1.本发明涉及一种电池单元及其制造方法。
背景技术:
2.与一次电池不同,诸如电池单元的二次电池可以充电和放电,因此二次电池可以应用于数码相机、手机、笔记本电脑、混合动力车辆等各种领域。作为二次电池可以例举出镍镉电池、镍金属氢化物电池、镍氢电池和锂二次电池。
3.这种二次电池通常通过堆叠正极(cathode)、隔膜(separator)和负极(anode)来形成。并且,通过考虑电池寿命、充电和放电容量、温度特性和稳定性等来选择它们的材料。
4.根据容纳电极组件的壳体的材料,二次电池分为袋型(pouch type)和罐型(can type)等。在袋型二次电池中,电极组件容纳在由形状不均匀的柔性聚合物材料制造的袋中。另外,在罐型二次电池中,电极组件容纳在由形状均匀的金属或塑料等材料制造的壳体中。
5.传统的袋型电池单元包括容纳电极组件的容纳部和通过接合袋而形成的密封部。因此,在容纳部的厚度形成为薄的情况下,密封部可以设置为从容纳部突出到外部。在如上所述密封部设置为从容纳部突出的情况下,在制造电池模块的过程中,密封部和其他组件之间会发生干扰。
6.因此,需要一种可以使所述干扰最小化的电池单元。
技术实现要素:
7.(一)要解决的技术问题
8.本发明的目的在于提供一种密封部不会突出到容纳部的外部的电池单元及其制造方法。
9.(二)技术方案
10.根据本发明的实施例的电池单元可以包括:容纳部,容纳电极组件;以及密封部,从所述容纳部的侧面向外部延伸,并且多次折叠并固定以包括在所述容纳部的厚度范围内,其中,所述密封部可以包括:折叠部,被设置为面对所述容纳部的侧面并且具有小于所述容纳部的厚度范围的宽度;以及连接部,连接所述折叠部的中心和所述容纳部,所述折叠部可以设置有至少一个通过将所述密封部折叠180
°
而形成的弯曲部。
11.在本实施例中,所述折叠部可以包括:第一弯曲部,通过将所述密封部折叠180
°
而形成;以及第二弯曲部,与所述第一弯曲部隔开设置,并且通过将所述密封部折叠180
°
而形成,所述第一弯曲部和所述第二弯曲部之间的距离可以限定所述折叠部的宽度。
12.在本实施例中,所述折叠部的宽度可以形成为比所述容纳部的厚度范围小2mm以上。
13.在本实施例中,所述连接部可以包括通过将所述密封部折叠90
°
而形成的第三弯曲部。
14.在本实施例中,所述折叠部可以包括形成在面对所述第三弯曲部的位置的第四弯曲部,所述第四弯曲部可以通过折叠所述折叠部来形成,以使所述折叠部靠近所述容纳部。
15.在本实施例中,所述容纳部的厚度范围可以形成为6mm~8mm的范围。
16.在本实施例中,所述密封部的宽度可以形成为在没有弯曲的平坦的状态下大于所述容纳部的厚度。
17.在本实施例中,所述折叠部可以包括:第一折叠部和第二折叠部,通过所述第一弯曲部划分;以及第三折叠部,通过所述第二弯曲部与所述第二折叠部区分开,所述第一折叠部可以被设置为至少一部分与所述第三折叠部接触。
18.另外,根据本发明的实施例的电池单元的制造方法可以包括以下步骤:接合第一壳体和第二壳体接触的边缘以形成密封部;将所述密封部折叠180
°
以形成第一弯曲部;将所述密封部折叠90
°
以形成第三弯曲部;以及将所述第一弯曲部和所述第三弯曲部之间折叠180
°
以形成第二弯曲部。
19.在本实施例中,在形成所述密封部的步骤之后可以进一步包括在形成所述第一弯曲部和所述第二弯曲部的位置形成弯曲槽的步骤。
20.在本实施例中,在形成所述第二弯曲部的步骤之后可以进一步包括通过高温加压装置对所述密封部加压的步骤。
21.(三)有益效果
22.根据本发明的实施例,尽管制造厚度薄的薄型电池单元,由于密封部设置在电池单元的厚度范围内,因此在制造电池模块时也可以防止电池单元之间的干扰。
附图说明
23.图1是示意性地示出根据本发明的实施例的袋型电池单元的立体图。
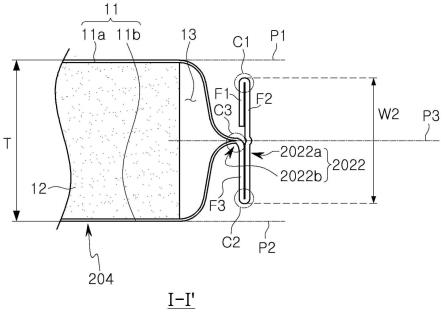
24.图2是沿图1的线i-i’截取的剖视图。
25.图3至图8是用于说明图2所示的电池单元的制造方法的图。
26.图9至图13是用于说明根据本发明的另一实施例的电池单元的制造方法的图。
27.图14至图17是用于说明根据本发明的又一实施例的电池单元的制造方法的图。
28.附图标记说明
29.10:电池单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:壳体
30.12:电极组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15:电极引线
31.202:密封部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204:容纳部
具体实施方式
32.在详细说明本发明之前,以下说明的本说明书和权利要求书中使用的术语或词语不应被解释为仅限于通常的含义或词典上的含义,应基于发明人可以适当地定义术语的概念以通过最佳的方法说明本发明的原则,解释为符合本发明的技术思想的含义和概念。因此,本说明书中记载的实施例和附图中示出的构造仅仅是本发明的最优选的实施例,而并不代表本发明的所有技术思想,因此应理解为本技术可以包括可以替代这些实施例的各种等同物和变形例。
33.以下,参照附图详细说明本发明的优选实施例。此时,应注意附图中相同的附图标
记表示相同的组件。另外,省略了可能混淆本发明的主旨的公知功能和构造的详细说明。基于相同的理由,附图中的部分组件被放大、省略或示意性地示出,并且各组件的尺寸并不完全反映实际尺寸。
34.例如,在本说明书中上侧、上部、下侧、下部、侧面等表述是基于图示进行说明的,如果相应对象的方向发生变化,则可以会有不同的表述。
35.图1是示意性地示出根据本发明的实施例的袋型电池单元的立体图,图2是沿图1的线i-i’截取的剖视图。
36.参照图1和图2,根据本实施例的电池单元10可以包括电极组件12和容纳该电极组件12的壳体11。
37.根据本实施例的电池单元10是可充电和放电的二次电池单元,其可以包括锂离子(li-ion)电池或镍金属氢化物(ni-mh)电池。镍金属氢化物电池是使用镍作为正极,使用储氢合金作为负极,使用碱水溶液作为电解液的二次电池,其每单位体积的容量大,因此可以用作电动车辆(ev)或混合动力车辆(hev)等的能量源,而且可以用于储能用途等各种领域。
38.电池单元10可以具有袋型(pouched type)结构。
39.例如,壳体11可以通过对由铝制成的金属层表面进行绝缘处理来使用。绝缘处理可以是通过涂覆作为聚合物树脂的改性聚丙烯,例如流延聚丙烯(casted polypropylene,cpp)并形成热熔接层,并且在其外侧面形成诸如尼龙或聚对苯二甲酸乙二醇酯(pet)的树脂材料。
40.壳体11可以包括在内侧提供容纳空间13的容纳部204。电极组件12可以容纳在壳体11的内侧容纳空间13中。并且,电极引线15可以突出地设置在壳体11的外侧。
41.电极组件12可以与电解液一起容纳在壳体11的容纳部中。在将壳体11的第一壳体11b和第二壳体11a结合之后,通过接合第一壳体11b和第二壳体11a彼此接触的边缘来密封容纳空间13,从而可以完成容纳部204。接合边缘的方法可以使用热熔接方式,但不限于此。以下,将接合的边缘部位称为密封部202。
42.密封部202可以形成为从所述容纳部204向外部扩展的凸缘形状,因此密封部202可以沿容纳部204的外围设置。
43.在本实施例中,密封部202可以分为设置有电极引线15的第一密封部2021和未设置有电极引线15的第二密封部2022。因此,本实施例的第二密封部2022可以指所有本发明中未示出的各种类型的电池单元中设置的密封部中的未设置有电极引线15的密封部。
44.在本实施例中,壳体11可以通过成型(forming)一张外装材料来形成。更具体地,可以在一个外装材料中通过成型来形成一个或两个容纳空间13后折叠外装材料以使得容纳空间13形成一个空间,从而可以完成壳体11。
45.因此,本实施例的电池单元10无需在外装材料被折叠的侧面(图1的下部面)形成密封部202。因此,在本实施例中,密封部202可以仅设置在形成容纳部204的外围的四个侧面中的三个侧面,并且在容纳部204的外围中的任一侧面(图1的下部面)可以不设置密封部。
46.在本实施例中,电极引线15被设置成彼此朝向相反方向,因此两个电极引线15可以分别设置在形成在彼此不同侧面的密封部202。因此,密封部202可以包括设置有电极引线15的两个第一密封部2021和未设置有电极引线15的一个第二密封部2022。
47.由于密封部202需要牢固地密封容纳空间13,因此当密封部202的面积过窄时,难以确保接合可靠性。因此,密封部202需要形成为预定宽度以上。
48.如图3所示,本技术人通过实验确认了在密封部202未弯曲的平坦的状态下密封部202的宽度w1需要形成为6.5mm以上以确保最低限度的接合可靠性。因此,在本实施例中,密封部202的宽度w1可以形成为6.5mm以上。例如,密封部202的宽度w1可以形成为大于容纳部204的厚度范围t,当电池单元10的厚度为6.5mm以下时,密封部202的宽度可以形成为6.5mm以上。
49.密封部202的整个区域可以形成为接合区域,但不限于此,可以仅将密封部202的一部分区域形成为接合区域。在这种情况下,对于非接合区域的剩余区域,外装材料可以以折叠而非彼此接合的形式设置在容纳部204的外部。
50.另一方面,为了使密封部202在电池模块内所占的体积最小化,密封部202可以形成为至少折叠一次的形状。更具体地,根据本实施例的电池单元10可以被构造成密封部202中的未设置有电极引线15的第二密封部2022多次折叠。
51.第二密封部2022可以以减小电池单元10的面积的形式被折叠。另外,在多个电池单元10堆叠设置在电池模块内的情况下,第二密封部2022可以设置为在电池单元10的厚度范围t内,以防止与相邻设置的其他电池单元10之间的接触或干扰。
52.为此,本实施例的第二密封部2022可以至少弯曲一次180
°
并折叠成重叠状态,因此可以使第二密封部2022的宽度w1最小化。
53.另外,第二密封部2022可以至少弯曲一次90
°
以上并折叠。因此,第二密封部2022可以紧贴地设置在容纳部204。
54.为此,本实施例的第二密封部2022可以包括:折叠部2022a,平行于容纳部204的厚度方向设置,并且具有小于容纳部204的厚度范围t的宽度;以及连接部2022b,连接折叠部2022a和容纳部204。
55.折叠部2022a是通过稍后描述的第一弯曲部c1和第二弯曲部c2形成小于容纳部204的厚度范围t的宽度的部分,折叠部2022a被设置为面对容纳部204的侧面并且平行于容纳部204的厚度方向设置。
56.第一弯曲部c1和第二弯曲部c2可以分别设置在折叠部2022a的宽度方向的两侧。因此,折叠部2022a的宽度w2可以被限定为稍后描述的第一弯曲部c1和第二弯曲部c2之间的距离或稍后描述的第二折叠部f2的宽度。
57.连接部2022b是连接折叠部2022a和容纳部204的部分,所述连接部2022b可以包括稍后描述的第三弯曲部c3。连接部2022b可以将折叠部2022a的中心连接到容纳部204。更具体地,连接部2022b可以在折叠部2022a的宽度方向的中心被第三弯曲部c3弯曲90
°
以连接到容纳部204。
58.另一方面,在制造电池单元10的过程中,由于制造公差,折叠部2022a的宽度w2可能存在偏差。因此,如图2所示,根据本实施例的电池单元10的折叠部2022a的宽度w2可以小于容纳部204的厚度范围t。
59.更具体地,折叠部2022a可以被设置为从限定电池单元10的厚度范围t的两个平面p1、p2隔开预定距离。
60.在此,上述隔开距离可以基于折叠部2022a的厚度来限定。在本实施例中,第二密
封部2022的厚度可以是0.3mm~0.4mm,在将这种第二密封部2022折叠180
°
以形成折叠部2022a的情况下,折叠部2022a的厚度可以形成为约0.6mm~0.8mm。因此,考虑到接合部位翘起的情况,可以将折叠部2022a的最大厚度视为约1mm。
61.因此,在本实施例的电池单元10中,折叠部2022a的两侧可以从上述两个平面p1、p2分别隔开1mm以上,因此折叠部2022a的宽度w2可以被限定为比容纳部204的厚度范围t小2mm以上的范围。
62.本实施例的第二密封部2022可以包括第一弯曲部c1、第二弯曲部c2和第三弯曲部c3。另外,折叠部2022a可以包括通过第一弯曲部c1划分的第一折叠部f1和第二折叠部f2以及通过第二弯曲部c2划分的第二折叠部f2和第三折叠部f3。
63.第一弯曲部c1是第二密封部2022沿第一弯曲线l1折叠的部分,第二密封部2022可以在第一弯曲部c1弯曲180
°
并折叠。因此,第一弯曲部c1可以被折叠成第一折叠部f1和第二折叠部f2基于第一弯曲线l1重叠的形态。
64.第二弯曲部c2是第二密封部2022沿第二弯曲线l2折叠的部分,并且与第一弯曲部c1相同地,第二密封部2022可以在第二弯曲部c2弯曲180
°
并折叠。因此,第二弯曲部c2可以被折叠成第三折叠部f3和第二折叠部f2基于第二弯曲线l2重叠的形态。
65.第三弯曲部c3是第二密封部2022沿第三弯曲线l3折叠的部分,第二密封部2022可以弯曲90
°
并折叠。
66.因此,本实施例的第二密封部2022可以沿第一弯曲线l1和第二弯曲线l2分别折叠180
°
并且沿第三弯曲线l3折叠90
°
。因此,第二密封部2022弯曲的累积角度可以是将第一弯曲部c1的180
°
、第二弯曲部c2的180
°
和第三弯曲部c3的90
°
相加的450
°
。
67.基于完成密封部202的成型的图2,第一弯曲部c1和第二弯曲部c2可以设置在折叠部2022a中的彼此相反的方向上。另外,第三弯曲部c3可以位于第一弯曲部c1和第二弯曲部c2之间。
68.另外,本实施例的第二密封部2022可以被设置为被第一壳体11b和第二壳体11a接触的平面(以下称为第一基准面)p3分成两部分。因此,如图2所示,第二密封部2022的一部分设置在第一基准面p3的一侧(例如,上部),其余一部分可以设置在第一基准面p3的另一侧(例如,下部)。
69.当第一折叠部f1、第二折叠部f2、第三折叠部f3没有紧贴地设置时,电池单元在面方向上的体积会增加。因此,本实施例的电池单元10的密封部折叠180
°
以使得第一折叠部f1、第二折叠部f2、第三折叠部f3尽可能紧贴,从而可以使折叠部2022a的厚度最小化。
70.另一方面,在具有较厚厚度的传统电池单元中,由于电池单元的厚度t与折叠部的宽度相比足够厚,因此折叠部仅设置在第一基准面p3的两侧中的一侧。因此,折叠部设置在与电池单元的整个厚度范围t的一半对应的范围t/2内。然而,这种构造存在难以应用于电池单元的厚度(t)为8mm以下的薄型电池单元的问题。
71.根据本实施例,折叠部2022a的宽度w2需要形成为比电池单元10的厚度范围t小2mm以上的范围,因此,在电池单元10的厚度t为8mm的薄型电池单元10的情况下,折叠部2022a的宽度w2应限定在6mm以下。
72.因此,在第二密封部2022的宽度w1(图3)形成为6.5mm以上,并且如现有技术所示,折叠部仅设置在第一基准面p3的两侧中的任一侧的情况下,折叠部的总宽度形成为3mm以
上,从而会脱离容纳部204的厚度范围t。
73.这种问题在电池单元10的厚度t为6mm的情况下会更严重。因此,本实施例的电池单元10可以被构造成连接部2022b在折叠部2022a的中心连接到容纳部204。
74.接着,对根据本实施例的电池单元的制造方法进行说明。
75.图3至图8是用于说明图2所示的电池单元的制造方法的图,示出了厚度为8mm的电池单元10的制造方法。
76.首先,参照图3,在根据本实施例的电池单元的制造方法中,通过热熔接等方法接合第一壳体11b和第二壳体11a接触的边缘以形成密封部202。在该过程中,密封部202可以形成为平坦的形状,并且可以设置在上述的第一基准面p3上。
77.如上所述,在本实施例中,第二密封部2022可以形成为在没有弯曲的状态下具有6.5mm以上的宽度w1。
78.接着,可以形成弯曲槽g1、g2、g4以形成第一弯曲部c1、第二弯曲部c2和第三弯曲部c3。
79.基于图4所示的第二密封部2022,第三弯曲线l3可以设置在与容纳部204最靠近的位置,并且第一弯曲线l1可以设置在距容纳部204最远的位置。因此,第二弯曲线l2可以设置在第三弯曲线l3和第一弯曲线l1之间。
80.如图4所示,在根据本实施例的电池单元的制造方法中,可以通过加工第二密封部2022来在折叠第二密封部2022的位置形成弯曲槽g1、g2、g4。弯曲槽g1、g2、g4的加工可以使用冲压加工,但不限于此。可以设置弯曲槽g1、g2、g4以便容易弯曲第二密封部2022。因此,只要能够容易地弯曲第二密封部2022,弯曲槽g1、g2、g4的形状或结构不受限制。
81.在本实施例中,示出了对应于第一弯曲线l1和第二弯曲线l2形成第一弯曲槽g1和第二弯曲槽g2的示例,但是还可以根据需要在对应于第三弯曲线l3的位置进一步形成第三弯曲槽。
82.如图4所示,第二密封部2022可以通过第一弯曲槽g1和第二弯曲槽g2分为第一折叠部f1、第二折叠部f2和第三折叠部f3。
83.接着,如图5所示,首先,基于第一弯曲线l1,将第一折叠部f1弯曲180
°
以形成第一弯曲部c1。此时,可以沿第一弯曲槽g1弯曲第二密封部2022以使第二密封部2022的第一面彼此接合,从而形成第一弯曲部c1。
84.通过第一弯曲部c1与第二折叠部f2重叠的第一折叠部f1可以与第二弯曲线l2和第三弯曲线l3隔开预定距离。因此,第一折叠部f1不会影响以后形成第二弯曲部c2和第三弯曲部c3的过程。
85.接着,如图6所示,基于第三弯曲线l3,将第二密封部2022弯曲90
°
以形成第三弯曲部c3。第三弯曲部c3可以通过沿第二密封部2022的第二面靠近容纳部204的方向弯曲第二密封部2022来形成。
86.因此,第二密封部2022可以设置在与第一基准面p3正交的第二基准面p4上。在此,第二基准面p4可以表示沿电池单元10的厚度方向设置的平面。
87.接着,如图7所示,基于第二弯曲线l2,将第二密封部2022弯曲180
°
以形成第二弯曲部c2和折叠部2022a。在形成第二弯曲部c2时,折叠部2022a可以被设置为以被第一基准面p3分成两部分的形式面对容纳部204的侧面。
88.另一方面,如图8所示,根据本实施例的电池单元的制造方法可以进一步包括从外部对折叠部2022a加压以将折叠部2022a紧贴到容纳部204的步骤。
89.在图7所示的状态下完成密封部的弯曲工艺时,由于构成电池壳体的树脂层的随时间变化,会发生折叠部与第一基准面无法保持垂直而展开成钝角的现象。
90.为了防止这种现象,在本实施例的制造方法中可以进一步执行将折叠部2022a紧贴到容纳部204的步骤。
91.在该步骤中,高温加压装置90可以将折叠部2022a压向容纳部204侧的同时向折叠部2022a供应热。由此,折叠部2022a的宽度可以缩小,并且折叠部2022a的形状可以以尽可能地保持与容纳部204紧贴的状态。
92.另一方面,在该步骤中,折叠部2022a可以沿第四弯曲线l4进一步弯曲。在该步骤中,第四弯曲线l4可以沿第一基准面p3设置,因此,折叠部2022a可以沿第四弯曲线l4弯曲以使得其两侧部分靠近容纳部204设置。
93.为此,如图4所示,在形成弯曲槽g1、g2、g4的步骤中可以一起形成第四弯曲槽g4。
94.根据如上所述的本实施例的电池单元及其制造方法,即使制造厚度薄的薄型电池单元10,由于密封部202设置在电池单元10的厚度范围t内,因此在制造电池模块时也可以防止电池单元10之间的干扰。
95.图9至图13是用于说明根据本发明的另一实施例的电池单元的制造方法的图,示出了厚度为6mm的电池单元的制造方法。
96.本实施例的构造与上述实施例相似,不同之处仅在于进一步包括第五弯曲槽g5。因此,省略与上述的实施例相似的构造的详细说明。
97.第五弯曲槽g5可以形成在距容纳部204最远的位置。另外,第一弯曲槽g1和第五弯曲槽g5之间的隔开距离可以形成为与第一弯曲槽g1和第四弯曲槽g4之间的隔开距离相同。
98.因此,如图10所示,第五弯曲槽g5可以被设置为在形成第一弯曲部c1的过程中弯曲第二密封部2022时第五弯曲槽g5与第四弯曲槽g4重叠,因此,在通过高温加压装置90沿第四弯曲线l4弯曲折叠部2022a的图13的过程中,第一折叠部f1可以与第二折叠部f2一起弯曲。
99.为此,第五弯曲槽g5可以形成为沿与第四弯曲槽g4相反的方向凹陷。
100.另外,如图12所示,第一折叠部f1可以被设置为在形成第二弯曲部c2时第一折叠部f1的至少一部分与第三折叠部f3接触。因此,在本实施例中,折叠部2022a可以形成为沿第一基准面p3重叠三层的形式。然而,本发明的结构不限于此。
101.图14至图17是用于说明根据本发明的又一实施例的电池单元的制造方法的图。
102.本实施例的构造与上述的图2的实施例相似,不同之处在于不包括第一弯曲部c1。因此,省略与上述的实施例相同的构造的详细说明。
103.本实施例的折叠部2022a可以仅包括第二弯曲部c2。因此,如图16所示,本实施例的折叠部2022a可以仅由第二折叠部f2和第三折叠部f3构成,并且折叠部2022a的总宽度w2可以限定在第二折叠部f2的宽度。
104.与上述的实施例相同地,连接部2022b可以设置在折叠部2022a的中心以与容纳部204连接。
105.以上对本发明的实施例进行了详细说明,但是,本发明的权利范围并不限定于此,
在不脱离权利要求书中记载的本发明的技术思想的范围内,可以进行各种修改及变形,这对于本技术领域的普通技术人员来说是显而易见的。另外,各实施例可以通过彼此组合来实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
