的第一接收部侧面和止动面彼此平行地取向。这种改进的优点在于,当止动面抵靠第一接收部侧面时,确保了力的有效引入。
12.在另一实施例中,止动面在相对于纵向方向倾斜的第二方向上在闩锁弹簧的外边缘和闩锁弹簧的内边缘之间延伸。外边缘布置在自由端的背离触头主体的一侧上,内边缘布置在闩锁弹簧的自由端的面向触头主体的一侧上。外边缘和面向自由端的第一接收部侧面之间的第二距离小于内边缘和第一接收部侧面之间的第三距离。这种改进的优点在于,当力被引入到闩锁弹簧中时,闩锁弹簧被倾斜布置的止动面推离触头主体,因此,可以防止触头壳体在闩锁接收部的第一接收部侧面处断裂,或者,触头壳体仅在显著增加的力的作用下断裂。
13.在另一实施例中,止动面通过冲压工艺制造。止动面具有切割部分和断裂部分,其中切割部分邻接外边缘并且在第二方向上朝向触头主体延伸。断裂部分在第二方向上在内边缘和切割部分之间延伸。在切割部分中,闩锁弹簧的金属片材料从外边缘沿第二方向被切割到内边缘,并且在断裂部分中,闩锁弹簧的金属片材料朝向内边缘断裂。这种改进的优点在于,外边缘以特别限定的方式形成,因此当力被引入闩锁弹簧时,外边缘特别容易被推入第一接收部侧面。这确保了阻止止动面在第二方向上在触头主体的方向上不期望地向内滑动。因为内边缘邻接由于冲压而导致的断裂部分,因此不如外边缘锋利,可以防止闩锁弹簧在第一接收部侧面上滑动,特别是如果内边缘作为唯一的边缘抵靠在第一接收部侧面上。
14.在另一实施例中,闩锁弹簧具有布置在背离触头主体的一侧上的外侧和布置在面对触头主体的一侧上的内侧。压印部分被压印到外侧中。内侧优选为平面形式。这种改进的优点在于,外边缘特别锋利,并且由于沿着弹簧轴线的平面的内侧,确保了压印部分处的材料厚度减小。
15.在另一实施例中,闩锁弹簧具有第一侧面和第二侧面,第二侧面在相对于纵向方向倾斜的第三方向上与第一侧面相对布置。第一侧面和第二侧面各自将外侧连接到内侧。压印部分在第一侧面和第二侧面之间的闩锁弹簧的最大横向范围的至少50%至98%上延伸。压印部分优选地在第一侧面和第二侧面之间连续地形成。压印部分优选地在第一侧面和第二侧面之间以分段方式形成。第一侧面和第二侧面之间的第一弹簧部分中的第一材料厚度优选在第三方向上是恒定的。这种改进的优点在于,闩锁弹簧特别扁平,并且需要特别小的闩锁弹簧安装空间。
16.在另一实施例中,闩锁弹簧为板状形式,并且弹簧轴线以在闩锁弹簧的横截面轮廓内延伸的方式布置。这种改进的优点在于,触头元件可以以特别节省成本的方式由简单的金属片材料制成。附加地或替代地,压印部分为槽状形式,至少部分具有三角形和/或部分圆形和/或半圆形轮廓。这种改进特别适合于以止动面相对于弹簧轴线倾斜的方式使闩
锁弹簧变形。
17.上述触头装置可以通过从薄壁材料,特别是金属片材料中切出,例如冲压出触头元件的坯件来制造。压印部分以闩锁弹簧的材料被朝向自由端的方向推动的方式形成在距闩锁弹簧的自由端预定的第一距离处。坯件被折叠以形成触头元件,其中提供了触头壳体。触头元件被推入触头接收部中,其中闩锁弹簧在触头元件相对于触头壳体的端部位置处接合到闩锁接收部中。
18.该方法的优点在于,止动面相对于弹簧轴线倾斜地取向,此外,闩锁弹簧在自由端的区域被加强。
19.使用冲头将压印部分从第一侧压印到坯件的闩锁弹簧中,其中坯件搁置在坯件的与第一侧相对的第二侧上的平面模具上,以便当压印部分压印在第一侧上时防止坯件从第二侧上凸出。这确保了在触头元件折叠后形成内侧的第二侧是平面形式。这进一步确保了当压印部分被压印到闩锁弹簧中时,材料可靠地不会被推向模具的方向,而是被推向止动面的方向,从而止动面的取向和构造可以通过这种方式的压印操作被特别精确地构造。
20.在另一实施例中,压印部分以压印部分和止动面之间的闩锁弹簧的金属片材料在外边缘的方向上被挤压的方式制成在闩锁弹簧中。因此,外边缘相对于内边缘沿着弹簧轴线移位。
21.在另一实施例中,当触头元件被弯曲时,闩锁弹簧的板状基本形状被维持,使得闩锁弹簧在弯曲操作之后具有矩形轮廓。这种改进是必要的,特别是对于触头元件的特别小的构造,因此特别适合于制造适合于数据传输的触头元件。
附图说明
22.下面将参照附图更详细地解释本发明,在附图中:
23.图1示出了根据第一实施例的触头装置的半纵向截面;
24.图2示出了图1所示的触头装置的细节a,在图1中标记为a;
25.图3示出了图1和2所示的闩锁弹簧的平面图,闩锁弹簧的观察方向为图2所示的方向b;
26.图4示出了图2所示的触头装置的截面图的放大细节c,在图2中标记为c;
27.图5示出了在力f的作用下的触头装置的如图2所示的截面图的放大细节c,在图2中标记为c;
28.图6示出了在第一方法步骤期间穿过闩锁弹簧的沿着图3所示的截面d-d的截面图;
29.图7示出了在第二方法步骤期间穿过图3所示的闩锁弹簧沿着图3所示的截面d-d的截面图;和
30.图8示出了根据第二实施例的触头装置的在图1中示出的细节a。
具体实施方式
31.在以下附图中参考了坐标系。坐标系有x轴(纵向方向)、y轴(横向方向)和z轴(竖直方向)。作为示例,坐标系被配置为右手系统,并且用于促进理解。
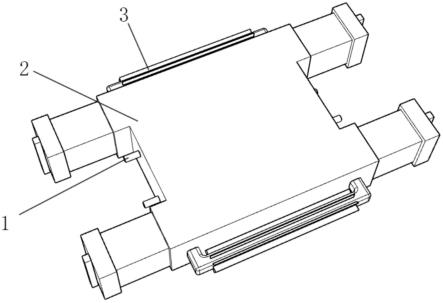
32.图1示出了根据第一实施例的触头装置10的半纵向截面。
33.触头装置10被配置用于例如传输数据信号。触头装置10例如具有触头壳体15和触头元件20。触头壳体15具有触头接收部25,触头接收部25在触头壳体15的第一开口79和第二开口84之间沿纵向方向延伸。举例来说,触头接收部25基本上在触头壳体15的整个长度上沿纵向方向延伸。触头壳体15还具有闩锁接收部30。
34.闩锁接收部30在竖直方向上延伸,并且通过图1中的示例布置在触头接收部25的上方。闩锁接收部30在触头接收部25中敞开。闩锁接收部30在x方向上由第一接收部侧面35和第二接收部侧面40限定,第二接收部侧面40与第一接收部侧面35在x方向上相对设置。第一接收部侧面35和第二接收部侧面40邻接触头接收部25。
35.触头元件20具有触头主体45和闩锁弹簧50。触头主体45在其主延伸方向上基本上在纵向方向上延伸。触头主体45可以具有例如配合触头接收部55(在图1中用虚线表示)或插入式触头(在图1中未示出)。配合触头接收部55用于例如接收配合触头装置57的配合触头56,以便在配合触头56和触头主体45之间建立电接触。举例来说,配合触头56可以经由第一开口79插入到触头元件20的配合触头接收部55中。
36.触头主体45还可以具有连接部分60,其中,作为示例,连接部分60相对于闩锁弹簧50在纵向方向上偏移布置。连接部分60用于将触头元件20电连接到数据电缆的电导体。例如,电导体可以被压接或焊接到连接部分60。
37.例如在x方向上背离连接部分60的一侧上和面对第一开口79的一侧上,在触头主体45上,闩锁弹簧50通过固定端65连接到触头主体45。闩锁弹簧50沿着弹簧轴线70延伸。弹簧轴线70相对于x轴或xy平面倾斜地布置。闩锁弹簧50从触头接收部25突出到闩锁接收部30中。闩锁弹簧50和闩锁接收部30可以在纵向方向上具有基本相同的范围。
38.在组装过程中,触头元件20经由第二开口84插入到触头接收部25中,直到优选地触头主体45的端部侧在第一开口79处停止并抵靠触头壳体15的突起144。
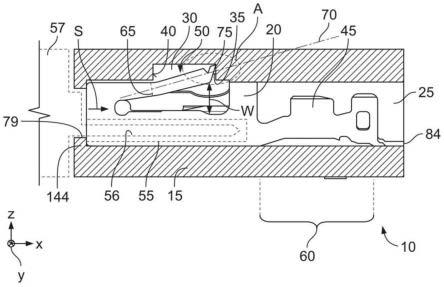
39.图2示出了图1所示的触头装置的细节a,细节a在图1中标记。
40.闩锁弹簧50在触头元件20在触头壳体15中的端部位置突出到闩锁接收部30中。闩锁弹簧50从固定端65沿着弹簧轴线70基本上以直线延伸。闩锁弹簧50例如是板状的。闩锁弹簧50终止于自由端75,该自由端75在纵向方向上与固定端65相对。闩锁弹簧50在背离触头主体45的一侧上具有外侧80,在面对触头主体45的一侧上具有内侧85。外侧80基本上是平面形式。类似地,内侧85基本上是平面形式。闩锁弹簧50在自由端75处具有止动面90。止动面90将外侧80连接到内侧85。在这种情况下,止动面90在外边缘95处在竖直方向上邻接外侧80。止动面90在内边缘100处邻接内侧85。止动面90优选地完全在相对于弹簧轴线70倾斜的平面内延伸。
41.闩锁弹簧50还在外侧80上具有压印部分105。压印部分105布置在距止动面90,特别是距外边缘95的预定第一距离a处。
42.压印部分105是槽状形式,并且基本上横向于弹簧轴线70沿其主延伸方向延伸,因此基本上沿y方向延伸。举例来说,压印部分105在半纵向截面中具有三角形轮廓。压印部分105的不同轮廓也是可能的。
43.压印部分105沿着弹簧轴线70将闩锁弹簧50分成第一弹簧部分110和第二弹簧部分115。第一弹簧部分110沿着弹簧轴线70在固定端65和压印部分105之间延伸。第二弹簧部分115沿着弹簧轴线70在止动面90和压印部分105之间延伸。在第一弹簧部分110中,闩锁弹
簧50在内侧85和外侧80之间基本上具有第一材料厚度d1。第一材料厚度d1在第一弹簧部分110上基本恒定。
44.内侧85和压印部分105之间的第二最小材料厚度d2相对于第一材料厚度d1减小。特别地,第二最小材料厚度d2是第一材料厚度d1的10%至98%。从压印部分105朝向止动面90的第三材料厚度d3可以在第二弹簧部分115中减小。
45.闩锁弹簧50在固定端65和外边缘95之间沿着弹簧轴线70具有最大总范围l。当在平行于弹簧轴线70的方向上,在压印部分105和止动面90之间,特别是在压印部分105和外边缘95之间的预定第一距离a在闩锁弹簧50的最大总范围l的1%和50%之间,优选1%和30%之间,特别是1%和15%之间,有利地是3%至50%,优选3%至30%,特别是3%至15%之间时,这是特别有利的。
46.在该实施例中,在触头元件20安装在触头壳体15中的状态下,止动面90相对于第一接收部侧面35倾斜地布置。此处,作为示例,固定端65布置在闩锁弹簧50的面向第二接收部侧面40的纵向侧上。止动面90例如相对于弹簧轴线70倾斜地取向,使得外边缘95和第一接收部侧面35之间的纵向第二距离ba显著小于内边缘100和第一接收部侧面35延伸的平面之间的纵向第三距离bi。
47.触头元件20经由第二开口84在纵向方向上的撤回或移除被止挡抵靠第一接收部侧面35的止动面90阻止。在这种情况下,外边缘95首先与第一接收部侧面35物理接触。
48.图3示出了闩锁弹簧50的平面图,闩锁弹簧50的观察方向为图2所示的方向b。
49.闩锁弹簧50基本上是板状形式,并且在平面图中具有基本上矩形的构造。闩锁弹簧50具有第一侧面120和第二侧面125,第二侧面125在横向方向(y方向)上与第一侧面120相对布置。第一侧面120和第二侧面125各自沿着弹簧轴线70延伸。在这种情况下,第一侧面120和第二侧面125可以相对于弹簧轴线70平行地取向。第一侧面120和第二侧面125各自将闩锁弹簧50的外侧80连接到内侧85。在闩锁弹簧50的自由端75处,第一侧面120和第二侧面125各自侧向地对接止动面90。
50.闩锁弹簧50在横向方向上具有第一最大横向范围q1。当压印部分105具有至少一个最大第二横向范围q2时尤其有利,该最大第二横向范围q2是第一最大横向范围q1的至少15%至98%。压印部分105也可以在外侧80上在第一侧面120和第二侧面125之间的外侧80的整个横向方向上连续延伸(如图3中虚线所示)。压印部分105也可以在外侧80上以分段的方式在横向方向上在第一侧面120和第二侧面125之间的外侧80上延伸,使得压印部分105由多个部分形成,这些部分在y方向上间隔开并且彼此相邻地布置。
51.图4示出了图2所示的触头装置10的截面图的放大细节c,放大细节c在图2中标记。
52.触头元件20可以通过冲压工艺由平面坯件140制成。在冲压过程中,止动面90从坯件140中冲压出来。止动面90的切割方向例如从外侧80朝向内侧85延伸。其结果是,在冲压操作期间,止动面90具有切割部分130和断裂部分135。切割部分130直接邻接外边缘95,因此在竖直方向上邻接外侧80。断裂部分135布置在止动面90的面向触头主体45的一侧上,并且在内边缘100和切割部分130之间在竖直方向上延伸。与切割部分130相比,断裂部分135的特征在于闩锁弹簧50的金属片材料150在冲压过程中断裂,因此与切割部分130有显著的不同,在切割部分130中闩锁弹簧50的金属片材料150被切割,并且在止动面90上可以识别对应的切割痕迹。由于其切割结构,切割部分130具有比断裂部分135低得多的粗糙度,因此
其几何形状被特别好地限定。由于切割部分130,外边缘95比内边缘100更锋利。
53.图5示出了在力f的作用下的触头装置10的如图2所示的截面图的放大细节c,放大细节c在图2中标记。下面将一起参考图1至图5。
54.触头元件20在圆周方向上被保持在触头壳体15中。在与插入方向s相反的纵向方向上,触头元件20的端部侧在触头壳体15的第一开口79处与突起144相遇。
55.在相对于x轴平行延伸的插入方向s上,配合触头56例如以力f插入配合触头接收部55中。作为替代,力f可以通过拉动数据电缆而被引入到触头元件20中。例如,力f基本平行于x轴(参见图1)并且从第一开口79指向第二开口84。作用在触头元件20上的力f在止动面90和触头壳体15的相关联的第一接收部侧面35上被支撑,并被引入触头壳体15中。因此,触头元件20在触头接收部25中的位置基本上被固定。
56.当力f被引入闩锁弹簧50时,在力引入操作开始时,外端95处的止动面90抵靠第一接收部侧面35(参见图4)。内边缘100布置在离第一接收部侧面35一定距离处。
57.随着力f的增加,外边缘95被压入第一接收部面35。在该过程中,外边缘95切入触头壳体15在第一接收部侧面35上的材料中(参见图5)。相对于x轴和力f倾斜取向的止动面90产生最终的支撑力fz,该支撑力fz作用在z方向上并指向远离触头主体45的方向。支撑力fz具有这样的效果,即,在切割部分130处,止动面90远离触头主体45穿入触头壳体15的金属片材料150,并且内边缘100和触头主体45之间的第四最小距离w随着进入触头壳体15的金属片材料150的穿入增加而增加(参见图1和5)。由于首先在外边缘95处和在第一接收部侧面35上向外滑动的止动面90的物理接触,闩锁弹簧50在z方向上与触头壳体15在第一接收部侧面35上具有特别大的重叠,使得结果由闩锁弹簧50支撑的力f特别大。这里,重叠被理解为意味着随着闩锁弹簧50和第一接收部侧面35在x方向上投影到例如配置为yz平面的投影平面中,闩锁弹簧50(特别是止动面90)与第一接收部侧面35在投影平面中重叠。
58.此外,防止了止动面90在第一接收部侧面35上滑动。此外,因此,能够在第一接收部侧面35上被支撑的最大可能力f特别高。
59.此外,压印部分105在止动面90处加强闩锁弹簧50,使得力f可以特别有效地被引入第一接收部侧面35,而在该过程中触头壳体15不会在第一接收部侧面35处断裂。
60.图6示出了在第一方法步骤期间穿过闩锁弹簧50、沿着图3所示的截面d-d的截面图,图7示出了在用于制造图1所示的触头元件20的第二方法步骤期间穿过图3所示的闩锁弹簧50、沿着图3所示的截面d-d的截面图。
61.在第一方法步骤中(参见图6),坯件140通过工具145由平面金属片材料例如薄壁金属片150冲压而成。在这种情况下,金属片材料150被切割成使得闩锁弹簧50的外侧80形成在第一侧上,该第一侧面向工具并且冲压工具首先与其物理接触并且首先穿透金属片材料150,并且内侧85布置在第二侧上,该第二侧背离工具145。
62.在冲压操作期间,工具145移动穿过金属片材料150,并且从金属片材料150分离出例如触头主体45和闩锁弹簧50的展开部分。在这样做时,工具145首先切割止动面90的切割部分130,然后,如冲压过程中的惯例,在工具145完全穿透金属片材料150之前,通过断裂或撕裂金属片材料150形成断裂部分135。
63.在第一方法步骤之后的第二方法步骤(参见图7)中,将切出的坯件140放置在模具155上。模具155在顶侧是平面形式。闩锁弹簧50的外侧80布置在面向冲头160的第一侧上。
坯件140通过第二侧支承在模具155上,该第二侧位于第一侧的对面并形成闩锁弹簧50的未来的内侧85。使用冲头160将压印部分105压印到闩锁弹簧50的外侧80中。当压印部分105被压印到闩锁弹簧50中时,闩锁弹簧50的金属片材料150沿纵向方向在止动面90的方向上被推动(在图7中通过沿纵向方向延伸的箭头示出),使得止动面90塑性变形并且倾斜偏离相对于弹簧轴线70基本上90
°
的倾斜度而成型。在该过程中,止动面90在背离模具155的第一侧上移位,特别是在切割部分130上在纵向方向上移位更远。因此,止动面90相对于弹簧轴线70倾斜。
64.在第二方法步骤之后的第三方法步骤中,坯件140以使得压印部分105被布置在闩锁弹簧50的面向触头主体45的外侧80上的方式被折叠。在这种情况下,闩锁弹簧50的折叠被省去,使得弹簧轴线70在闩锁弹簧50内延伸,特别是在横截面区域内,优选在横截面区域的中心。
65.图8示出了根据第二实施例的触头装置10的图1中示出的细节a。
66.触头装置10的形式与图1至7所示的触头装置10基本相同。下面将仅讨论图8所示的触头装置与图1至7所示的触头装置10的区别。
67.闩锁弹簧50附加地具有保持部分165。保持部分165侧向地邻接第一侧面120,并且是在xy平面中延伸的板状形式。保持部分165在纵向方向上突出超过止动面90。在这种情况下,保持部分165沿着弹簧轴线70在背离固定端65的方向上延伸。
68.在组装状态下,闩锁弹簧50通过止动面90接合到闩锁接收部30中,而保持部分165留在触头接收部25中。在这种情况下,保持部分165通过背离触头主体45的第三侧面170能够抵靠触头壳体15的内边缘175。内边缘175由第一接收部侧面35和触头接收部25之间的过渡形成。第三侧面170也可以抵靠触头壳体15的内侧。在这种情况下,第三侧面170和触头壳体15之间的接触防止闩锁弹簧50从触头主体45向外枢转太远,或者当其穿入触头壳体15的材料时被向外推得太远,因此避免了触头壳体15的过载。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。