1.本发明属于窑炉技术设备领域,尤其涉及一种冷却带结构以及隧道窑。
背景技术:
2.目前,隧道窑是现代化的连续式烧成的热工设备。外形为直线形隧道,其两侧及顶部有固定的墙壁及拱顶,底部铺设的轨道上运行着窑车。燃烧设备设在隧道窑的中部两侧,这一段称为烧成带,燃烧产生的高温烟气在隧道窑前端烟囱或引风机的作用下,沿着隧道向窑头方向流动,同时逐步地预热进入窑内的制品,这一段称为预热带。在隧道窑离开烧成带至隧道出口,这一段称为冷却带。陶瓷坯体放置在台车上连续地由预热带的入口推入窑内,经过烧成带烧成后,由冷却带推出窑外。
3.陶瓷制品在高温烧结完成后应采取急冷方式。若冷却缓慢,坯体会出现晶体长大及低价铁的氧化,降低制品的机械强度。釉层容易出现析晶,导致釉面光泽度下降。因此,在保证冷却均匀的前提下,要尽可能提高冷却速度。800℃以下坯体由塑性状态变成固态,573℃石英相变,出现体积变化。必须缓慢降温,防止风惊和炸裂。一般将冷却带划分为急冷段和慢冷段。从急冷转变到慢冷的温度控制,直接关系到产品质量和冷却效率。进而决定了烧成周期和能耗。现有隧道窑为避免产品风惊和炸裂。转变温度都控制在700-800℃。这样慢冷段降温的负担大,冷却时间长,产品离窑温度过高,既增加了热能损失,又恶化了工作环境,影响产品卸车。这是现有隧道窑烧成周期难以缩短的原因之一。
技术实现要素:
4.本技术实施例的目的在于提供一种冷却带结构,旨在解决如何对制品进行冷却并提高冷却效率的问题。
5.为实现上述目的,本技术采用的技术方案是:
6.第一方面,提供一种冷却带结构,其包括:慢冷窑体,所述慢冷窑体具有用于冷却制品的慢冷窑洞;所述冷却带还包括设置于所述慢冷窑洞内的热交换件,所述热交换件与所述慢冷窑洞相对设置的两个侧壁以及与所述慢冷窑洞的顶壁之间均间隔设置并共同形成慢冷通风道,所述慢冷窑洞的侧壁开设有连通所述慢冷通风道的慢冷进风口,所述慢冷窑洞的顶壁开设有连通所述慢冷通风道的慢冷出风口。
7.在一些实施例中,所述热交换件包括两导热侧板以及两端分别连接两所述导热侧板的导热顶板,两所述导热侧板分别相对所述慢冷窑洞的两侧壁设置,所述导热顶板相对所述慢冷窑洞的顶壁设置。
8.在一些实施例中,所述热交换件沿所述慢冷窑体的延伸路径依次设置多个;各所述热交换件的导热系数相同或不相同。
9.在一些实施例中,各所述慢冷通风道均不连通,或各所述慢冷通风道依次连通。
10.在一些实施例中,所述冷却带结构还包括连接所述慢冷窑体的急冷窑体,所述急冷窑体具有连通所述慢冷窑洞并用于冷却所述制品的急冷窑洞,所述制品于所述急冷窑洞
内的冷却速率大于所述制品于所述慢冷窑洞内的冷却速率。
11.在一些实施例中,所述急冷窑体的两个侧壁均开设有急冷通风道,所述急冷窑体的顶部设有均连通各所述急冷通风道的急冷入风孔,所述急冷窑洞的侧壁开设有多个间隔布置并连通所述急冷通风道的急冷出风孔。
12.在一些实施例中,两所述急冷通风道延伸至所述急冷窑体的顶部并连通,所述急冷窑洞的顶壁设有多个连通所述急冷通风道的急冷出风孔,且所述急冷窑洞的顶壁呈拱面设置。
13.在一些实施例中,所述冷却带结构还包括位于所述急冷通风道内的隔离板,所述隔离板横向布置于所述急冷窑体的顶部,且所述隔离板的两端分别延伸至所述急冷窑体的两侧壁。
14.在一些实施例中,所述冷却带结构还包括急冷出风管,所述急冷通风管横向布置于所述急冷窑体内,且所述急冷通风管开设有多个急冷出风口,各所述急冷出风口沿所述急冷通风管的轴向间隔布置。
15.第二方面,本技术实施例的另一目的还在于提供一种隧道窑,其包括如上所述的冷却带结构,所述隧道窑还包括预热带结构和烧成带结构,所述预热带结构、所述烧成带结构以及所述冷却带结构依次连接。
16.本技术的有益效果在于:通过将风机连接慢冷进风口,并朝慢冷通风道内吹入温度比较低的气体,气体再从慢冷出风口流出慢冷通风道并进行余热利用,从而带走热交换件辐射至慢冷通风道内的热量,使得慢冷通风道与慢冷窑洞之间通过热交换件实现热量交换,由于采用换热器原理,热交换件将窑内制品与外部冷却空气隔开,冷却过程风机抽热且不影响慢冷窑洞内气流,稳定了窑炉烧成制度,并提高了热量的传导效率,缩短了制品的烧成周期,并通过控制风机的吹风速率,可以实现制品的温度以预定速率均匀下降。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或示范性技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
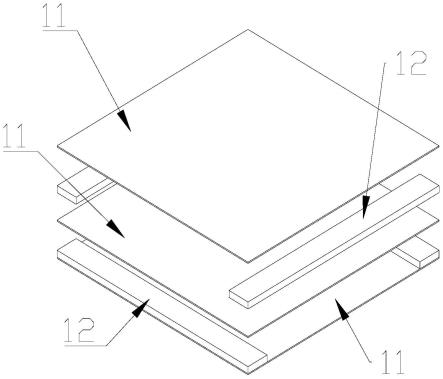
18.图1是本技术实施例提供的冷却带结构的慢冷窑体的原理示意图;
19.图2是图1的另一视角下的慢冷窑体的原理示意图;
20.图3是本技术实施例提供的冷却带结构的急冷窑体的原理示意图;
21.图4是图3的另一视角下的急冷窑体的原理示意图;
22.图5是本技术另一实施例提供的冷却带结构的急冷窑体的原理示意图;
23.图6是图5的另一视角下的急冷窑体的原理示意图。
24.其中,图中各附图标记:
25.30、窑车;303、慢冷窑体;301、慢冷窑顶;302、慢冷窑墙;330、慢冷通风道;311、慢冷进风口;310、慢冷出风口;322、热交换件;320、导热顶板;321、导热侧板;390、慢冷窑洞;603、急冷窑体;601、急冷窑顶;602、急冷窑墙;501、急冷通风道;503、急冷出风孔;502、急冷入风孔;605、急冷窑洞;5011、通风道单元;5012、密封板;801、热电偶;506、急冷通风管;
具体实施方式
26.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本技术。
27.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.请参阅图1至图2,本技术实施例提供了一种冷却带结构,其用于对制品进行冷却。可选地,制品可以是陶瓷坯体经烧成后所形成的陶瓷制品。
29.冷却带结构包括慢冷窑体303。可以理解的是,慢冷窑体303具有用于冷却制品的慢冷窑洞390;慢冷窑体303一般建筑或铺设在地面上,慢冷窑体303沿水平方向呈直线布置。慢冷窑洞390的底部建筑于地面或以地面作为慢冷窑洞390的底壁。在慢冷窑洞390的底部铺设有轨道,装载有制品的窑车30运行于轨道上,而制品经烧成后,窑车30运行至慢冷窑洞390内,而对窑车30上的制品进行缓慢冷却。冷却带还包括设置于慢冷窑洞390内的热交换件322。可选地,热交换件322是由高导热材料制成,高导热材料对温度具有良好的传导性,比如金属铜,或金属马弗板。热交换件322与慢冷窑洞390相对设置的两个侧壁以及与慢冷窑洞390的顶壁之间均间隔设置并共同形成慢冷通风道330,慢冷窑洞390的侧壁开设有连通慢冷通风道330的慢冷进风口311,慢冷窑洞390的顶壁开设有连通慢冷通风道330的慢冷出风口310。可以理解的是,位于慢冷窑洞390内的制品朝慢冷窑洞390内辐射热量,慢冷窑洞390内的温度远大于慢冷通风道330内的温度,热交换件322从热量将慢冷窑洞390传导并辐射至慢冷通风道330内,以实现慢冷窑洞390和慢冷通风道330之间的热交换。
30.请参阅图1至图2,通过将风机连接慢冷进风口311,并朝慢冷通风道330内吹入温度比较低的气体,气体再从慢冷出风口310流出慢冷通风道330并进行余热利用,从而带走热交换件322辐射至慢冷通风道330内的热量,使得慢冷通风道330与慢冷窑洞390之间通过热交换件322实现热量交换,由于采用换热器原理,热交换件322将窑内制品与外部冷却空气隔开,冷却过程风机抽热且不影响慢冷窑洞390内气流,稳定了窑炉烧成制度,并提高了热量的传导效率,缩短了制品的烧成周期,并通过控制风机的吹风速率,可以实现制品的温度以预定速率均匀下降。
31.请参阅图1至图2,可选地,慢冷窑体303包括慢冷窑顶301以及两慢冷窑墙302。
32.可选地,可以在慢冷出风口310处设置抽风机,从而加快慢冷通风道330内气体的流动,提高冷却速度。
33.请参阅图1至图2,在一些实施例中,热交换件322包括两导热侧板321以及两端分别连接两导热侧板321的导热顶板320,两导热侧板321分别相对慢冷窑洞390的两侧壁设置,导热顶板320相对慢冷窑洞390的顶壁设置。
34.可选地,热交换件322的横截面形状呈倒挂的u字形,导热侧板321和对应的慢冷窑洞390的侧壁之间间隔设置,导热顶板320与慢冷窑洞390的顶壁之间间隔设置,导热侧板321和导热顶板320均进行热量交换。
35.可选地,导热侧板321和导热顶板320通过耐热螺丝固定在慢冷窑洞390的内壁上。
36.请参阅图1至图2,在一些实施例中,热交换件322沿慢冷窑体303的延伸路径依次设置多个;各热交换件322的导热系数相同。
37.可选地,多个热交换件322依次连接,并共同对慢冷窑洞390内的制品进行热交换。
38.请参阅图1至图2,在一些实施例中,热交换件322沿慢冷窑体303的延伸路径依次设置多个;各热交换件322的导热系数不相同。
39.可选地,各热交换件322一体成形。
40.请参阅图1至图2,可选地,在缓冷阶段采用换热器式冷却段慢冷窑体303,按不同温度段选用不同材料,靠高温段方向热交换件322选用重质粘土马弗砖,冷却时热量通过马弗砖传给砖壁外的空气,即辐射至慢冷通风道330内,热交换后的热空气经风机抽出进行余热利用。靠出窑低温方向选用金属马弗板,冷却时热量通过马弗板给板外的空气,热交换后的热空气经风机抽出进行余热利用,薄马弗砖和薄马弗板内外温差大,换热效率高,而不同的导热材料能使烧成的制品在慢冷窑洞390内始终保持均匀且快速冷却。
41.请参阅图1至图2,可选地,各慢冷通风道330均依次连通。
42.请参阅图1至图2,可选地,各热交换件322均与慢冷窑洞390的内壁形成慢冷通风道330,各通风道依次连接,且各导热侧板321和各导热顶板320分别至少对应设置一慢冷进风口311和一慢冷出风口310,且慢冷进风口311位于导热侧板321的下端,并设置有慢冷闸门。
43.在一些实施例中,各慢冷通风道330均不连通。
44.请参阅图1至图2,可选地,各热交换件322均与慢冷窑洞390的内壁形成慢冷通风道330,沿慢冷窑体303的长度方向,各慢冷通风道330的长度范围为700~1800cm,并隔断成倒u字形的独立的慢冷通风道330,各慢冷通风道330均独立进行热交换,分别在慢冷窑墙302的下部设置慢冷进风口311,在慢冷窑体303的窑顶设置慢冷出风口310,并设置独立的闸门。
45.请参阅图1至图2,可选地,按照不同陶瓷制品的冷却规定,可通过控制不同慢冷通风道330区域的空气流量,而调节慢冷窑洞390内不同段的冷却速度。由于采用换热器原理,热交换件322将窑内制品与外部冷却空气隔开,冷却过程风机抽热且不影响慢冷窑洞390内气流,稳定了窑炉烧成制度,防止风惊和炸裂。
46.请参阅图3至图6,在一些实施例中,冷却带结构还包括连接慢冷窑体303的急冷窑体603。急冷窑体603具有连通慢冷窑洞390并用于冷却制品的急冷窑洞605,制品于急冷窑洞605内的冷却速率大于制品于慢冷窑洞390内的冷却速率。窑车30依次流经急冷窑洞605和慢冷窑洞390,从而实现对制品的有效冷却,防止风惊和炸裂。
47.请参阅图3至图4,可选地,急冷窑体603包括急冷窑顶601以及两急冷窑墙602。
48.请参阅图3至图4,在一些实施例中,急冷窑体603的两个侧壁均开设有急冷通风道501,急冷窑体603的顶部设有均连通各急冷通风道501的急冷入风孔502,急冷窑洞605的侧壁开设有多个间隔布置并连通急冷通风道501的急冷出风孔503。
49.可选地,高压冷风从急冷入风孔502流入急冷通风道501,并从急冷出风孔503流出急冷通风道501。
50.请参阅图3至图4,可选地,急冷出风孔503于急冷窑洞605的侧壁上呈列布置,并沿急冷窑体603的延伸路径间隔布置多列。急冷出风孔503的孔径范围为15~30mm,两相邻两列之间的间距范围为100~200mm。通过均匀设置多个细小的急冷出风孔503,可以形成急冷气幕从而对制品进行冷却。
51.请参阅图3至图4,在急冷窑洞605的两侧壁上设置大量均匀分布的急冷出风孔503,风机送入急冷通风道501的冷却风从各急冷出风孔503均匀吹入急冷窑洞605内,使冷却风量成倍增加,利用对流传热,大量带走窑内热量,使产品快速降温。同时,由于分散均匀送风,窑车30不同部位温度均匀。
52.请参阅图3至图4,同时,在急冷窑洞605的前端和急冷窑体603与慢冷窑体303的温度转变处,分别安装了热电偶801,进行实时监控。确保了转变温度的精确和稳定。有效避免了产品风惊和炸裂。冷却效率显著提高。
53.请参阅图3至图4,在一些实施例中,两急冷通风道501延伸至急冷窑体603的顶部并连通,急冷窑洞605的顶壁设有多个连通急冷通风道501的急冷出风孔503,且急冷窑洞605的顶壁呈拱面设置。
54.请参阅图3至图4,在急冷窑洞605的顶壁上设置大量均匀分布的急冷出风孔503,风机送入急冷通风道501的冷却风从各急冷出风孔503均匀吹入急冷窑洞605内,使冷却风量成倍增加,利用对流传热,大量带走窑内热量,使产品快速降温。同时,由于分散均匀送风,窑车30不同部位温度均匀。
55.请参阅图3至图4,可选地,急冷窑洞605的顶壁呈拱面设置,可以提高表面积,从而便于增加散热面积,以及增加急冷出风孔503的开设数量。
56.可选地,急冷出风孔503于急冷窑洞605的顶壁上呈列布置,并横向布置多列。
57.请参阅图3至图4,在一些实施例中,冷却带结构还包括位于急冷通风道501内的隔离板,隔离板横向布置于急冷窑体603的顶部,且所述隔离板的两端分别延伸至所述急冷窑体603的两侧壁。
58.可选地,隔离板空间上呈u字形,多个隔离板将急冷通风道501分割成多个独立的通风道单元5011,控制各通风道单元5011内冷却空气的流量,从而可以实现对不同急冷窑体603不同区域的冷却速率。
59.可选地,通风道单元5011内设置有密封板5012,通过密封板5012封盖预定数量的急冷出风孔503,从而调节通风道单元5011流向急冷窑洞605的冷却气体的流量。
60.可选地,急冷窑体603是夹层结构,内层为多晶棉材料制成,外层为板砖,内层和外层形成急冷通风道501。
61.请参阅图5至图6,在一些实施例中,冷却带结构还包括急冷出风管,急冷通风管506横向布置于急冷窑体603内,且急冷通风管506开设有多个急冷出风口,各急冷出风口沿急冷通风管506的轴向间隔布置。
62.请参阅图5至图6,可选地,急冷通风管506上急冷出风孔503的出风方向与水平面呈预定夹角设置,夹角的范围为20~60度。从急冷通风管506的出风方向与窑车30的运行方向相反,冷却气体从急冷通风管506射出并形成冷却气幕,从而可以将位于急冷窑洞605上
方的热空气压入下方,提高急冷窑洞605内温度分布的均匀性,从而使窑车30上下位置的制品温度基本相同,且可以均匀冷却,防止风惊和炸裂。
63.请参阅图5至图6,可选地,急冷通风管506间隔设置多个。
64.本发明还提出了一种隧道窑,该隧道窑包括冷却带结构,该冷却带结构的具体结构参照上述实施例,由于本隧道窑采用了上述所有实施例的全部技术方案,因此同样具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
65.在一些实施例中,隧道窑还包括预热带结构和烧成带结构,预热带结构、烧成带结构以及冷却带结构依次连接。可选地,窑车30依次经过预热带结构、烧成带结构以及冷却带结构。
66.可选地,急冷窑体603和慢冷窑体303均由耐火材料制成。
67.以上仅为本技术的可选实施例而已,并不用于限制本技术。对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。