1.本发明属于固废资源化利用技术领域,特别涉及一种水煤浆气化细渣全粒级回收利用工艺。
背景技术:
2.煤气化工程是现代煤化工产业的关键领域,近年来随着煤化工产业迅猛发展,煤制合成气产能日益提升,由此产生了大量的煤气化渣。据不完全统计,百万吨级规模的煤间接制油装置每年大约产生90万t灰渣,其中煤气化渣占95%、锅炉灰渣占5%。我国煤制油规模可达到3300万t/a,年生产气化渣约2700万吨,但其综合利用率只有20%。随着国家环保政策的推行,如何消除废渣污染,实现科学处置、变废为宝,成为煤气化工程及相关产业可持续发展需要成为目前研究的新热点。
3.目前气化细渣的分选的研究主要集中于浮选,对于重选或重选-浮选结合分选气化细渣的研究较少,而目前只采用浮选法分选气化细渣其浮选药剂用量普遍过大,且浮选指标并不理想,药剂成本较大,本发明提出分级-重选-浮选相结合,将气化细渣分为不同粒级进行分选,实现对气化细渣的高效、低成本分选脱碳。
技术实现要素:
4.为了克服以上技术问题,本发明的目的在于提供一种水煤浆气化细渣全粒级回收利用工艺,具有工艺流程简单、有效提高资源利用效率,不产生二次固体废物的特点。
5.为了实现上述目的,本发明采用的技术方案是:
6.一种水煤浆气化细渣全粒级回收利用工艺,包括以下步骤;
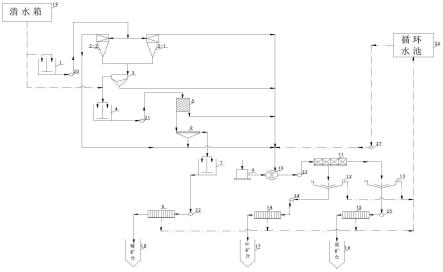
7.利用搅拌桶1将气化细渣与清水池来水y进行配浆得到产物a;将搅拌桶1中所得的浆态气化细渣由渣浆泵21输入至φ0.125mm分级旋流器2进行一次分级脱泥,得到粒度小于0.125mm的溢流b与粒度大于0.125mm的底流c;
8.φ0.125mm分级旋流器2分级后溢流b进入矿浆搅拌器10进行浮选预处理;φ0.125mm分级旋流器分级后的底流c进入φ0.125mm叠层筛3进行二次脱泥;
9.通过φ0.125mm叠层筛3二次脱泥可以得到大于0.125mm的筛上物料e与小于0.125mm的筛下物料d;
10.将大于0.125mm的叠层筛筛上物e给入搅拌桶4中与清水池来水z混合进行配浆,配浆完成后由渣浆泵21输送至螺旋分选机5进行分选,螺旋分选机5分选出精矿f和尾矿g;由于螺旋分选机分选出精矿含水量大,且仍然含有少部分细泥,因此将螺旋分选机精矿f给入固定振动筛6脱泥和预脱水,预脱水后获得固定筛上物h和固定筛筛下物i,固定筛筛下物料i给入矿浆搅拌器10,经过加药搅拌后,得到产物j,固定筛筛上物h给入精矿板框压滤机12进行进一步脱水,脱水后物料k作为精矿排出至精矿仓18,螺旋分选机5分选出的尾矿g给入矿浆预处理器10,进行浮选预处理;
11.将小于0.125mm的叠层筛3筛下物料d给如矿浆搅拌器10,由药剂桶9加入药剂,进
行浮选预处理,得到处理后的矿浆j;
12.分级旋流器溢流b、叠层筛筛下d、螺旋分选机尾矿g、固定筛筛下物料i在矿浆预处理器10中经药剂桶9加药后混合形成待选矿浆j,利用渣浆泵23将待选矿浆j给入浮选机11进行分选,分选后得到浮选精矿m和浮选尾矿n,其中浮选精矿m给入浮选精矿浓缩机12进行沉降,浮选尾矿给入浮选尾矿浓缩机13进行沉降;浮选精矿m通过浮选精矿浓缩机12沉降后,通过浮选精矿浓缩机12底部的出口排出浮选精矿浓缩机12底流p经渣浆泵24输送给入中矿压滤机14脱水后分别排出中矿s和滤液t;中矿压滤机14所得物料s排出至中矿仓17,中矿压滤机14滤液t排入循环水池26,浮选精矿浓缩机12上方的出口排出浮选精矿浓缩机溢流o给入循环水池26;浮选尾矿n通过浮选尾矿浓缩机13沉降后,通过浮选尾矿浓缩机13底部的出口排出浮选尾矿浓缩机13底流r经渣浆泵25输送给入尾矿压滤机15脱水后分别排出尾矿u和滤液v;尾矿压滤机所得物料r排出至尾矿仓16,尾矿压滤机15滤液v排入循环水池26,浮选尾矿浓缩机13上方的出口排出浮选尾矿浓缩机溢流q给入循环水池26,精矿压滤机滤液l、浮选精矿浓缩机溢流o、浮选尾矿浓缩机溢流q、中矿压滤机滤液t、尾矿压滤机滤液v混合为w进入循环水池。
13.所述循环水池26中生成的循环水x通过清水泵27给入矿浆预处理器10使用。
14.所述水煤浆气化细渣混料桶1、搅拌桶4的进料口与清水箱的出料口连接。
15.所述螺旋分选机型号为lxa1000。
16.所述浮选尾矿n回收利用,不做填埋堆存处理,降低对环境的污染。
17.本发明的有益效果。
18.本发明可为水煤浆气化细渣的全粒级回收利用提供一个良好的方向,为煤气化工艺所带来的固废找到合理利用途径,回收可燃碳的同时也节约了土地资源;通过分级-重选-浮选-脱水等加工技术、设备的有效衔接和配合,实现气化细渣无定型有机残碳和无机质的有效分离或富集;属于水煤浆气化系统的附加回收系统,对气化产生的湿态细渣通过分级、重力分选和浮选法的结合高效高质的回收富集可燃碳和无机质组分,低灰精矿可作吸附材料、电极材料等、中灰中矿可作燃料进行掺烧,高灰尾矿作建筑材料使用、尤其可作为矿井的充填开采中作为优质原材料,可实现气化细渣全粒级的高效综合利用;选择了合理的工艺路线,解决了煤气化渣高效率可控分离的关键技术问题,形成高效、安全、环保的煤气化渣脱碳资源化利用技术。
附图说明:
19.图1为本发明的工艺流程图。
20.图2为本发明的设备结构图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.如图1和图2所示,本发明的全粒级气化细渣分选工艺,步骤如下:
23.下面结合附图对本发明的具体实施方式进行进一步说明:
24.利用搅拌桶1将气化细渣与清水池来水y进行配浆得到产物a;所得的浆态气化细渣由渣浆泵21输入至φ0.125mm分级旋流器2进行一次分级脱泥,得到粒度小于0.125mm的溢流b与粒度大于0.125mm的底流c;
25.φ0.125mm分级旋流器2分级后溢流b进入矿浆搅拌器10进行浮选预处理;φ0.125mm分级旋流器分级后的底流c进入φ0.125mm叠层筛3进行二次脱泥;
26.通过φ0.125mm叠层筛3二次脱泥可以得到大于0.125mm的筛上物料e与小于0.125mm的筛下物料d;
27.将大于0.125mm的叠层筛筛上物e给入搅拌桶4中与清水池来水z混合进行配浆,配浆完成后由渣浆泵21输送至螺旋分选机5进行分选,螺旋分选机5分选出精矿f和尾矿g;由于螺旋分选机分选出精矿含水量大,且仍然含有少部分细泥,因此将螺旋分选机精矿f给入固定振动筛6脱泥和预脱水,预脱水后获得固定筛上物h和固定筛筛下物i,固定筛筛下物料i给入矿浆搅拌器10,经过加药搅拌后,得到产物j,固定筛筛上物h给入精矿板框压滤机12进行进一步脱水,脱水后物料k作为精矿排出至精矿仓18,螺旋分选机5分选出的尾矿g给入矿浆预处理器10,进行浮选预处理;
28.将小于0.125mm的叠层筛3筛下物料d给如矿浆搅拌器10,由药剂桶9加入药剂,进行浮选预处理,得到处理后的矿浆j;
29.分级旋流器溢流b、叠层筛筛下d、螺旋分选机尾矿g、固定筛筛下物料i在矿浆预处理器10中经药剂桶9加药后混合形成待选矿浆j,利用渣浆泵23将待选矿浆j给入浮选机11进行分选,分选后得到浮选精矿m和浮选尾矿n,其中浮选精矿m给入浮选精矿浓缩机12进行沉降,浮选尾矿给入浮选尾矿浓缩机13进行沉降;浮选精矿m通过浮选精矿浓缩机12沉降后,通过浮选精矿浓缩机12底部的出口排出浮选精矿浓缩机12底流p经渣浆泵24输送给入中矿压滤机14脱水后分别排出中矿s和滤液t;中矿压滤机14所得物料s排出至中矿仓17,中矿压滤机14滤液t排入循环水池26,浮选精矿浓缩机12上方的出口排出浮选精矿浓缩机溢流o给入循环水池26;浮选尾矿n通过浮选尾矿浓缩机13沉降后,通过浮选尾矿浓缩机13底部的出口排出浮选尾矿浓缩机13底流r经渣浆泵25输送给入尾矿压滤机15脱水后分别排出尾矿u和滤液v;尾矿压滤机所得物料r排出至尾矿仓16,尾矿压滤机15滤液v排入循环水池26,浮选尾矿浓缩机13上方的出口排出浮选尾矿浓缩机溢流q给入循环水池26。精矿压滤机滤液l、浮选精矿浓缩机溢流o、浮选尾矿浓缩机溢流q、中矿压滤机滤液t、尾矿压滤机滤液v混合为w进入循环水池。所述循环水池26中生成的循环水x通过清水泵27给入矿浆预处理器10使用。所述螺旋分选机型号为lxa1000。所述浮选尾矿n回收利用,不做填埋堆存处理,降低对环境的污染。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。