1.本发明涉及烟盒技术领域,特别涉及一种自动化出烟智能烟盒结构装置及方法。
背景技术:
2.烟盒,是指装烟的盒子,现有传统烟盒多数都是厂家自带一次性包装,多半是纸盒包装,强度不好,容易压变形,每次拿取均须手工取烟,不太方便,是一个行业一直未解决的痛点问题,难以满足一些高质量要求的用户群体。
技术实现要素:
3.本发明的目的在于提供一种自动化出烟智能烟盒结构装置及方法,本装置界面简单,一键出烟、全自动化操作快捷方便,省时省力,科技感强,结构强度高,不易损坏,产品寿命长,提高了产品技术含量和产品质量,提升了产品市场竟争力,减少客户投诉,可树立良好的企业形象,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种自动化出烟智能烟盒结构装置,包括主壳体,所述主壳体的上端设置有出烟口和感应电路板,所述出烟口处设置有开门机构模组,所述开门机构模组位于感应电路板的上方,所述开门机构模组的外侧设置有顶壳,所述顶壳包覆在主壳体上,所述主壳体的背面设置有后壳,所述主壳体的前面设置有主板和电池,所述主板和电池电性连接,所述主板上设置有电源按键,所述电源按键贯穿前壳,所述前壳安装在主壳体的前面,所述主壳体的侧面设置有仓门,所述仓门通过开门支架和弹簧连接在主壳体上。
6.进一步地,所述主壳体内设置有抓烟出烟机构,抓烟出烟机构包括升降电机、升降丝杆、右抓烟轴、升降台、左抓烟轴、导向杆和平台,所述升降电机的输出轴通过联轴器安装有升降丝杆,所述升降丝杆螺纹连接有升降台,所述升降台活动连接在导向杆上,所述升降台的底部设置有平台,所述平台的一侧设置有右抓烟轴和左抓烟轴,所述右抓烟轴和左抓烟轴平行排列。
7.进一步地,所述抓烟出烟机构还包括抓烟电机、主齿轮、第一传动齿轮、过度齿轮、第二传动齿轮和连杆,所述抓烟电机的输出轴通过花键安装有主齿轮,所述主齿轮与第一传动齿轮啮合,所述第一传动齿轮安装在连杆上,所述第一传动齿轮上设置的连杆连接有右抓烟轴,所述第一传动齿轮与过度齿轮啮合,所述过度齿轮与第二传动齿轮啮合,所述第二传动齿轮安装在连杆上,所述第二传动齿轮上设置的连杆连接有左抓烟轴。
8.进一步地,所述开门机构模组包括开合电机、出烟门、推杆和传动丝杆,所述开合电机的输出轴通过联轴器连接有传动丝杆,所述传动丝杆螺纹连接有出烟门,所述出烟门上连接有推杆。
9.进一步地,所述仓门内设置有推烟机构,推烟机构为两组且左右设置,推烟机构包括卡扣、右推板、左推板、右推板支架、左推板支架、扭簧和销钉,所述仓门的下端通过扭簧和销钉连接有右推板支架和左推板支架,所述右推板支架上安装有右推板,所述左推板支
架上安装有左推板,所述仓门的上端设置有卡扣。
10.进一步地,所述感应电路板上设置有第一行程开关、第二行程开关、第三行程开关和光学传感器,所述第一行程开关、第二行程开关和第三行程开关并排设置在感应电路板的同一侧,所述光学传感器设置在感应电路板的另一侧,所述感应电路板的一侧设置有感应基板,所述感应基板上安装有感应传感器,所述光学传感器的数量为十三个,光学传感器分两组排列,每组的数量为六个,且另一个光学传感器放置在感应电路板的弧形开口槽处。
11.进一步地,所述开门支架的一端设置有斜面,所述开门支架上还设置有卡钩,所述卡钩卡入卡扣内。
12.进一步地,所述推杆靠近斜面的一端设置有倾斜面,所述开门支架通过推杆挤压斜面而移动。
13.进一步地,所述主板上设置有安装支架,所述电源按键安装在安装支架上,所述主板上还设置有第四行程开关和第五行程开关,所述第四行程开关和第五行程开关并排排列在主板的同一侧。
14.根据本发明的另一个方面,提供了一种自动化出烟智能烟盒结构装置的自动出烟方法,包括如下步骤:
15.s1:用户按下电源按键,开合电机通电正转带动传动丝杆正转,传动丝杆正转推动出烟门向后退8.5mm,出烟口刚好完全打开,直到出烟门顶到第二行程开关,开合电机停止工作;
16.s2:升降电机通电正转带动升降丝杆正转,升降丝杆正转带动升降台向上提升25mm,直到升降台上凸台顶到主板上的第四行程开关,升降电机停止工作;
17.s3:当用户取走香烟,感应基板上的感应传感器感应到香烟被取走,升降电机反转带动升降丝杆反转,直到升降台上凸台顶到主板上的第五行程开关,将升降台退回主壳体底部;
18.s4:开合电机通电反转带动传动丝杆反转,传动丝杆反转推动出烟门向前进8.5mm,直到完全关上出烟口,出烟门顶到第一行程开关为止。
19.与现有技术相比,本发明的有益效果是:
20.1、本发明的自动化出烟智能烟盒结构装置及方法,主壳体内设置有抓烟出烟机构,抓烟出烟机构包括升降电机、升降丝杆、右抓烟轴、升降台、左抓烟轴、导向杆和平台,升降电机通电正转带动升降丝杆旋转时,利用升降丝杆外螺纹旋转时产生的扭力推动升降台对应的内螺纹向上运动达到控制升降台向上提升的目的,相反当升降电机通电反转时带动升降丝杆推动升降台向下运动,达到控制升降台向下下降的目的,便于将平台上的香烟提升到主壳体外部或下降回到主壳体内部。
21.2、本发明的自动化出烟智能烟盒结构装置及方法,抓烟出烟机构还包括抓烟电机、主齿轮、第一传动齿轮、过度齿轮、第二传动齿轮和连杆,第一传动齿轮上设置的连杆连接有右抓烟轴,第二传动齿轮上设置的连杆连接有左抓烟轴,当右抓烟轴正转时,右排香烟推进,由于基数齿轮组的反作用力,左抓烟轴往相同的方向转动将左排香烟向后推赶,以此更利于右排香烟更顺利推进向前滚动到平台上,相反如果是左抓烟轴反转则左排香烟推进,右排后退,以此通过控制抓烟电机的正反转即可控制左右排香烟推进的顺序。
22.3、本发明的自动化出烟智能烟盒结构装置及方法,开门机构模组包括开合电机、
出烟门、推杆和传动丝杆,开合电机的输出轴通过联轴器连接有传动丝杆,传动丝杆螺纹连接有出烟门,出烟门上连接有推杆,开合电机通电正转带动传动丝杆正转,出烟门对应处设有相匹配的内螺纹,传动丝杆正转带动螺纹推动出烟门向后退8.5mm左右,稍大于一根香烟直径的距离,出烟口刚好完全打开,关闭出烟口时,开合电机通电反转带动传动丝杆反转,传动丝杆反转推动出烟门向前进8.5mm左右直到完全关上出烟口。
23.4、本发明的自动化出烟智能烟盒结构装置及方法,仓门内设置有推烟机构,推烟机构为两组且左右设置,推烟机构包括卡扣、右推板、左推板、右推板支架、左推板支架、扭簧和销钉,右推板和左推板的主要作用是将香烟向前推动,当右抓烟轴将右排第一根香烟推进向前滚动到平台上时,右推板将右排后面香烟向前推一根香烟的位置,依次类推,直到主壳体内香烟出完。
24.5、本发明的自动化出烟智能烟盒结构装置及方法,开门支架的一端设置有斜面,开门支架上还设置有卡钩,卡钩卡入卡扣内,推杆靠近斜面的一端设置有倾斜面,开门支架通过推杆挤压斜面而移动,开合电机通电正转带动传动丝杆正转,推动出烟门向后退13mm左右,直到出烟门顶到第三行程开关为止停,这时出烟门上的推杆顶开门支架上的斜面,将开门支架向下压,同时开门支架上的卡钩逐步向上抬起,这时随着推杆推进的距离越大,开门支架向下压距离越多,卡钩逐步向上抬起的距离也越多,压到一定位置时,卡钩抬起的距离完全脱离开仓门的卡扣,仓门受扭簧的反弹力就可以自动打开了,推开仓门。
附图说明
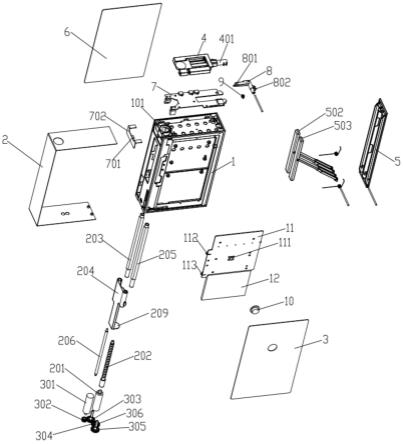
25.图1为本发明的自动化出烟智能烟盒结构装置的分解图;
26.图2为本发明的自动化出烟智能烟盒结构装置的工作原理示意图;
27.图3为本发明的出烟口关闭状态的立体示意图;
28.图4为本发明的出烟口关闭状态的俯视图;
29.图5为本发明的出烟口关闭状态的剖面正视图;
30.图6为本发明的出烟口打开状态的立体示意图;
31.图7为本发明的出烟口打开状态的俯视图;
32.图8为本发明的仓门关闭状态的剖面正视图;
33.图9为本发明的仓门打开状态的剖面正视图;
34.图10为本发明的底部齿轮传动机构的示意图;
35.图11为本发明的右排香烟进烟的示意图;
36.图12为本发明的左排香烟进烟的示意图;
37.图13为本发明的出烟后的状态示意图;
38.图14为本发明的推烟机构的分解图;
39.图15为本发明的感应电路板的俯视立体图;
40.图16为本发明的感应电路板的仰视立体图;
41.图17为本发明的另一实施例的仓门关闭状态的示意图;
42.图18为本发明的另一实施例的仓门打开状态的示意图。
43.图中:1、主壳体;101、出烟口;2、顶壳;201、升降电机;202、升降丝杆;203、右抓烟轴;204、升降台;205、左抓烟轴;206、导向杆;209、平台;3、前壳;301、抓烟电机;302、主齿
轮;303、第一传动齿轮;304、过度齿轮;305、第二传动齿轮;306、连杆;4、开门机构模组;401、开合电机;402、出烟门;403、推杆;404、传动丝杆;5、仓门;501、卡扣;502、右推板;503、左推板;504、右推板支架;505、左推板支架;506、扭簧;508、销钉;6、后壳;7、感应电路板;701、感应传感器;702、感应基板;703、第一行程开关;704、第二行程开关;705、第三行程开关;706、光学传感器;8、开门支架;801、斜面;802、卡钩;9、弹簧;10、电源按键;11、主板;111、安装支架;112、第四行程开关;113、第五行程开关;12、电池。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.实施例一
46.参阅图1-图2,一种自动化出烟智能烟盒结构装置,包括主壳体1,主壳体1的上端设置有出烟口101和感应电路板7,出烟口101处设置有开门机构模组4,开门机构模组4位于感应电路板7的上方,开门机构模组4的外侧设置有顶壳2,顶壳2包覆在主壳体1上,主壳体1的背面设置有后壳6,主壳体1的前面设置有主板11和电池12,主板11和电池12电性连接,主板11上设置有电源按键10,电源按键10贯穿前壳3,前壳3安装在主壳体1的前面,主壳体1的侧面设置有仓门5,仓门5通过开门支架8和弹簧9连接在主壳体1上,主板11上设置有安装支架111,电源按键10安装在安装支架111上,主板11上还设置有第四行程开关112和第五行程开关113,第四行程开关112和第五行程开关113并排排列在主板11的同一侧。
47.利用高强度塑胶或金属等材质做成一个坚固耐用的用于容纳香烟的烟盒,在烟盒内设置一整套的自动化抓烟出烟机构和开门机构模组4,结合多种传感器和多个行程开关的软硬件设计及自动化机构的多个电机进行合理控制,实现可连续自动出烟的功能,再通过传感器将烟盒内香烟的数量实时传送到手机app,让用户实时了解烟盒内香烟数量,合理自我管控每天吸烟数量,以达到保护用户身心健康的目的。
48.主壳体1内设置有抓烟出烟机构,抓烟出烟机构包括升降电机201、升降丝杆202、右抓烟轴203、升降台204、左抓烟轴205、导向杆206和平台209,升降电机201的输出轴通过联轴器安装有升降丝杆202,升降丝杆202螺纹连接有升降台204,升降台204活动连接在导向杆206上,导向杆206的主要作用是通过穿过升降台204上的导向孔,使升降台204只能上下运动,用于控制升降台204顺利上下运动导向,升降台204的底部设置有平台209,平台209的一侧设置有右抓烟轴203和左抓烟轴205,右抓烟轴203和左抓烟轴205平行排列,右抓烟轴203和左抓烟轴205为五边形或其他多边形,菱面内弧面或平面。
49.升降电机201的主要作用是用于控制升降台204的升降,达到将香烟提升到主壳体1外部方便用户使用的目的,升降丝杆202的主要作用是配合升降电机201控制升降台204的升降,升降丝杆202上设有外螺纹,与升降台204上对应的内螺纹相互匹配,当升降电机201通电正转带动升降丝杆202旋转时,利用升降丝杆202外螺纹旋转时产生的扭力推动升降台204对应的内螺纹向上运动达到控制升降台204向上提升的目的,相反当升降电机201通电反转时带动升降丝杆202推动升降台204向下运动,达到控制升降台204向下下降的目的,升
降台204的主要作用是利用升降丝杆202外螺纹推动内螺纹向上或向下运动,用于提升或下降升降台204,便于将升降台204上设置的平台209上的香烟提升到主壳体1外部或下降回到主壳体1内部。
50.参阅图10-图13,抓烟出烟机构还包括抓烟电机301、主齿轮302、第一传动齿轮303、过度齿轮304、第二传动齿轮305和连杆306,抓烟电机301的输出轴通过花键安装有主齿轮302,主齿轮302与第一传动齿轮303啮合,第一传动齿轮303安装在连杆306上,第一传动齿轮303上设置的连杆306连接有右抓烟轴203,第一传动齿轮303与过度齿轮304啮合,过度齿轮304与第二传动齿轮305啮合,第二传动齿轮305安装在连杆306上,第二传动齿轮305上设置的连杆306连接有左抓烟轴205。
51.右抓烟轴203和左抓烟轴205的主要作用是通过相互正转或反转带动主壳体1内右排香烟或左排香烟向前滚动到升降台204上设置的平台209上,当右抓烟轴203正转时,右排香烟推进,由于基数齿轮组的反作用力,左抓烟轴205往相同的方向转动将左排香烟向后推赶,以此更利于右排香烟更顺利推进向前滚动到平台209上,相反如果是左抓烟轴205反转则左排香烟推进,右排后退,以此通过控制抓烟电机301的正反转即可控制左右排香烟推进的顺序,抓烟电机301的主要作用是用于传动抓烟,抓烟电机301通过转动主齿轮302,带动第一传动齿轮303和第二传动齿轮305正转或反转,可控制选取右排香烟或左排香烟第一根推进向前滚动到平台209上,过度齿轮304主要作用是连接第一传动齿轮303和第二传动齿轮305,使其两者能朝同一方向相互联动。
52.参阅图3-图9,开门机构模组4包括开合电机401、出烟门402、推杆403和传动丝杆404,开合电机401的输出轴通过联轴器连接有传动丝杆404,传动丝杆404螺纹连接有出烟门402,出烟门402上连接有推杆403。
53.参阅图14,仓门5内设置有推烟机构,推烟机构为两组且左右设置,推烟机构包括卡扣501、右推板502、左推板503、右推板支架504、左推板支架505、扭簧506和销钉508,仓门5的下端通过扭簧506和销钉508连接有右推板支架504和左推板支架505,右推板支架504上安装有右推板502,左推板支架505上安装有左推板503,仓门5的上端设置有卡扣501。
54.右推板502和左推板503的主要作用是将香烟向前推动,当右抓烟轴203将右排第一根香烟推进向前滚动到平台209上时,右推板502将右排后面香烟向前推一根香烟的位置,依次类推,直到主壳体1内香烟出完,扭簧506的主要作用是给整个推烟机构提供向前推动的动力,销钉508的主要作用是用于将右推板支架504和左推板支架505及扭簧506固定在仓门5的对应位置上。
55.参阅图15-图16,感应电路板7上设置有第一行程开关703、第二行程开关704、第三行程开关705和光学传感器706,第一行程开关703、第二行程开关704和第三行程开关705并排设置在感应电路板7的同一侧,光学传感器706设置在感应电路板7的另一侧,感应电路板7的一侧设置有感应基板702,感应基板702上安装有感应传感器701,光学传感器706的数量为十三个,光学传感器706分两组排列,每组的数量为六个,且另一个光学传感器706放置在感应电路板7的弧形开口槽处,光学传感器706用于感应主壳体1腔体内香烟的数量。
56.自动出烟流程:在主壳体1内装有香烟的情况下,当用户按下电源按键10时,中央处理单元发出一个开出烟口101指令,开合电机401通电正转带动传动丝杆404正转,出烟门402对应处设有相匹配的内螺纹,传动丝杆404正转带动螺纹推动出烟门402向后退8.5mm左
右,稍大于一根香烟直径的距离,出烟口101刚好完全打开,直到出烟门402顶到第二行程开关704,开关导通将信号反馈到中央处理单元,开合电机401停止工作,同时中央处理单元给出一个出烟指令给升降电机201,升降电机201通电正转带动升降丝杆202正转,升降丝杆202正转通过升降台204内螺纹将升降台204向上提升25mm左右,直到升降台204上凸台顶到主板11上的第四行程开关112并导通反馈一个指令给中央处理单元,升降电机201停止工作,当用户取走香烟,感应基板702上的感应传感器701感应到香烟被取走,反馈一个信号给中央处理单元,中央处理单元发出下降返回指令,升降电机201反转,通过带动升降丝杆202反转直到凸台顶到主板11上的第五行程开关113并导通,将升降台204退回主壳体1底部,第五行程开关113导通后反馈一个信号给中央处理单元,这时中央处理单元发出一个关闭出烟口101的指令和一个抓烟的指令,关闭出烟口101时,开合电机401通电反转带动传动丝杆404反转,传动丝杆404反转推动出烟门402向前进8.5mm左右直到完全关上出烟口101,出烟门402顶到第一行程开关703为止,抓烟时,抓烟电机301通电反转,抓烟电机301反转带动主齿轮302一起反转,主齿轮302反转带动第一传动齿轮303和右抓烟轴203正转,同时带动过度齿轮304反转且第二传动齿轮305和左抓烟轴205正转,右抓烟轴203正转将右排香烟第一根传动直到滚入平台209上,同时左抓烟轴205正转将左排第一根香烟往后赶便于右排的第一根香烟更顺利滚入平台209上,当感应传感器701感应到平台209上有烟后,发出一个信号给中央处理单元,抓烟电机301停止工作,由于右排第一根烟被抓走,右排后面的香烟由于扭簧506的扭力通过右推板支架504推右推板502推动向前进一根烟直径距离补上前方缺口,由于右排补走减少一根,这时光学传感器706将信息反馈给中央处理单元实时计数和显示系统,下一次则执行左排补烟交替达到两侧相对数量均匀的效果,这时平台209上有烟等待用户按下一支出烟指令,依次往复交替操作直到主壳体1内烟出完,在执行过程中假如右排执行完一次抓烟流程后,感应传感器701感应到平台209上没有抓取到有烟,那么中央处理单元给抓烟电机301一个正转抓烟指令,这时主齿轮302正转带动第一传动齿轮303和右抓烟轴203反转,过度齿轮304正转,第二传动齿轮305和左抓烟轴205也反转,这时同上理左排第一根烟往平台209上补进,依次交替补3个循环,直到平台209上有烟,3个循环后都补不到烟,说明盒内没烟了,提示用户往盒内装补烟。
57.开门支架8的一端设置有斜面801,开门支架8上还设置有卡钩802,卡钩802卡入卡扣501内,推杆403靠近斜面801的一端设置有倾斜面,开门支架8通过推杆403挤压斜面801而移动。
58.仓门5开启流程:长按电源按键10五秒,中央处理单元给开合电机401一个打开仓门的指令,开合电机401通电正转带动传动丝杆404正转,推动出烟门402向后退13mm左右,直到出烟门402顶到第三行程开关705为止停,这时出烟门402上的推杆403顶开门支架8上的斜面801,将开门支架8向下压,同时开门支架8上的卡钩802逐步向上抬起,这时随着推杆403推进的距离越大,开门支架8向下压距离越多,卡钩802逐步向上抬起的距离也越多,压到一定位置时,卡钩802抬起的距离完全脱离开仓门5的卡扣501,仓门5受扭簧506的反弹力就可以自动打开了,推开仓门,中央处理单元自动给开合电机401一个自动关闭仓门的指令,开合电机401通电反转返回直到完全关闭仓门。
59.开合电机401通电正转带动传动丝杆404正转,传动丝杆404正转推动出烟门402向后退,使出烟口101刚好完全打开,开合电机401停止工作,升降电机201通电正转带动升降
丝杆202正转,升降丝杆202正转带动升降台204向上提升,使香烟凸出主壳体1,升降电机201停止工作,用户取走香烟,升降电机201反转带动升降丝杆202反转,升降丝杆202反转带动升降台204向下移动复位,至升降台204退回主壳体1底部,开合电机401通电反转带动传动丝杆404反转,传动丝杆404反转推动出烟门402向前进,直完全关上出烟口101,香烟取走后,对主壳体1内的香烟进行抓烟,使香烟补进到升降台204上,此时抓烟电机301通电反转,抓烟电机301反转带动主齿轮302一起反转,主齿轮302反转带动第一传动齿轮303和右抓烟轴203正转,同时带动过度齿轮304反转且第二传动齿轮305和左抓烟轴205正转,右抓烟轴203正转将右排香烟第一根传动直到滚入平台209上,开合电机401通电正转带动传动丝杆404正转,传动丝杆404正转推动出烟门402向后退,使出烟口101刚好完全打开,开合电机401停止工作,升降电机201通电正转带动升降丝杆202正转,升降丝杆202正转带动升降台204向上提升,使香烟凸出主壳体1,升降电机201停止工作,用户取走香烟,升降电机201反转带动升降丝杆202反转,升降丝杆202反转带动升降台204向下移动复位,至升降台204退回主壳体1底部,开合电机401通电反转带动传动丝杆404反转,传动丝杆404反转推动出烟门402向前进,直完全关上出烟口101,香烟取走后,对主壳体1内的香烟进行抓烟,使香烟补进到升降台204上,此时抓烟电机301通电正转,抓烟电机301正转带动主齿轮302一起正转,主齿轮302正转带动第一传动齿轮303和右抓烟轴203反转,同时带动过度齿轮304正转且第二传动齿轮305和左抓烟轴205反转,左抓烟轴205反转将左排香烟第一根传动直到滚入平台209上,如此循环。
60.为了更好的展现自动化出烟智能烟盒结构装置的自动出烟流程,本实施例现提出一种自动化出烟智能烟盒结构装置的自动出烟方法,包括如下步骤:
61.s1:用户按下电源按键10,开合电机401通电正转带动传动丝杆404正转,传动丝杆404正转推动出烟门402向后退8.5mm,出烟口101刚好完全打开,直到出烟门402顶到第二行程开关704,开合电机401停止工作;
62.s2:升降电机201通电正转带动升降丝杆202正转,升降丝杆202正转带动升降台204向上提升25mm,直到升降台204上凸台顶到主板11上的第四行程开关112,升降电机201停止工作;
63.s3:当用户取走香烟,感应基板702上的感应传感器701感应到香烟被取走,升降电机201反转带动升降丝杆202反转,直到升降台204上凸台顶到主板11上的第五行程开关113,将升降台204退回主壳体1底部;
64.s4:开合电机401通电反转带动传动丝杆404反转,传动丝杆404反转推动出烟门402向前进8.5mm,直到完全关上出烟口101,出烟门402顶到第一行程开关703为止。
65.该自动化出烟智能烟盒结构装置的自动化抓烟出烟机构用于自动烟盒或其它自动出料机构,如自动出餐具筷子等其他产品。
66.实施例二
67.参阅图17-图18,该自动化出烟智能烟盒结构装置与实施例一的区别为仓门启闭方式的不同。
68.综上所述,本发明的自动化出烟智能烟盒结构装置及方法,界面简单,一键出烟、全自动化操作快捷方便,省时省力,科技感强,解决了传统烟盒强度不高和每次需要手动取烟使用不方便的问题,结构强度高,不易损坏,产品寿命长,相比传统烟盒,该自动化出烟智
能烟盒结构装置新颖,提高了产品技术含量和产品质量,提升了产品市场竟争力,减少客户投诉,可树立良好的企业形象。
69.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
