一种hsg壳体注塑一体成型模具
技术领域
1.本实用新型涉及注塑模具领域,尤其是涉及一种hsg壳体注塑一体成型模具。
背景技术:
2.目前,单一的塑胶件或者五金件已经不能满足现代工业需求,所以催生出很多塑胶件和五金件相结合的注塑件,这样的注塑件既能满足强度需求,又能降低零件本身的重量。
3.这种先进的注塑工艺需要把五金件固定在模具零件上,由于模具在生产过程中需要运动,如果五金件固定在动模一侧的话,那么五金件的固定方式往往会遇到瓶颈。
4.传统技术把五金件装入司筒针,有以下两种方法:
5.1)采取全周间隙配合,这种方法很容易装入,但在生产过程中容易出现五金件脱落现象,会导致注塑件报废;
6.2)采用全周过盈配合,虽然能保障装入的五金件不会从模具上脱落,但是装入过程中五金件被破坏,也会导致注塑件报废。
7.上述这两种方式都不能满足稳定生产需求。
技术实现要素:
8.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种可靠性高、操作便捷的hsg壳体注塑一体成型模具。
9.本实用新型的目的可以通过以下技术方案来实现:
10.本发明提供了一种hsg壳体注塑一体成型模具,该模具包括用于与产品合模注塑的五金件、用于固定五金件的司筒针以及用于注塑成型后从司筒针上顶出产品的司筒;所述五金件套设在司筒针上,与司筒针全周尖点过盈配合。
11.优选地,所述司筒针表面设有用于五金件与司筒针尖点过盈配合的尖角筋位。
12.优选地,所述尖角筋位沿司筒针走向均匀布置在司筒针的全周表面。
13.优选地,所述尖角筋位数量为4。
14.优选地,所述尖角筋位数量为3。
15.优选地,所述五金件与司筒针之间全周尖点过盈配合的过盈量为单边0.025mm。
16.优选地,所述司筒针为两段导向结构,包括上段导向轴和下段导向轴;所述上段导向轴与五金件尖点过盈配合。
17.优选地,所述上段导向轴和下段导向轴的连接处为用于定位五金件的坡面结构。
18.优选地,所述上段导向轴的头部为梯形圆柱体结构。
19.与现有技术相比,本实用新型具有以下优点:
20.1)本发明的司筒针和五金件采用全周尖点过盈配合的接触方式,既能满足五金件快速、精准的装入模具,又能保障五金件牢靠的固定在模具内,确保生产稳定进行,可靠性更强;
21.2)本发明的尖角筋位沿司筒针走向均匀布置在司筒针的全周表面,使得五金件更加快速、精准的装入模具;
22.3)本发明采用具备4个尖角筋位的司筒针和五金件实现全周尖点过盈配合,可把五金件牢牢卡住,稳固性更好;
23.4)本发明采用具备3个尖角筋位的司筒针和五金件实现全周尖点过盈配合,稳固性好且成本更低;
24.5)本发明的采用的司筒针为两段导向结构,五金件很容易装入固定轴,操作更便捷;
25.6)司筒针的上段导向轴和下段导向轴连接处采用的坡面结构可精准定位五金件;
26.7)司筒针的上段导向轴的顶部为梯形圆柱体结构,便于五金件更加快速的套设在司筒针上,且使得模具注塑成型后产品与模具分离更为容易。
附图说明
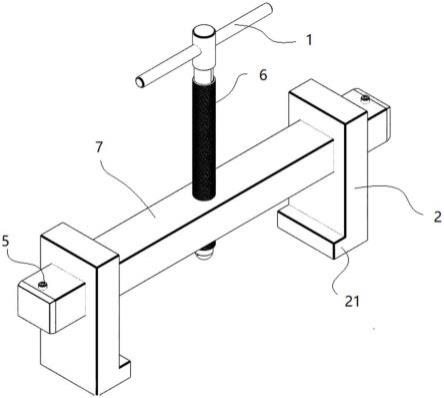
27.图1为本实用新型设计的注塑一体成型模具结构示意图;
28.图2为本实用新型设计的注塑一体成型模具局部构件剖视图;
29.图3为实施例1中注塑一体成型模具俯视图;
30.图4为实施例2中注塑一体成型模具俯视图。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。
32.实施例1
33.如图1所示,本实施例给出了一种hsg壳体注塑一体成型模具,用于对塑胶和五金相结合的hsg壳体注塑件进行注塑成型,该模具包括用于与产品1合模注塑的五金件2、用于固定五金件2的司筒针3以及用于注塑成型后从司筒针3上顶出产品1的司筒4;所述五金件2套设在司筒针3上,与司筒针3全周尖点过盈配合。所述司筒4套设在司筒针3上,与产品1接触连接。
34.如图2所示,所述司筒针3表面设有用于五金件2与司筒针3尖点过盈配合的尖角筋位31。所述尖角筋位31沿司筒针3走向均匀布置在司筒针3的全周表面。如图3所示,所述尖角筋位31数量为4。所述五金件2与司筒针3之间全周尖点过盈配合的过盈量为单边0.025mm。
35.所述司筒针3为两段导向结构,包括上段导向轴32和下段导向轴(33);所述上段导向轴32与五金件2尖点过盈配合。所述上段导向轴32和下段导向轴33的连接处为用于定位五金件2的坡面结构34。
36.所述上段导向轴32的头部为梯形圆柱体结构。
37.本实施例的注塑一体成型模具其工作原理为:
38.模具开模动作结束后,机械手或者人工将五金件2装入司筒针3,司筒针3上的4个
象限点上尖角筋位31牢牢的把五金件2卡住,待模具完成合模动作后,产品1开始注塑成型,注塑成型结束后,司筒4将产品1顶出。
39.实施例2
40.如图4所示,本实施例中尖角筋位41数量为3,其余设置与实施例1相同。
41.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
技术特征:
1.一种hsg壳体注塑一体成型模具,其特征在于,该模具包括用于与产品(1)合模注塑的五金件(2)、用于固定五金件(2)的司筒针(3)以及用于注塑成型后从司筒针(3)上顶出产品(1)的司筒(4);所述五金件(2)套设在司筒针(3)上,与司筒针(3)全周尖点过盈配合。2.根据权利要求1所述的一种hsg壳体注塑一体成型模具,其特征在于,所述司筒针(3)表面设有用于五金件(2)与司筒针(3)尖点过盈配合的尖角筋位(31)。3.根据权利要求2所述的一种hsg壳体注塑一体成型模具,其特征在于,所述尖角筋位(31)沿司筒针(3)走向均匀布置在司筒针(3)的全周表面。4.根据权利要求3所述的一种hsg壳体注塑一体成型模具,其特征在于,所述尖角筋位(31)数量为4。5.根据权利要求3所述的一种hsg壳体注塑一体成型模具,其特征在于,所述尖角筋位(31)数量为3。6.根据权利要求2所述的一种hsg壳体注塑一体成型模具,其特征在于,所述五金件(2)与司筒针(3)之间全周尖点过盈配合的过盈量为单边0.025mm。7.根据权利要求2所述的一种hsg壳体注塑一体成型模具,其特征在于,所述司筒针(3)为两段导向结构,包括上段导向轴(32)和下段导向轴(33);所述上段导向轴(32)与五金件(2)尖点过盈配合。8.根据权利要求7所述的一种hsg壳体注塑一体成型模具,其特征在于,所述上段导向轴(32)和下段导向轴(33)的连接处为用于定位五金件(2)的坡面结构(34)。9.根据权利要求7所述的一种hsg壳体注塑一体成型模具,其特征在于,所述上段导向轴(32)的头部为梯形圆柱体结构。10.根据权利要求1所述的一种hsg壳体注塑一体成型模具,其特征在于,所述司筒(4)套设在司筒针(3)上,与产品(1)接触连接。
技术总结
本实用新型涉及一种HSG壳体注塑一体成型模具,该模具包括用于与产品合模注塑的五金件、用于固定五金件的司筒针以及用于注塑成型后从司筒针上顶出产品的司筒;所述五金件套设在司筒针上,与司筒针全周尖点过盈配合。与现有技术相比,本实用新型采用司筒针和五金件尖点接触方式,既能满足五金件快速、精准的装入模具,又能保障五金件牢靠的固定在模具内,确保生产稳定进行,具有可靠性强、操作便捷的优点。点。点。
技术研发人员:高昌玉 廖勇姣
受保护的技术使用者:上海庆良电子有限公司
技术研发日:2021.12.30
技术公布日:2022/7/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。