双主轴加工的运动控制方法及双主轴加工设备
【技术领域】
1.本发明涉及一种加工(machining)的控制方法与设备,更具体地讲,本发明涉及一种双主轴加工的运动控制方法与双主轴加工设备。
背景技术:
2.对于工件的加工来说,通常是通过对加工工具的控制来执行加工工序,以对工件进行例如铣削(milling)等动作的加工工艺。
3.基于加工效率的追求,可利用在工件两相反侧同时进行加工的双主轴加工设备,来缩短加工时间。然而,在两个主轴的同时控制下,依然面临许多的限制与困境。举例来说,为了避免双主轴同步运动时的相互干扰,仅仅在工件两侧皆进行相同工序的对称式加工时,才启用双主轴同步运动。这使得双主轴加工设备双边同时加工的性能无法被有效利用。
技术实现要素:
4.本发明的发明目的之一在于提升加工效率。
5.本发明的另一发明目的在于有效利用双主轴加工的特性。
6.本发明的再一发明目的在于提供双主轴加工时,于双边协作下的对称及非对称性的特性。
7.为了实现上述目的及其他目的,本发明提出了一种双主轴加工的运动控制方法,用于依据第一控制资料及第二控制资料对在工件两相反侧的第一加工装置及第二加工装置进行对应控制,该第一加工装置及该第二加工装置具有在一进给轴上彼此相对向移动以对该工件进行加工工序的第一加工工具及第二加工工具,该运动控制方法包含:切分步骤、检查点设定步骤及控制步骤。切分步骤可使第一控制资料切分为多个第一分段控制资料,以及使第二控制资料切分为多个第二分段控制资料。检查点设定步骤可使相邻的第一分段控制资料之间各插入第一检查点以成为第一指令序列,使相邻的第二分段控制资料之间各插入第二检查点以成为第二指令序列。控制步骤可使第一指令序列依序输出至第一运动控制卡以对应控制耦接第一运动控制卡的第一加工装置,使第二指令序列依序输出至第二运动控制卡以对应控制耦接第二运动控制卡的第二加工装置,其中,在控制步骤中包括一协作机制,其在所输出的第一指令序列或第二指令序列到达任一检查点时,停止后续的指令输出,直到所输出的另一指令序列也到达该任一检查点时,才令两指令序列继续输出后续指令至对应的运动控制卡。
8.在本发明的一实施方式中,各控制资料包括多个刀号资料及对应的加工路径资料,在切分步骤所切分出的每一分段控制资料中,各分段控制资料内具有的刀号资料皆相同。
9.在本发明的一实施方式中,运动控制方法用于控制第一加工装置、第二加工装置及具有一旋转轴的一支架,该支架用于支撑工件,上述运动控制方法还包含:在控制步骤中,第一运动控制卡可被视为主控端,第二运动控制卡可被视为从属端,旋转轴的旋转控制
资料为所述多个第一分段控制资料的至少其一,在所输出的第一指令序列到达旋转控制资料时,使其作为从属端的第二运动控制卡进行等候,直至旋转控制完成后,解除第二运动控制卡的等候,并使两指令序列继续输出后续指令至对应的运动控制卡。其中,旋转轴可垂直于进给轴。
10.在本发明的一实施方式中,运动控制方法用于控制第一加工装置、第二加工装置及具有二旋转轴的一支架,该支架用于支撑工件,上述运动控制方法还包含:在控制步骤中,第一运动控制卡可被视为主控端,第二运动控制卡可被视为从属端,二旋转轴的旋转控制资料为多个第一分段控制资料的至少其一,在所输出的第一指令序列到达旋转控制资料时,使其作为从属端的第二运动控制卡进行等候,直至旋转控制完成后,解除第二运动控制卡的等候,并使两指令序列继续输出后续指令至对应的运动控制卡。其中,二旋转轴可分别垂直于进给轴,且该二旋转轴相互垂直。
11.为了实现上述目的及其他目的,本发明还提出了一种计算机程序产品,内储用于控制双主轴在工件两相反侧同时对工件进行加工工序的计算机程序产品,当计算机载入计算机程序以及被输入第一控制资料及第二控制资料并执行该计算机程序后,可完成如前所述的运动控制方法。
12.为达上述目的及其他目的,本发明还提出了一种双主轴加工设备,依据第一控制资料及第二控制资料对工件进行加工工序,该双主轴加工设备包含:支架、第一加工装置、第二加工装置、第一运动控制卡、第二运动控制卡及控制装置。支架供工件的固定。第一加工装置设置在支架的一侧,包括被移动在一进给轴上的第一加工工具。第二加工装置设置在支架的另一侧,包括被移动在该进给轴上的第二加工工具。第一运动控制卡耦接第一加工装置。第二运动控制卡耦接第二加工装置。控制装置分别耦接第一运动控制卡及第二运动控制卡,该控制装置使第一控制资料切分为多个第一分段控制资料并在各个分段间插入第一检查点以形成第一指令序列,以及使第二控制资料切分为多个第二分段控制资料并在各个分段间插入第二检查点以形成第二指令序列,控制装置还使第一指令序列依序输出至第一运动控制卡以控制第一加工装置,以及使第二指令序列依序输出至第二运动控制卡以控制第二加工装置,其中,在所输出的第一指令序列或第二指令序列到达任一检查点时,控制装置停止后续的指令输出,直到所输出的另一指令序列也到达该任一检查点时,控制装置才使两指令序列继续输出后续指令。
13.在本发明的一实施方式中,各控制资料包括多个刀号资料及对应的加工路径资料,控制装置可使切分出的每一分段控制资料内具有相同的刀号资料。
14.在本发明的一实施方式中,第一加工装置及第二加工装置各提供三个轴向的驱动能力,使第一加工工具及第二加工装置具有移动在进给轴、第二轴及第三轴上的自由度。其中,上述进给轴、第二轴及第三轴中的任两者可相互垂直。
15.在本发明的一实施方式中,第一加工装置还提供第四轴的驱动能力,使支架具有旋转在该第四轴上的自由度。第四轴可垂直于进给轴。控制装置可使第四轴的旋转控制资料为多个第一分段控制资料中的至少其一,在控制装置输出的第一指令序列到达第四轴的旋转控制时,使第二运动控制卡进行等候,直至旋转控制执行完毕才解除第二运动控制卡的等候,控制装置使两指令序列继续输出后续指令。
16.在本发明的一实施方式中,第一加工装置还提供第五轴的驱动能力,使支架具有
旋转在该第五轴上的自由度,第五轴可垂直于第四轴。控制装置可使第四轴及第五轴的旋转控制资料为多个第一分段控制资料中的至少其一,在控制装置输出的第一指令序列到达第四轴或第五轴的旋转控制时,使第二运动控制卡进行等候,直至旋转控制执行完毕才解除第二运动控制卡的等候,控制装置使两指令序列继续输出后续指令。
17.这样,在指令序列中所设置的检查点,以及对应运动控制卡的使用,可使每一段控制资料被执行完毕后进行等待,使加工装置之间具有协作机制,在这样的控制规范下,双边各自的加工范围与程度就能被掌握,双边各自加工的非对称式加工工序就能被使用,有效发挥双主轴同时驱动的高效率特性,此外还能加入支架的旋转控制,使双主轴加工设备可进一步执行7轴或8轴以上的同步运动控制。
【附图说明】
18.图1为本发明一实施方式的双主轴加工设备的功能方块示意图;图2为图1之双主轴加工设备的部分装置示意图;图3为本发明一实施方式的双主轴加工的运动控制方法流程图;图4为本发明一实施方式的控制资料的分段切割与重整的示意图;图5为本发明另一实施方式的双主轴加工设备的部分装置示意图。
【具体实施方式】
19.为充分了解本发明的目的、特征及功效,现借助下述具体的实施例,并配合附图,对本发明做一详细说明,说明如后:
20.在本技术中,所描述的用语"一"或"一个"来描述单元、部件、结构、装置、模块、系统、部位或区域等。此举只是为了方便说明,并且对本发明的范畴提供一般性的意义。因此,除非很明显地另指他意,否则此种描述应理解为包括一个或至少一个,且单数也同时包括复数。
21.在本技术中,所描述的用语"包含、包括、具有"或其它任何类似用语是指并非仅限于本技术所列出的这些要件,而是可包括未明确列出但却是所述单元、部件、结构、装置、模块、系统、部位或区域通常固有的其它要件。
22.在本技术中,所描述的"第一"或"第二"等类似序数的词语,是用以区分或指关联于相同或类似的元件、结构、部位或区域,且不必然隐含此等元件、结构、部位或区域在空间上的顺序。应了解的是,在某些情况或配置下,序数词语可交换使用而不影响本发明的实施。
23.计算机数值控制(computer numerical control,cnc)是通过数值控制(numerical control,nc)程序指令输入至控制装置(例如:计算机),再经由控制装置的处理,产生操控后端加工装置的指令序列,进而通过加工装置的加工工具对工件执行加工(例如:切削),完成所设计的零件。
24.其中,通过计算机辅助设计与制造(computer aided design&computer aided manufacturing,cad/cam)可用来协助设计零件的模型资料,并产生对应的路径规划资料与刀号资料,据以形成数值控制程序指令,供cnc进行加工。
25.请同时参照图1及图2,图1为本发明一实施例的双主轴加工设备的功能方块示意
图,图2为图1的双主轴加工设备的部分装置示意图。双主轴加工设备包含:支架315、第一加工装置310、第二加工装置320、第一运动控制卡210、第二运动控制卡220及控制装置100。
26.支架315用来支撑工件400,支架315还可具有单一旋转轴或双旋转轴(c1、c2)的功能,将详细描述在后面的其他实施例中。工件400可以是医疗配件,特别是有关牙齿物品(dental item),如:假牙、牙冠(crown)、植入物(implant)等。第一加工装置310及第二加工装置320各自具有的第一加工工具311及第二加工工具321用于对工件400进行双边的加工工序,双边可被同时运行的工序数量越多,越能提升加工效率。
27.在加工工序进行时,第一加工工具311及第二加工工具321例如是被驱动为旋转状态,以借助加工工具的表面轮廓,对工件400产生加工(例如:切削)的效果。
28.控制装置100基于计算机辅助设计(cad)110与计算机辅助制造(cam)120所产生的控制资料,进一步经由控制单元130的处理后,生成对应控制第一加工装置310及第二加工装置320的第一指令序列s1及第二指令序列s2。在cnc控制例子中,控制单元130分别透过可程控器141(plc1)及可程控器142(plc2)对应地连接至第一运动控制卡210及第二运动控制卡220,以使指令序列输入至运动控制卡中。接着,运动控制卡会依据所接收到的指令,对应操控加工装置,例如:运动控制卡发出脉波讯号给加工装置内的驱动器,驱动器再传送脉波讯号给加工装置内的伺服马达,进而控制加工工具的移动。
29.控制单元130例如是一台搭载有特定计算机程序的计算机,所述特定计算机程序是用来进一步执行前述的处理程序,可将计算机辅助设计(cad)110与计算机辅助制造(cam)120所产生的控制资料进行资料重整,以使单台计算机可通过两张运动控制卡来同时执行双主轴配置下的各个加工工序。因此,工件400两侧的加工装置(310、320)得以被进一步运行在非对称式的加工工序,两边的加工工序在安排上就能具有高度的自由度,大幅提升加工效率。在其他实施方式中,控制装置100也可以是整合了可程控器的一台计算机。计算机辅助设计(cad)110与计算机辅助制造(cam)120所产生的控制资料可由控制装置100产生,或是自外部输入。
30.举例来说,所述特定计算机程序内可具有多个样板,每个样板可对应至少一种加工工法,当操作者将计算机辅助设计(cad)110与计算机辅助制造(cam)120所计算出来的控制资料输入至该特定计算机程序后,该特定计算机程序即可依据操作者选取的样板以及本发明公开的运动控制处理方式来产生对应的指令序列。有关样板,以牙体修复来说,例如区分为贴片类型、内嵌片类型、牙冠类型、牙钉类型等,可对控制资料进行基础架构的套用(例如:不同类型的样板会有不同的机械参数来对应)。
31.如图2所示,每一加工装置(310、320)可提供对应的加工工具(311、321)各具有三个轴向的移动自由度,即进给轴x、第二轴y、第三轴z。此三轴举例来说,通常进给轴x会被安排为正对于工件400的进给方向,且进给轴x、第二轴y与第三轴z中的任意两个,相互垂直。在双主轴的配置下,通常两个加工装置(310、320)在进给轴x上的第一加工工具311与第二加工工具321会呈现彼此相对向移动,进而可在工件400的两侧进行各自的加工工序。图2的加工装置(310、320)仅为一种简单表示,轴向移动机构已属常见的机械控制结构,故于此不再赘述。
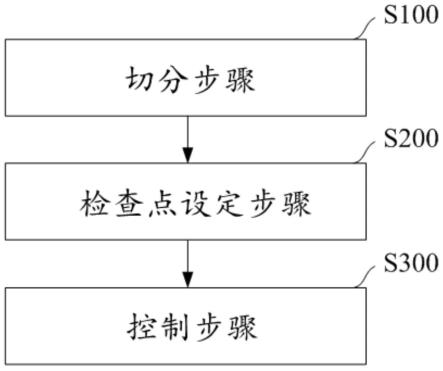
32.接着请同时参照图1至3,图3为本发明一实施例的双主轴加工的运动控制方法流程图。本发明公开的运动控制处理方式可依据计算机辅助设计(cad)110与计算机辅助制造
(cam)120所计算出来的控制资料,经过分段切割与检查点设定的资料重整处理,对应地产生供两个加工装置运行的第一指令序列s1及第二指令序列s2。第一指令序列s1及第二指令序列s2自对应的可程控器(141、142)输出后可被传送至对应的运动控制卡(210、220),再由运动控制卡(210、220)操控对应加工装置(310、320)的加工工具(311、321)的运动轨迹。若支架315具有旋转功能,则旋转的控制指令被归属在第一指令序列s1内。
33.本发明公开的运动控制处理方式的运动控制方法包含:步骤s100、切分步骤;步骤s200、检查点设定步骤;及步骤s300、控制步骤。
34.切分步骤s100是用来处理计算机辅助设计(cad)110与计算机辅助制造(cam)120所计算出来的第一控制资料及第二控制资料。第一控制资料及第二控制资料分别对应工件的两个相反侧所需的加工信息。在此步骤中,第一控制资料会被切分为多个第一分段控制资料,第二控制资料会被切分为多个第二分段控制资料。所切分的方式可以是依据加工的工法来切分,也可以是依据加工所使用的刀具编号来切分。
35.检查点设定步骤s200是用来使每个分段控制资料之间被安插一个检查点。以被切分而成的这些第一分段控制资料来说,相邻的第一分段控制资料之间会被各插入第一检查点,具有各个第一检查点的第一分段控制资料会成为第一指令序列s1。以被切分而成的这些第二分段控制资料来说,相邻的第二分段控制资料之间会被各插入第二检查点,具有各个第二检查点的第二分段控制资料会成为第二指令序列s2。步骤s100及步骤s200后续于第4图会有进一步说明。
36.控制步骤s300是用来使指令序列(s1、s2)依序输出序列中的各个控制指令至对应的运动控制卡,以对应地操控加工装置。第一指令序列s1依序输出至第一运动控制卡210以对应控制耦接第一运动控制卡210的第一加工装置310。该第二指令序列s2依序输出至第二运动控制卡220以对应控制耦接第二运动控制卡220的第二加工装置320。其中,在控制步骤s300里,具有使两个加工装置具备协调效果的协作机制。这个协作机制是在任一个指令序列中的指令被输出到检查点时,控制装置100会停止这个指令序列后续的指令输出(产生的效果即是对应的加工装置会驻停),同时控制装置100会检查另一个指令序列的指令输出情况,当此另一个指令序列的指令也输出到检查点时,控制装置100才会使两个指令序列的指令继续输出给对应的运动控制卡。
37.举例来说,当控制装置100在输出第一指令序列s1的指令时遇到了第一检查点,此时控制装置100暂停第一指令序列s1后续指令的输出,进而使第一运动控制卡210不会收到后续的操控指令,第一加工装置310自然停止动作。此外,控制装置100检查第二指令序列s2的输出指令,若第二指令序列s2的输出指令尚不是第二检查点,则控制装置100使第一指令序列s1持续暂停后续指令的输出,并持续检查第二指令序列s2的输出指令;当第二指令序列s2的输出指令遇到第二检查点,则控制装置100进行指令放行的控制,使第一指令序列s1及第二指令序列s2继续输出指令给对应的运动控制卡。
38.由于指令序列是一连串的控制指令,经由前述的资料重整与协作机制的建置,可使每一段的控制都被清楚地界定出此时双边加工装置各自的运作状态,于此规范下的运作方式,就能使双主轴同步运动时的相互干扰情况可以被排除,进而使本发明公开的运动控制方法、执行此方法的计算机程序产品、及执行此方法的双主轴加工设备,可适用在非对称式的加工工序,进而使双主轴加工设备的同时加工性能可被充分利用。计算机程序产品例
如是一套软件,经由一部计算机的载入并执行后,可依据上述方式控制多个运动控制卡,进而使加工设备可被驱动在多主轴同步运动的加工模式。
39.前述切分步骤s100中,较佳地是可依据加工所使用的刀具编号来切分。计算机辅助设计(cad)110与计算机辅助制造(cam)120所计算出来的控制资料包括刀号资料及对应的加工路径资料。加工的工法系指一定范围或模式的加工路径,以加工所使用的刀具编号来切分的情况下,于切分步骤s100中所切分出的每一个分段控制资料中皆具有相同的刀号资料,举例来说,一个分段控制资料内虽然有不同的加工路径资料,但刀号资料均相同。
40.接着请参照图4,为本发明一实施例之控制资料的分段切割与重整的示意图。图4是依据刀具编号切分后的各个指令来作为例子,横轴为时间。oa为切分后且重整前的第一指令序列,a1是第一刀具编号下所安排的加工路径,a2是第二刀具编号下所安排的加工路径,依此类推。ob为切分后且重整前的第二指令序列,b1是第一刀具编号下所安排的加工路径,b2是第二刀具编号下所安排的加工路径,依此类推。因为各刀具号码下所需运行的加工路径长短不一,两边所需的加工路径也会有所差异,进而导致oa与ob的指令序列长短不同,更重要的是,当一个指令序列要切换刀具来执行新的工序时,另一个指令序列的目前所处序列位置难以被掌控,尤其当指令序列越长时,不可预测性越高,导致双主轴同步运动时的相互干扰风险大幅增加,oa与ob的指令序列无法被使用。
41.指令序列的重整是指每个指令序列中,在切分的位置上,插入一个检查点c,再依据前述的协作机制的运作下,就可呈现出图4的na与nb的指令序列,两个指令序列在每一分段的起始点位置变为皆相同。na为切分后且重整后的第一指令序列,nb为切分后且重整后的第二指令序列。由于每一分段上,两个指令序列的起始点皆可被明确界定,在这样的规范运作下即可使相互干扰情况被有效避免,进而可使双主轴加工设备的两边同时进行非对称式加工,充分发挥出双主轴加工的高效性能。
42.接着请参照图5,为本发明另一实施例之双主轴加工设备的部分装置示意图。图5的实施例使第一加工装置310进一步提供额外轴向的驱动能力,此驱动能力是用来驱动支架的单个(c1或c2)或两个旋转轴(c1、c2),使工件在第四轴c1及/或第五轴c2上产生旋转,以进一步提供更多加工角度。其中,在其他实施例中,支架315在第四轴c1上可被自由地旋转,在第五轴c2上则是仅能被有限度地旋转,在此态样下,第五轴c2也可被称为摇摆轴。然而,旋转的同时若有任一加工工具正在执行加工程序,那将发生毁损的状况。
43.是以,本发明公开的运动控制方法、执行此方法的计算机程序产品、及执行此方法的双主轴加工设备,可进一步在图3的控制步骤s300中,将第一运动控制卡210视为主控端以及将第二运动控制卡220视为从属端。此外,旋转轴的旋转控制资料被归属于第一分段控制资料中,使每个旋转控制资料成为第一分段控制资料中的个别分段资料(类比于图4的a
x
分段),当所输出的第一指令序列到达该旋转控制资料时,令作为从属端的第二运动控制卡220进行等候,直至该旋转控制完成后,才解除第二运动控制卡220的等候,并使控制装置100继续输出两指令序列的后续指令到对应的运动控制卡。
44.图5的旋转控制归属于其中一个加工装置(第一加工装置310),由对应的一张运动控制卡(第一运动控制卡210)控制,然并非以此为限,于其他实施态样下,亦可类比为归属于其中一个加工装置(第二加工装置320)。
45.单旋转轴下的控制可能有单次或多次,双旋转轴下的控制则可能分别有不同轴向
的转动同时或不同时发生,将旋转控制归属于其中一加工装置且每一次执行旋转动作时,控制装置100均会使另一个加工装置进行等候,据此,进一步将本发明公开的协作机制延伸应用至单旋转轴或双旋转轴上,使得双主轴加工设备的同时加工性能与效益更加提升。其中,现行的每一运动控制卡(或称轴控卡)已能够支援到5轴的控制,未来具备更多轴的控制能力时,将使得上述规范下的运动控制方法、执行此方法的计算机程序产品、及执行此方法的双主轴加工设备有更多的加工方式与效益的进一步提升。
46.综合上述,本发明公开的运动控制方式所建构的规范,避免了多主轴同步运动时的相互干扰所致生的毁损风险,可使多主轴的加工设备运作在对称式或非对称式的同步运动控制模式,旋转轴的应用也进一步使7轴(单旋转轴)或8轴(双旋转轴)以上的加工设备依旧具备多主轴同步运动控制的特性,使双主轴或甚至多主轴的加工设备可被发挥出应有的高效性能。
47.本发明在上文中公开了优选的实施例,然而熟习本领域的技术人员应理解的是,此处的实施例仅用于描述本发明,而不应解读为限制本发明的范围。应注意的是,所有与实施例等效的变化与置换,均应理解为涵盖于本发明的范畴内。因此,本发明的保护范围当以权利要求的保护范围为准。【附图标记】
48.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制装置110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
计算机辅助设计120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
计算机辅助制造130
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制单元141
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
可程控器142
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
可程控器210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一运动控制卡220
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二运动控制卡310
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一加工装置311
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一加工工具315
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支架320
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二加工装置321
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二加工工具400
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
工件c1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第四轴(旋转轴)c2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第五轴(旋转轴)a1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一刀具编号下所安排的加工路径a2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二刀具编号下所安排的加工路径a3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三刀具编号下所安排的加工路径a4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第四刀具编号下所安排的加工路径b1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一刀具编号下所安排的加工路径b2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二刀具编号下所安排的加工路径b3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三刀具编号下所安排的加工路径
b4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第四刀具编号下所安排的加工路径na
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切分后且重整后的第一指令序列nb
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切分后且重整后的第二指令序列oa
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切分后且重整前的第一指令序列ob
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切分后且重整前的第二指令序列s1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一指令序列s2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二指令序列s100~s300
ꢀꢀ
步骤x
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进给轴y
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二轴z
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三轴
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。