1.本发明涉及工业缝纫机设备技术领域,具体是一种用于约克缝制的上约克缝制设备。
背景技术:
2.牛仔裤一般采用牛仔布等靛蓝色水洗面料制成,前身裤片无裥,后身裤片无省,门里襟装拉链,前身裤片左右各设有一只斜袋,后片有尖形贴腰的两个贴袋,袋口接缝处钉有金属铆钉并压有明线装饰,具有耐磨、耐脏,穿着贴身、舒适等特点。牛仔裤作为一种男女穿用的便裤,可谓是一年四季永不凋零的明星,被列为“百搭服装之首”。牛仔裤的面料和花色也越来越多,比如直筒裤和微喇叭裤能让腿粗的女人显得健美修长,紧身裤能让胖女人变得苗条、瘦女人变得性感等。牛仔裤上的约克是指牛仔裤后幅连接腰头与后幅裤身的裁片,一般为斜形裁片,约克的弧形效果加上降低后袋可以突出臀部翘起的效果,比较性感,起到美观效果。
技术实现要素:
3.本发明的目的是提供一种结构简单,用于牛仔裤约克缝制的上约克缝制设备。
4.实现本发明目的的基本技术方案是:一种缝制设备,包括工作台组件、缝制机头、后幅裤身送料组件、约克送料组件和卷边组件。工作台组件包括机架、第一台板、第一工作面板、第二台板和第二工作面板。第一台板沿左右向水平固定设置在机架的上部前部上,第一工作面板沿左右向水平固定设置在第一台板的上侧后部上。第二台板水平固定设置在机架的上部右部上,位于第一台板的后方且低于第一台板。第二工作面板水平固定设置在第二台板的前部上。约克上升台板固定设置在机架上,位于第二工作面板的左侧,呈右低左高倾斜设置,其右端与第二工作面板的左端相接。缝制机头固定设置在机架上。后幅裤身送料组件设置在机架上,后幅裤身送料组件将后幅裤身从第一工作面板自右向左输送。其结构特点是:工作台组件还包括约克上升台板,约克上升台板固定设置在机架上,位于第二工作面板的左侧,呈右低左高倾斜设置,其右端与第二工作面板的左端相接;约克送料组件设置在机架的右部上,约克送料组件将约克布料自右向左输送。卷边组件设置在机架上,位于后幅裤身送料组件和约克送料组件之间。后幅裤身送料组件在将后幅裤身自右向左输送时被卷边组件卷边,约克送料组件在将约克布料自右向左输送时被卷边组件卷边,卷边组件使后幅裤身和约克布料卷边后相互包覆在一起,由缝制机头将后幅裤身和约克布料相互卷边包覆的部分缝制在一起。
5.进一步的,为了保持约克布料前侧的定位准确,还设置约克扒料组件;约克扒料组件包括扒料轮;第二工作面板的前部沿左右向竖直设有定位靠板部;扒料轮带动约克布料向前贴合在定位靠板部上。
6.进一步的,约克扒料组件还包括约克驱动座、扒料驱动气缸、扒料升降臂、检测光眼和检测反光板;约克驱动座固定设置在第二台板的上侧上,扒料驱动气缸由其缸体转动
设置在约克驱动座上,其转动轴线平行于第二台板;扒料升降臂的左端转动连接在约克驱动座上,其转动轴线平行于扒料驱动气缸的缸体的转动轴线;扒料驱动气缸的活塞杆向下伸出,活塞杆的端头铰接连接在扒料升降臂的中部上,从而由扒料驱动气缸驱动扒料升降臂的右端抬起或下降;扒料轮转动设置在扒料升降臂的右端上,其转动轴线平行于第二台板,所述转动轴线与约克布料从右至左的前进方向的夹角为5至40度,检测光眼固定设置在第二工作面板的前侧左部上,检测反光板固定设置在第一工作面板的后侧下部上,与检测光眼相配合,检测光眼用于检测约克布料。自动化程度较高,提高可靠性。
7.进一步的,为了调高包覆质量,卷边组件包括进料板、第一壁板、第二壁板、第一折料板、第三壁板、第四壁板和第二折料板。进料板沿左右向水平设置,在机架的中部上,上表面与第一工作面板相平,其前部位于第一工作面板中,后部向后伸出第一工作面板外。第二壁板沿左右向竖直设置在进料板的后部边缘下侧上,第二壁板的下部呈右低左高的倾斜设置。第二折料板设置在第二壁板的下部边缘前侧上,呈与第二壁板的下部倾斜设置的边缘相应的右低左高的倾斜设置。第四壁板沿左右向竖直设置在第二折料板的前部边缘下侧上,第四壁板的下部呈右低左高的倾斜设置。第一折料板设置在第四壁板的下部边缘后侧上,呈与第四壁板的下部倾斜设置的边缘相应的右低左高的倾斜设置。第一壁板沿左右向竖直设置在第一折料板的后部边缘上侧上,第一壁板的上部呈水平设置,第一壁板与第二壁板之间形成裤身进料通道。第一壁板的右端设有向后弯曲的裤身导向部。第三壁板沿左右向竖直设置在进料板的下侧中部上,其下边缘呈与第一折料板的右低左高的倾斜设置相应的倾斜设置。第三壁板与第四壁板之间形成约克进料通道。第三壁板的右端设有向前弯曲的约克导向部。第一折料板的左端上侧与第二折料板的左端下侧形成水平的约克出料口。第二折料板的左端上侧与进料板的左端下侧形成水平的裤身出料口。
8.进一步的,卷边组件还包括第一导杆和第二导杆;第一导杆固定设置在裤身导向部上,位于第一壁板的后方,呈右后高左前低的倾斜设置,右端高于进料板,左端低于进料板。第二导杆固定设置在约克导向部上,呈右前低左后高的倾斜设置,右端低于第二工作面板,左端高于第一折料板的最低处。
9.进一步的,卷边组件的第一导杆为空心气管,第一导杆沿其轴线设有一组开孔向前下方的吹气孔。第二导杆为空心气管,第二导杆沿其轴线设有一组开孔向后上方的吹气孔。
10.进一步的,为了保证送料平整,后幅裤身送料组件包括第一上送料同步带、第一送料电机、第一上同步带轮、第二上同步带轮、压紧装置和上送料安装架。压紧装置有两组,两组压紧装置的结构相同,均包括弹性压片、弹片挡杆、手旋螺母和吊架。上送料安装架通过两个鱼眼接头呈上下滑动设置在相应一组压紧装置的吊架,且上下滑动的轴线可以通过鱼眼接头摆动。
11.两组压紧装置分别设置在缝制机头的左右两侧。弹性压片前端固定设置在上送料安装架上,弹片挡杆固定设置在吊架上。弹性压片的后端从上向下压在弹片挡杆上。手旋螺母旋合设置在吊架上,下端从上向上顶住弹性压片的相应部位。
12.第一送料电机固定设置在机架上,位于缝制机头的左侧。第一上同步带轮转动设置在上送料安装架的左部上,第一送料电机通过相应的联轴器和驱动轴驱动第一上同步带轮转动。第二上同步带轮转动设置在上送料安装架的右部上。第一上同步带轮围绕第一上
同步带轮和第二上同步带轮设置。第一送料电机驱动第一上送料同步带转动送料。
13.进一步的,后幅裤身送料组件还包括第二上送料同步带、第三上同步带轮、拖轮同步带轮、拖轮和同步带轮组。第三上同步带轮转动设置在上送料安装架的中部上。
14.第一上同步带轮围绕第一上同步带轮和第二上同步带轮设置,且与第三上同步带轮相配合传动。第二上送料同步带围绕第二上同步带轮和第三上同步带轮设置。
15.拖轮同步带轮和拖轮通过同一转动轴转动设置在上送料安装架上,位于第三上同步带轮的左侧,拖轮同步带轮与第一上同步带轮相配合,第一上同步带轮转动时带动拖轮同步带轮转动。
16.上同步带轮组有两组,一组上同步带轮组设置在第二上同步带轮和第三上同步带轮之间,该组上同步带轮组的各同步带轮均通过各自相应的扭簧转动设置在上送料安装架上,扭簧给同步带轮向下的力,使同步带轮能与第一上送料同步带和第二上送料同步带始终保持良好的接触。另一组上同步带轮组设置在第一上同步带轮和拖轮同步带轮之间,该组上同步带轮组的各同步带轮均通过各自相应的扭簧转动设置在上送料安装架上,扭簧给同步带轮向下的力,使同步带轮能与第一上送料同步带始终保持良好的接触。
17.进一步的,为了保证约克布料进料平整,约克送料组件包括下送料同步带、第一下同步带轮、第二下同步带轮、第二送料电机、压紧轮、下同步带轮组和下送料安装座。第二工作面板的前部沿左右向竖直设有定位靠板部。
18.第二送料电机固定设置在机架的右部上。第一下同步带轮转动设置在下送料安装座的右部上,其转动轴线沿前后向水平设置,第二送料电机通过相应的联轴器和驱动轴驱动第一下同步带轮转动。第二下同步带轮转动设置在下送料安装座的左部上,其转动轴线沿前后向水平设置,且第二下同步带轮的转动轴线高于第一下同步带轮的转动轴线。第二下同步带轮的转动轴线与第一下同步带轮的转动轴线所在的平面呈左高右低倾斜设置。下送料同步带围绕第一下同步带轮和第二下同步带轮设置,下送料同步带位于约克上升台板的前侧,其上表面与约克上升台板的上表面相平。压紧轮转动设置在卷边组件上,与下送料同步带相配合。下同步带轮组的各同步带轮均通过各自相应的扭簧转动设置在下送料安装座上,扭簧给同步带轮向上的力,使同步带轮能与下送料同步带始终保持良好的接触。下送料安装座滑动设置在机架上,其滑动方向垂直于第二下同步带轮的转动轴线与第一下同步带轮的转动轴线所在的平面。
19.进一步的,为了方便维修和保养,还包括调节工作台。调节工作台包括机头安装板、第一导向组件和旋钮柱塞。第一导向组件包括两个直线导轨,两个直线导轨从左至右依次固定设置在机架的后部左部上,两个直线导轨均由其各自的导轨沿前后向固定设置在机架上,每个直线导轨上均设有两个滑块。机头安装板固定设置在两个直线导轨的四个滑块上。旋钮柱塞固定设置在机头安装板上,其柱塞向下穿过机头安装板后伸入位于右的直线导轨的导轨上侧的相应的定位孔中。
20.进一步的,为了有效切断连线,还包括切线组件。切线组件包括机头连接盖板、定刀、动刀、定刀安装座、动刀安装座、动刀连接座、动刀驱动气缸、动刀导向组件和动刀压紧组件。
21.机头连接盖板固定设置在缝制机头上,位于缝制机头的出料方向的一侧,其上表面与缝制机头的机头台板相平,机头连接盖板上设有贯穿其上下的切料孔。定刀安装座固
定设在机头连接盖板的下侧上,定刀固定设置在定刀安装座的右部上,位于机头连接盖板的切料孔中。动刀连接座固定设置在缝制机头的上部左侧上。动刀导向组件采用直线导轨,由动刀驱动气缸驱动动刀沿动刀导向组件上下运动,与下方的定刀形成剪切动作。动刀沿左右向滑动设置在动刀安装座上。动刀压紧组件包括压紧弹簧和压紧螺栓,压紧螺栓从左向右穿过动刀后旋合在动刀安装座上,压紧弹簧设置在压紧螺栓上,位于压紧螺栓的头部与动刀之间,将动刀向右压住。动刀的后部设有导向部,导向部的右侧设有导向斜面,导向斜面呈右高左低设置,导向斜面始终与定刀的刀刃相接触。从而动刀通过动刀压紧组件弹性设置在动刀安装座上,保持良好的接触,确保有效切断连线。
22.进一步的,还包括收料组件。收料组件包括放料座、推料板、吹料气管、推料驱动气缸和推料气缸导向组件。
23.放料座固定设置在机架的左部前部上。推料驱动气缸由其缸体固定设置在机架的左部上,位于放料座的后方,其活塞杆向前伸出,与推料板固定连接。推料气缸导向组件包括1个或2个圆柱轴,各圆柱轴桶通过相应的直线轴承沿前后向滑动设置在机架上,各个圆柱轴的前端通过相应的法兰固定连接在推料板的后侧上。从而由推料驱动气缸驱动推料板前后运动。吹料气管沿左右向水平固定设置在推料板的上部上,吹料气管沿其轴向设有一组开孔向前的吹气孔。
24.进一步的,为了保证后幅裤身送料的直线性和一致性,还包括辅助送料组件。辅助送料组件包括辅助送料同步带、辅助送料第一同步带轮、辅助送料第二同步带轮、辅助送料电机、辅助送料驱动同步带轮、辅助送料从动同步带轮、辅助送料驱动同步带和出料导向板。辅助送料第一同步带轮和辅助送料从动同步带轮同轴转动设置在机架的左部前端上。辅助送料电机固定设置在机架的左部上,辅助送料驱动同步带轮传动设置在辅助送料电机的电机轴上,辅助送料驱动同步带围绕辅助送料驱动同步带轮和辅助送料从动同步带轮设置。辅助送料第二同步带轮转动设置在机架的右部上,辅助送料同步带围绕辅助送料第一同步带轮和辅助送料第二同步带轮设置,辅助送料同步带的上表面与第一台板的上表面相平,位于第一台板的前方。出料导向板固定设置在机架的前侧左部上,位于辅助送料同步带中间,其前部右部设有导向斜面,导向斜面成右部向后,左部向前倾斜设置,导向斜面的右端位于辅助送料同步带中,出料导向板的左部向前伸出辅助送料同步带外。
25.本发明具有以下的有益效果:(1)本发明的缝制设备结构简单,用于牛仔裤的约克缝制,并完成收料,自动化程度较高,有利于提高生产效率。
26.(2)本发明的缝制设备设有调节工作台,便于缝制机头前后移动,方便维修和保养。
27.(3)本发明的缝制设备的后幅裤身送料组件的上送料安装架通过两个鱼眼接头呈上下滑动设置在吊架,且上下滑动的轴线可以通过鱼眼接头摆动,从而能实现自动调节适应不同的布料厚度的变化,通过两组压紧装置向下压紧在布料上,确保输送过程中不易打滑,送料可靠。
28.(4)本发明的缝制设备的后幅裤身送料组件设有拖轮,一方面保证布料缝制时的平整,另一方面有利于布料进入切线组件中。
29.(5)有的约克布料前侧是有弧度的,本发明的缝制设备设有约克扒料组件,从而保证约克布料前侧的定位准确,始终向前靠边对齐,保证送料的质量,使后幅裤身与约克布料
良好的卷边包覆。
30.(6)本发明的缝制设备的卷边组件能使后幅裤身与约克布料相互卷边包覆在一起,结构简单,使用可靠。
31.(7)本发明的缝制设备设有切线组件,有利于提高设备的自动化程度,切线组件还设有废料吸风管,能将剪切产生的碎屑进行收集,提升工作环境的洁净程度,减少污染。
32.(8)本发明的缝制设备设有收料组件,能将缝制好的后幅裤身与约克布料进行收纳堆集。
33.(9)本发明的缝制设备设有辅助送料组件,有利于提升送料的准确性,提高卷边缝制质量,保证后幅裤身送料的直线性和一致性,避免后幅裤身倾斜导致卷边宽度不一致。
附图说明
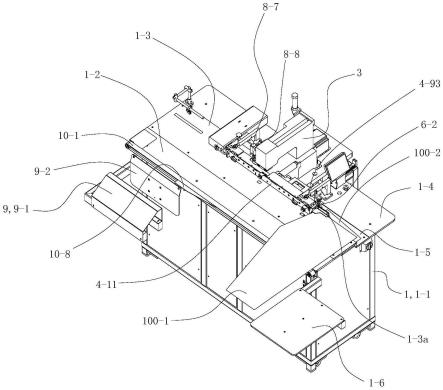
34.图1为本发明的缝制设备的结构示意图。
35.图2为图1的后视示意图。
36.图3为图1的左视示意图。
37.图4为图1的右视示意图。
38.图5为图1的俯视示意图。
39.图6为从图1的左前上方观察时的示意图。
40.图7为从图1的右后上方观察时的示意图。
41.图8为从图1的右前上方观察时的示意图。
42.图9为从图1的左后上方观察时去掉缝制机头后的结构示意图。
43.图10为从图1的后方观察时后幅裤身送料组件的放大示意图。
44.图11为从图1的右前下方观察时后幅裤身送料组件的放大示意图。
45.图12为从图1的左后上方观察时后幅裤身送料组件的放大示意图。
46.图13为从图1的后方观察时约克送料组件的放大示意图。
47.图14为从图1的右后上方观察时约克送料组件和卷边组件的放大示意图。
48.图15为图1中的卷边组件的放大结构示意图。
49.图16为从图1的左方观察时卷边组件的放大结构示意图。
50.图17为从图1的右方观察时卷边组件的放大结构示意图。
51.图18为从图1的左后上方观察时卷边组件的放大结构示意图。
52.图19为从图1的右后上方观察时约克扒料组件的放大结构示意图。
53.图20为从图1的左前上方观察时切线组件的放大结构示意图。
54.图21为从图1的右后上方观察时切线组件的放大结构示意图。
55.图22为图1的左前上方观察时切线组件的动刀的放大结构示意图。
56.图23为从图1的右后上方观察时收料组件和辅助送料组件的放大结构示意图。
57.附图中的标号为:工作台组件1,机架1-1,第一台板1-2,第一工作面板1-3,上定位靠板1-3a,第二台板1-4,第二工作面板1-5,定位靠板部1-5a,放料台板1-6,约克上升台板1-7,调节工作台2,机头安装板2-1,第一导向组件2-2,旋钮柱塞2-3,缝制机头3,后幅裤身送料组件4,第一上送料同步带4-1,第二上送料同步带4-2,第一送料电
机4-3,第一上同步带轮4-4,第二上同步带轮4-5,第三上同步带轮4-6,拖轮同步带轮4-7,拖轮4-8,压紧装置4-9,弹性压片4-91,手旋螺母4-93,吊架4-94,上同步带轮组4-10,上送料安装架4-11,出料压板4-12,约克送料组件5,下送料同步带5-1,第一下同步带轮5-2,第二下同步带轮5-3,第二送料电机5-4,压紧轮5-5,下同步带轮组5-6,下送料安装座5-7,约克扒料组件6,约克驱动座6-1,扒料驱动气缸6-2,扒料升降臂6-3,扒料轮6-4,检测光眼6-5,检测反光板6-6,卷边组件7,进料板7-1,第一壁板7-2,裤身导向部7-21,第二壁板7-3,第一折料板7-4,第三壁板7-5,约克导向部7-51,第四壁板7-6,第二折料板7-7,第一导杆7-8,第二导杆7-9,裤身进料通道7a,约克进料通道7b,约克出料口7c,裤身出料口7d,切线组件8,废料吸风管8a,机头连接盖板8-1,定刀8-2,动刀8-3,导向部8-31,定刀安装座8-4,动刀安装座8-5,动刀连接座8-6,动刀驱动气缸8-7,动刀导向组件8-8,动刀压紧组件8-9,切料导向组件8-10,进料下导向板8-101,进料上导向板8-102,出料下导向块8-103,收料组件9,放料座9-1,推料板9-2,吹料气管9-3,推料驱动气缸9-4,推料气缸导向组件9-5,辅助送料组件10,辅助送料同步带10-1,辅助送料第一同步带轮10-2,辅助送料第二同步带轮10-3,辅助送料电机10-4,辅助送料从动同步带轮10-6,辅助送料驱动同步带10-7,出料导向板10-8,后幅裤身100-1,约克布料100-2。
具体实施方式
58.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。本发明的方位的描述按照图1所示的方位进行,也即图1所示的上下左右方向即为描述的上下左右方向,图1所朝的一方为前方,背离图1的一方为后方。
59.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
60.需要理解的是,术语“上”、“下”、“内”、“外”等指示方位或位置关系是基于附图所述的位置关系,仅是为了便于描述本发明或简化描述,而不是指示必须具有的特定的方位。
61.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0062] (实施例1 )见图1至图23,本发明的上约克缝制设备包括工作台组件1、调节工作台2、缝制机头3、后幅裤身送料组件4、约克送料组件5、约克扒料组件6、卷边组件7、切线组件8、收料组件9和辅助送料组件10。
[0063]
见图1至图9,工作台组件1包括机架1-1、第一台板1-2、第一工作面板1-3、第二台板1-4、第二工作面板1-5、放料台板1-6和约克上升台板1-7。
[0064]
第一台板1-2沿左右向水平固定设置在机架1-1的上部前部上,第一工作面板1-3沿左右向水平嵌接固定设置在第一台板1-2的上侧上,其上表面与第一台板1-2的上表面相平。第一工作面板1-3的后侧右部沿左右向竖直设有上定位靠板1-3a。第二台板1-4水平固定设置在机架1-1的上部右部上,位于第一台板1-2的后方且低于第一台板1-2。第二工作面板1-5水平嵌接设置在第二台板1-4的前部上,其上表面与第二台板1-4的上表面相平,第二工作面板1-5的前部沿左右向竖直设有定位靠板部1-5a。第一工作面板1-3和第二工作面板1-5均为不锈钢材料制成,有利于后幅裤身100-1和约克布料100-2在其表面滑动。约克上升台板1-7固定设置在机架1-1上,位于第二工作面板1-5的左侧,呈右低左高倾斜设置,其右端与第二工作面板1-5的左端相接。
[0065]
见图1至图11,调节工作台2包括机头安装板2-1、第一导向组件2-2和旋钮柱塞2-3。第一导向组件2-2包括两个直线导轨,两个直线导轨从左至右依次固定设置在机架1-1的后部左部上,两个直线导轨均由其各自的导轨沿前后向固定设置在机架1-1上,每个直线导轨上均设有两个滑块。机头安装板2-1固定设置在两个直线导轨的四个滑块上。旋钮柱塞2-3固定设置在机头安装板2-1上,其柱塞向下穿过机头安装板2-1后伸入位于右的直线导轨的导轨上侧的相应的定位孔中,从而使机头安装板2-1保持固定不动,需要移动时,向上拉旋钮柱塞2-3的手柄,使旋钮柱塞2-3从直线导轨的导轨上的定位孔中向上退出,从而机头安装板2-1可以沿第一导向组件2-2的两个直线导轨前后运动。缝制机头3固定设置在机头安装板2-1上。
[0066]
见图10至图12,后幅裤身送料组件4包括第一上送料同步带4-1、第二上送料同步带4-2、第一送料电机4-3、第一上同步带轮4-4、第二上同步带轮4-5、第三上同步带轮4-6、拖轮同步带轮4-7、拖轮4-8、压紧装置4-9、同步带轮组4-10、上送料安装架4-11和出料压板4-12。
[0067]
压紧装置4-9有两组,两组压紧装置4-9的结构相同,均包括弹性压片4-91、弹片挡杆(图中未画出)、手旋螺母4-93和吊架4-94。上送料安装架4-11通过两个鱼眼接头呈上下滑动设置在相应一组压紧装置4-9的吊架4-94,且上下滑动的轴线可以通过鱼眼接头摆动。
[0068]
两组压紧装置4-9分别设置在缝制机头3的左右两侧。位于右侧的压紧装置4-9的吊架4-94固定设置在第二台板1-4上,位于左侧的压紧装置4-9的吊架4-94固定设置在第一台板1-2的左部后部上。弹性压片4-91前端固定设置在上送料安装架4-11上,弹片挡杆固定设置在吊架4-94上。弹性压片4-91的后端从上向下压在弹片挡杆上。手旋螺母4-93旋合设置在吊架4-94上,下端从上向上顶住弹性压片4-91的相应部位,从而使上送料安装架4-11向下压,并通过鱼眼接头实现自动调节适应。
[0069]
第一送料电机4-3固定设置在机架1-1上,位于缝制机头3的左侧。第一上同步带轮4-4转动设置在上送料安装架4-11的左部上,第一送料电机4-3通过相应的联轴器和驱动轴驱动第一上同步带轮4-4转动。第二上同步带轮4-5转动设置在上送料安装架4-11的右部上。第三上同步带轮4-6转动设置在上送料安装架4-11的中部上。第一上同步带轮4-4围绕第一上同步带轮4-4和第二上同步带轮4-5设置,且与第三上同步带轮4-6相配合传动。第一上送料同步带4-1的位于第一上同步带轮4-4和第三上同步带轮4-6之间的部分位于第一工作面板1-3的上侧上。第二上送料同步带4-2围绕第二上同步带轮4-5和第三上同步带轮4-6设置。
[0070]
拖轮同步带轮4-7和拖轮4-8通过同一转动轴转动设置在上送料安装架4-11上,位于第三上同步带轮4-6的左侧,拖轮同步带轮4-7与第一上同步带轮4-4相配合,第一上同步带轮4-4转动时带动拖轮同步带轮4-7转动,从而带动拖轮4-8转动。
[0071]
上同步带轮组4-10有两组,一组上同步带轮组4-10设置在第二上同步带轮4-5和第三上同步带轮4-6之间,该组上同步带轮组4-10的各同步带轮均通过各自相应的扭簧转动设置在上送料安装架4-11上,扭簧给同步带轮向下的力,使同步带轮能与第一上送料同步带4-1和第二上送料同步带4-2始终保持良好的接触。另一组上同步带轮组4-10设置在第一上同步带轮4-4和拖轮同步带轮4-7之间,该组上同步带轮组4-10的各同步带轮均通过各自相应的扭簧转动设置在上送料安装架4-11上,扭簧给同步带轮向下的力,使同步带轮能与第一上送料同步带4-1始终保持良好的接触。
[0072]
见图13和图14,约克送料组件5包括下送料同步带5-1、第一下同步带轮5-2、第二下同步带轮5-3、第二送料电机5-4、压紧轮5-5、下同步带轮组5-6和下送料安装座5-7。
[0073]
第二送料电机5-4固定设置在机架1-1的右部上。第一下同步带轮5-2转动设置在下送料安装座5-7的右部上,其转动轴线沿前后向水平设置,第二送料电机5-4通过相应的联轴器和驱动轴驱动第一下同步带轮5-2转动。第二下同步带轮5-3转动设置在下送料安装座5-7的左部上,其转动轴线沿前后向水平设置,且第二下同步带轮5-3的转动轴线高于第一下同步带轮5-2的转动轴线。第二下同步带轮5-3的转动轴线与第一下同步带轮5-2的转动轴线所在的平面呈左高右低倾斜设置。下送料同步带5-1围绕第一下同步带轮5-2和第二下同步带轮5-3设置,下送料同步带5-1位于约克上升台板1-7的前侧,其上表面不低于约克上升台板1-7的上表面。压紧轮5-5转动设置在卷边组件7上,与下送料同步带5-1相配合,使用时将约克布料100-2压在下送料同步带5-1,确保送料时不易打滑。下同步带轮组5-6的各同步带轮均通过各自相应的扭簧转动设置在下送料安装座5-7上,扭簧给同步带轮向上的力,使同步带轮能与下送料同步带5-1始终保持良好的接触。下送料安装座5-7滑动设置在机架1-1上,其滑动方向垂直于第二下同步带轮5-3的转动轴线与第一下同步带轮5-2的转动轴线所在的平面。
[0074]
见图19,约克扒料组件6包括约克驱动座6-1、扒料驱动气缸6-2、扒料升降臂6-3、扒料轮6-4、检测光眼6-5和检测反光板6-6。约克驱动座6-1固定设置在第二台板1-4的上侧上,扒料驱动气缸6-2由其缸体转动设置在约克驱动座6-1上,其转动轴线平行于第二台板1-4。扒料升降臂6-3的左端转动连接在约克驱动座6-1上,其转动轴线平行于扒料驱动气缸6-2的缸体的转动轴线。扒料驱动气缸6-2的活塞杆向下伸出,活塞杆的端头铰接连接在扒料升降臂6-3的中部上,从而由扒料驱动气缸6-2驱动扒料升降臂6-3的右端抬起或下降。扒料轮6-4转动设置在扒料升降臂6-3的右端上,其转动轴线平行于第二台板1-4,所述转动轴线与约克布料100-2从右至左的前进方向的夹角为5至40度,本实施例为20度。检测光眼6-5固定设置在第二工作面板1-5的前侧左部上,检测反光板6-6固定设置在第一工作面板1-3的后侧下部上,与检测光眼6-5相配合,检测光眼6-5用于检测约克布料100-2前部是否贴合在定位靠板部1-5a上,当检测不到约克布料100-2时,扒料驱动气缸6-2驱动扒料轮6-4向下压在约克布料100-2上,约克布料100-2再向左运动时,在扒料轮6-4的带动下向前贴合在定位靠板部1-5a上,保证约克布料100-2的进料的准确性。
[0075]
见图15至图18,卷边组件7包括进料板7-1、第一壁板7-2、第二壁板7-3、第一折料
板7-4、第三壁板7-5、第四壁板7-6、第二折料板7-7、第一导杆7-8和第二导杆7-9。
[0076]
进料板7-1沿左右向水平设置,在机架1-1的中部上,上表面与第一工作面板1-3相平,其前部位于第一工作面板1-3中,后部向后伸出第一工作面板1-3外。第二上送料同步带4-2和第一上送料同步带4-1的相应部分位于进料板7-1的上方。第二壁板7-3沿左右向竖直设置在进料板7-1的后部边缘下侧上,第二壁板7-3的下部呈右低左高的倾斜设置。第二折料板7-7设置在第二壁板7-3的下部边缘前侧上,呈与第二壁板7-3的下部倾斜设置的边缘相应的右低左高的倾斜设置。第四壁板7-6沿左右向竖直设置在第二折料板7-7的前部边缘下侧上,第四壁板7-6的下部呈右低左高的倾斜设置。第一折料板7-4设置在第四壁板7-6的下部边缘后侧上,呈与第四壁板7-6的下部倾斜设置的边缘相应的右低左高的倾斜设置,第二下同步带轮5-3的转动轴线与第一下同步带轮5-2的转动轴线所在的平面平行与第一折料板7-4相平行,位于第一折料板7-4的下侧。第一壁板7-2沿左右向竖直设置在第一折料板7-4的后部边缘上侧上,第一壁板7-2的上部呈水平设置,第一壁板7-2与第二壁板7-3之间形成裤身进料通道7a。第一壁板7-2的右端设有向后弯曲的裤身导向部7-21,第一导杆7-8固定设置在裤身导向部7-21上,位于第一壁板7-2的后方,呈右后高左前低的倾斜设置,右端高于进料板7-1,左端低于进料板7-1。第一导杆7-8为空心气管,第一导杆7-8沿其轴线设有一组开孔向前下方的吹气孔,后幅裤身100-1从第一导杆7-8下方经过时其卷边部被向下吹,便于其平整的进入裤身进料通道7a。第三壁板7-5沿左右向竖直设置在进料板7-1的下侧中部上,其下边缘呈与第一折料板7-4的右低左高的倾斜设置相应的倾斜设置。第三壁板7-5与第四壁板7-6之间形成约克进料通道7b。第三壁板7-5的右端设有向前弯曲的约克导向部7-51,第二导杆7-9固定设置在约克导向部7-51上,呈右前低左后高的倾斜设置,右端低于第二工作面板1-5,左端高于第一折料板7-4的最低处。第二导杆7-9为空心气管,第二导杆7-9沿其轴线设有一组开孔向后上方的吹气孔,约克布料100-2从第二导杆7-9上方经过时其卷边部被向上吹,便于其平整的进入约克进料通道7b。第一折料板7-4的左端上侧与第二折料板7-7的左端下侧形成水平的约克出料口7c。第二折料板7-7的左端上侧与进料板7-1的左端下侧形成水平的裤身出料口7d。缝制机头3的机针位于卷边组件7与后幅裤身送料组件4的拖轮4-8之间。出料压板4-12固定设置在上送料安装架4-11上,位于第二上送料同步带4-2的左前下方,卷边组件7的出料口处,出料压板4-12的左部设有向下弯折的弹性压板部,能适应不同厚度的布料,将卷边包覆在一起的后幅裤身100-1和约克布料100-2压紧,确保缝制时处于较好的相互包覆状态,防止散开,提高缝制质量。
[0077]
见图20至图22,切线组件8包括机头连接盖板8-1、定刀8-2、动刀8-3、定刀安装座8-4、动刀安装座8-5、动刀连接座8-6、动刀驱动气缸8-7、动刀导向组件8-8、动刀压紧组件8-9和切料导向组件8-10。
[0078]
机头连接盖板8-1固定设置在缝制机头3上,位于缝制机头3的出料方向的一侧,其上表面与缝制机头3的机头台板相平,机头连接盖板8-1上设有贯穿其上下的切料孔。定刀安装座8-4固定设在机头连接盖板8-1的下侧上,定刀8-2固定设置在定刀安装座8-4的右部上,位于机头连接盖板8-1的切料孔中,切料孔的下方设有废料吸风管8a。动刀连接座8-6固定设置在缝制机头3的上部左侧上。动刀导向组件8-8采用直线导轨,动刀导向组件8-8由其导轨沿上下向固定设置在动刀连接座8-6上。动刀安装座8-5固定设置在动刀导向组件8-8的滑块上。动刀驱动气缸8-7由其缸体固定设置在动刀连接座8-6上,其活塞杆向下伸出,与
动刀安装座8-5固定连接。从而由动刀驱动气缸8-7驱动动刀8-3沿动刀导向组件8-8上下运动,与下方的定刀8-2形成剪切动作。
[0079]
动刀8-3沿左右向滑动设置在动刀安装座8-5上。动刀压紧组件8-9包括压紧弹簧8-91和压紧螺栓,压紧螺栓从左向右穿过动刀8-3后旋合在动刀安装座8-5上,压紧弹簧8-91设置在压紧螺栓上,位于压紧螺栓的头部与动刀8-3之间,将动刀8-3向右压住。动刀8-3的后部设有导向部8-31,导向部8-31的右侧设有导向斜面,导向斜面呈右高左低设置,导向斜面始终与定刀8-2的刀刃相接触。从而动刀8-3通过动刀压紧组件8-9弹性设置在动刀安装座8-5上。
[0080]
切料导向组件8-10包括进料下导向板8-101、进料上导向板8-102和出料下导向块8-103。进料下导向板8-101固定设置在机头连接盖板8-1上,右部贴合在机头连接盖板8-1上,左部位于定刀8-2的右部上方上。后幅裤身送料组件4的拖轮4-8位于进料下导向板8-101上侧,将缝合后的后幅裤身100-1和约克布料100-2的相应部分压在进料下导向板8-101上并向左输送。进料上导向板8-102固定设置在动刀连接座8-6上,下部呈左低右高设置,位于进料下导向板8-101的左部上方。出料下导向块8-103固定设在机头连接盖板8-1的左部上,位于动刀8-3的左侧。
[0081]
见图1至图8和图23,收料组件9包括放料座9-1、推料板9-2、吹料气管9-3、推料驱动气缸9-4和推料气缸导向组件9-5。
[0082]
放料座9-1固定设置在机架1-1的左部前部上。推料驱动气缸9-4由其缸体固定设置在机架1-1的左部上,位于放料座9-1的后方,其活塞杆向前伸出,与推料板9-2固定连接。推料气缸导向组件9-5包括1个或2个圆柱轴,本实施例为2个圆柱轴,2个圆柱分别设置在推料驱动气缸9-4的左右两侧。2个圆柱轴桶通过相应的直线轴承沿前后向滑动设置在机架1-1上,2个圆柱轴的前端通过相应的法兰固定连接在推料板9-2的后侧上。从而由推料驱动气缸9-4驱动推料板9-2前后运动。吹料气管9-3沿左右向水平固定设置在推料板9-2的上部上,吹料气管9-3沿其轴向设有一组开孔向前的吹气孔9-31。
[0083]
见图1至图8和图23,辅助送料组件10包括辅助送料同步带10-1、辅助送料第一同步带轮10-2、辅助送料第二同步带轮10-3、辅助送料电机10-4、辅助送料驱动同步带轮、辅助送料从动同步带轮10-6、辅助送料驱动同步带10-7和出料导向板10-8。
[0084]
辅助送料第一同步带轮10-2和辅助送料从动同步带轮10-6同轴转动设置在机架1-1的左部前端上。辅助送料电机10-4固定设置在机架1-1的左部上,辅助送料驱动同步带轮传动设置在辅助送料电机10-4的电机轴上,辅助送料驱动同步带10-7围绕辅助送料驱动同步带轮和辅助送料从动同步带轮10-6设置。辅助送料第二同步带轮10-3转动设置在机架1-1的右部上,辅助送料同步带10-1围绕辅助送料第一同步带轮10-2和辅助送料第二同步带轮10-3设置,辅助送料同步带10-1的上表面与第一台板1-2的上表面相平,位于第一台板1-2的前方。出料导向板10-8固定设置在机架1-1的前侧左部上,位于辅助送料同步带10-1中间,其前部右部设有导向斜面,导向斜面成右部向后,左部向前倾斜设置,导向斜面的右端位于辅助送料同步带10-1中,出料导向板10-8的左部向前伸出辅助送料同步带10-1外,出料导向板10-8的左端位于推料板9-2的前方。
[0085]
本发明的缝制设备用于约克缝制时:将后幅裤身100-1后部摆放在第一工作面板1-3的右部上,后侧贴合在上定位靠板1-3a前侧上,其前部自然下垂(图中画出的是后幅裤
身100-1平整展开时的示意图)前部相应部位位于辅助送料同步带10-1上。将约克布料100-2前部摆放在第二工作面板1-5上,前侧贴合定位靠板部1-5a。
[0086]
后幅裤身送料组件4的第一上送料同步带4-1的相应部分和第二上送料同步带4-2将后幅裤身100-1压在进料板7-1上向左输送。当后幅裤身100-1的后部接触到卷边组件7的第一壁板7-2的裤身导向部7-21后,开始向下折,然后进入裤身进料通道7a呈竖直状,向左继续运动的过程中,随着第一折料板7-4的上升,后幅裤身100-1进入裤身进料通道7a的部分再次被向前折成水平状。
[0087]
同时约克送料组件5的下送料同步带5-1和压紧轮5-5将约克布料100-2向左输送,当约克布料100-2的前部接触到第三壁板7-5的约克导向部7-51时,开始向上折,然后进入约克进料通道7b呈竖直状,下送料同步带5-1将约克布料100-2顶在第一折料板7-4的下侧上继续向左上方送料,随着第一折料板7-4的上升,约克布料100-2进入约克进料通道7b的部分再次被向后折成水平状落在第二折料板7-7上。
[0088]
当后幅裤身100-1从裤身出料口7d出来时,约克布料100-2从约克出料口7c出来时,被相互卷边包覆在一起。由后幅裤身送料组件4的第一上送料同步带4-1将后幅裤身100-1相应部分压在第一工作面板1-3上向左继续送料,紧接着由缝制机头3将后幅裤身100-1和约克布料100-2的卷边部分缝合在一起。缝好后由后幅裤身送料组件4的第一上送料同步带4-1将后幅裤身100-1和约克布料100-2再继续向左送料。当布料进入后幅裤身送料组件4的拖轮4-8与进料下导向板8-101之间时,拖轮4-8辅助送料,同时使布料保持平整,当布料从定刀8-2与动刀8-3之间通过后,动刀8-3向下运动与定刀配合将缝制的线切断。
[0089]
缝制好的后幅裤身100-1和约克布料100-2再向左运动至出料导向板10-8时,被导向至收料组件9的放料座9-1与推料板9-2之间。当后幅裤身100-1和约克布料100-2从后幅裤身送料组件4的第一上送料同步带4-1的左端送出后,收料组件9的推料驱动气缸9-4驱动推料板9-2向前将后幅裤身100-1的相应部分夹紧固定在放料座9-1上,然后吹料气管9-3向前吹气,使后幅裤身100-1的后部和约克布料100-2翻过放料座9-1,从而后幅裤身100-1和约克布料100-2被搭放在放料座9-1上,完成成品的收料,推料板9-2向后退至辅助送料同步带10-1的下方。
[0090]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
