1.本发明涉及印刷机械技术领域,具体涉及一种全自动光油机。
背景技术:
2.印刷品上光就是在完成图文印刷的复制品表面,再印一次或两次上光油,使印刷品表面获得光亮vu膜层。印刷品上光可以增强油墨的耐光性能,增加油墨层防热、防潮的能力,起到保护印迹、美化产品、替代覆膜的作用。印刷品上光与覆膜等相比,不仅价格低廉、工艺简便,而且既可以满版上光,也可以局部上光。
3.现有的光油机大多是在印刷品的表面先喷涂一层上光油,然后再整体覆盖压光膜,之后使用压辊从印刷品的一端进行辊压并同步进行紫外照射,将上光油黏平固化,完成上光。这种光油机操作自动化程度低,需要人手工操作,上光效率较低。
技术实现要素:
4.为解决现有技术中的问题,本发明专利设计了一种全自动光油机,自动化程度高,上光效率高。
5.本发明所采用的技术方案是:所述光油机包括床身、支撑组件、喷油组件、压光组件、紫外灯组和控制器,所述支撑组件横跨在床身上,包括分别设置在床身两侧的侧安装板,两侧安装板的底部分别通过z轴向移动组件与床身的两侧连接;所述喷油组件包括x轴安装板和喷油嘴,所述喷油嘴通过管路连接气动输油组件,所述喷油嘴通过x轴移动组件连接在安装板上,所述x轴安装板的两端分别固定在两侧的侧安装板的前端;所述压光组件包括卷料辊和压辊,所述卷料辊的两端分别设置在两侧的侧安装板的前端上侧,所述压辊的两端分别通过y轴向移动组件安装在两侧的侧安装板的中部,所述紫外灯组包括紫外灯座,所述紫外灯座位于压辊的后侧,两端分别固定在两侧的侧安装板上,所述紫外灯座的下表面排列安装有若干的紫外灯,所述控制器分别电性连接气动输油组件、z轴向移动组件、x轴移动组件和y轴向移动组件构建光油机的各动力元件的逻辑运行顺序。床身用于平铺印刷品,喷油嘴用于向印刷品上喷涂上光油,延x轴安装板横向移动,卷料辊用于卷存压膜,压辊用于将喷涂在印刷品上的上光油碾压均匀平整,紫外灯组将平整后的上光油固化,由y轴向移动组件带动其升降,调节与印刷品之间合适的间距,z轴移动组件带动喷油组件、压光组件和紫外组件延床身z轴向移动,完成对整个印刷品的上光。
6.进一步的,所述卷料辊的两端分别连接有小深沟球轴承,床身两侧的侧安装板上分别设置有料辊支撑座,所述料辊支撑座上开有与小深沟球轴承外圈相适应的固定口,所述卷料辊两端的小深沟球轴承分别卡合在两侧的侧安装板上的料辊支撑座的固定口中;所述卷料辊的两端在小深沟球轴承的内侧分别设置有发条盒,所述发条盒中设置有发条和单向轴承,所述单向轴承固定连接卷料辊,所述发条的两端分别连接发条盒和单向轴承,所述发条盒的底部向下设置有连接板,所述连接板与料辊支撑座分别对应的开有连接孔,并通过螺栓连接固定。开始上光时,卷料辊上的压膜随z轴移动组件向前移动,其上卷存的压膜
端部固定后,覆盖在喷涂完的上光油上,压辊压过压膜将其下的上光油碾压均匀平整,压膜在释放的过程中带动辊轴转动,同时收缩两端发条盒中的发条,使发条储存弹力。在完成上光后,z轴移动组件开始向后移动,此时发条储存的弹力开始释放,使辊轴倒转,在后移的过程自动完成压膜的卷绕回收。
7.进一步的,所述y轴移动组件包括y轴滑块、y轴导轨和丝杆升降组件,所述床身两侧的侧安装板的中部开有竖向的滑孔,所述y轴导轨位于侧安装板的外侧,竖向安装在滑孔的两侧,所述y轴滑块的两端滑动卡合在y轴导轨上,所述压辊的两端分别通过大深沟球轴承连接在y轴滑块的中部,所述y轴滑块连接丝杠升降组件。
8.进一步的,所述丝杆升降组件包括丝杆、丝母座、丝母座支撑板、y轴升降电机和传动轴,所述传动轴的两端分别通过轴承连接在床身两侧的侧安装板的顶部,传动轴的两端分别超出侧安装板,并分别通过锥齿轮连接竖向设置的丝杆的顶端,所述传动轴的一端通过联轴器连接y轴升降电机,所述y轴升降电机通过u型板连接在侧安装板上,u型板的内侧翼板与侧安装板连接固定,外侧翼板固定y轴升降电机,外侧翼板的中间开孔,供联轴器穿过与y轴升降电机的输出轴连接,所述u型板的底板中部也开孔,所述丝杆通过轴承连接在u型板的底板的开孔中,所述丝母座水平设置,垂直连接在竖向设置的丝母座支撑板上,所述丝母座支撑板与y轴滑块贴合连接,所述丝母座的上方设置有丝母固定板,所述丝母座与丝母固定板之间通过均布在四角处的四根连接螺钉连接,所述连接螺钉上套设有弹簧,所述弹簧的上下两端分别抵住丝母固定板和丝母座,所述丝母座与丝母固定板的中心处同轴芯的分别开有穿孔,所述丝母固定板的穿孔处固定有丝母,所述丝杆向下依次从丝母固定板和丝母座中心处的穿孔穿过,并与丝母固定板上的丝母螺纹连接。通过y轴升降电机带动传动轴转动,传动轴的两端分别通过锥形齿轮连接丝杆,使两侧的丝杆可以同步转动。丝杠转动带动螺纹连接的丝母座进行升降,从而实现连接的压辊的升降,丝母座与丝母固定板之间通过四根带弹簧的螺钉连接,起到缓震作用,避免下降过程中压辊底部与印刷品的硬性碰撞。
9.进一步的,所述x轴移动组件包括x轴动力电机、x轴导轨、x轴滑块、齿形带、主动齿轮和从动齿轮,所述x轴动力电机连接在x轴安装板一端的前侧面,x轴动力电机的输出轴穿过x轴安装板,在其后侧连接主动齿轮,所述从动齿轮安装在x轴安装板另一端的后侧,与主动齿轮位于同一水平线上,二者之间通过啮合的齿形带连接,所述x轴滑块固定在齿形带上,并与x轴导轨滑动卡合连接,所述喷油嘴固定连接在x轴滑块上。喷油嘴由齿形带带动其延x轴导轨往复移动,完成对下侧印刷品的上光油喷涂。所述x轴安装板的内侧两端分别设置动力电机变向的限位开关。喷油嘴横移过程中碰触限位开关,则x轴动力电机改变转向,使喷油嘴可以在x轴方向上往复运动,远端的限位开关与x轴安装板滑动连接,位置可调,可应用于不同宽度的印刷品的加工。
10.进一步的,z轴向移动组件包括z轴向动力电机、z轴向滑块、z轴向导轨,z轴向齿轮和z轴向齿条,所述z轴向导轨和z轴向齿条并排平铺在床身的侧面,所述z轴向齿轮连接在z轴向滑块的一侧,并与z轴向齿条啮合,所述z轴向滑块固定连接在侧安装板的底部,并与z轴向导轨滑动卡合,所述z轴向动力电机也固定在侧安装板上,位于z轴向齿轮的上侧并通过传动带与z轴向齿轮连接,所述床身两侧z轴向移动组件的z轴向动力电机同步转动。两侧的z轴向移动组件带动支撑组件及其上的各单元延床身同步移动。
11.进一步的,卷料辊与压辊之间设置有心辊,所述心辊的两端分别通过心辊座连接在床身两侧的侧安装板上,心辊通过轴承与心辊座连接,所述紫外灯座的后侧整体设置有遮光板。卷料辊上的压膜绕过心辊后从压辊下方穿过,心辊起到调节压膜张力的作用。
12.进一步的,所述床身中段为工作区,所述工作区设有铣平框架,所述铣平框架的上侧平铺有一层毡垫,所述毡垫上侧平铺有一层钢化玻璃板。维持整个工作台面的平整,以保证印刷品上施加的光油层均匀平整。
13.进一步的,所述床身的前段为z轴向移动组件的运行冗余区,其与工作区之间设置有一道集油槽,所述集油槽的长度与钢化玻璃板的左右宽度相同;所述床身的后段为压膜固定区,所述压膜固定区的台面高度与工作区的台面高度相同,所述压膜固定区上靠近左右两侧分别设置有压膜固定件。
14.进一步的,所述床身两侧的侧安装板的顶端之间设置有油桶支撑板,所述油桶支撑板上设置有两个油桶固定座,所述油桶固定座中分别固定有压力油桶,所述压力油桶通过管路分别连接气泵和喷油嘴,管路连接处分别设置有电磁阀,所述压力油桶的外周包覆有电伴热带。对压力油桶通气加压,使其中的光油涂料通过管路输送到喷油嘴,通过电磁阀切换两个压力油桶的供气管路和喷涂的光油涂料。
15.相对于现有技术,本发明专利设计的一种全自动光油机的进步之处在于:能够实现光油喷涂过程中压膜的同步施加和自动回收,减少了喷涂后人工操作施加压膜的环节,显著提高了光油机的加工效率;压辊两侧的y轴升降组件设置了带弹簧螺钉连接的丝母座,在压辊的升降过程和碾压过程中形成缓冲,避免压辊移动过程中与印刷品的纯硬性接触造成损伤;x轴安装板上设置控制动力电机转向的限位开关,远侧端的限位开关滑动连接,位置可调,使光油机能够适用于不同宽度的印刷品加工;床身的工作区设置铣平框架,并铺设毡垫和钢化玻璃板,保证工作台面充分的平整性,加工准确性高;盛装不同光油涂料的的压力油桶采用气压动力,并通过电磁阀控制管路的切换,应用灵活方便。
附图说明
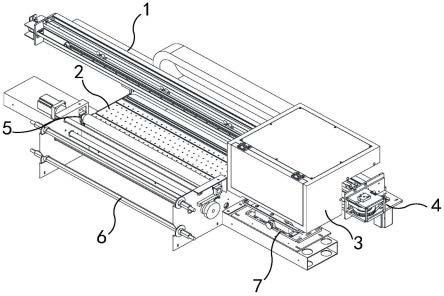
16.图1是全自动光油机的结构示意图
17.图2是全自动光油机的局部放大结构示意图
18.图中,1床身、2侧安装板、3-x轴安装板、4喷油嘴、5卷料辊、6压辊、7紫外灯组、8丝杠、9传动轴、10丝母座、11铣平框架、12毡垫、13钢化玻璃板、14集油槽、15-z轴导轨、16-z轴齿条、21料辊支撑座、22滑孔、31-x轴导轨、32-x轴动力电机、33-x轴滑块、51发条盒、52手轮、53小深沟球轴承、54单向轴承、55发条、56连接板、57心辊、58心辊座、61大深沟球轴承、70-y轴滑块、71-y轴滑轨、72丝母座支撑板、73丝母固定板、81-y轴升降电机、82-u型板,83丝母、84连接螺钉、85弹簧、91锥形齿、92联轴器
具体实施方式
19.下面结合附图和具体实施例对本发明做进一步的说明。对本发明实施例中的技术方案进行清楚、完整的描述,所描述的实施例仅仅是本发明创造一部分的实施例,而不是全部。基于本发明创造中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明创造保护的范围。
20.如图1、2所示,本发明专利公开的一种全自动光油机的一种实施例,本实施例中光油机包括床身1、支撑组件、喷油组件、压光组件、紫外灯组7和控制器。支撑组件横跨在床身上,包括分别设置在床身两侧的侧安装板2,两侧安装板2的底部分别通过z轴向移动组件与床身1的两侧连接。
21.z轴向移动组件包括z轴向动力电机、z轴向滑块、z轴向导轨15、z轴向齿轮和z轴向齿条16。z轴向导轨15和z轴向齿条16并排平铺在床身的侧面,z轴向齿轮连接在z轴向滑块的一侧,并与z轴向齿条16啮合,z轴向滑块固定连接在侧安装板的底部,并与z轴向导轨15滑动卡合,z轴向动力电机也固定在侧安装板2上,位于z轴向齿轮的上侧并通过传动带与z轴向齿轮连接,床身1两侧z轴向移动组件的z轴向动力电机同步转动。两侧的z轴向移动组件带动支撑组件及其上的各单元延床身1同步移动。
22.喷油组件包括x轴安装板3和喷油嘴4,喷油嘴4通过管路连接气动输油组件,喷油嘴4通过x轴移动组件连接在x轴安装板3的内侧。x轴安装板3的两端分别固定在两侧的侧安装板2的前端。x轴移动组件包括x轴动力电机32、x轴导轨31、x轴滑块33、齿形带、主动齿轮和从动齿轮。x轴动力电机32连接在x轴安装板3右侧端的前侧面,x轴动力电机32的输出轴穿过x轴安装板3,在其后侧连接主动齿轮。从动齿轮安装在x轴安装板3左侧端的后侧面上,与主动齿轮位于同一水平线上,二者之间通过啮合的齿形带连接。x轴滑块33固定在齿形带上,并与x轴导轨31滑动卡合连接,喷油嘴4固定连接在x轴滑块33上。x轴动力电机32通过主动轮带动齿形带转动,喷油嘴4由齿形带带动其延x轴导轨31往复移动,完成对下侧印刷品的上光油喷涂。x轴安装板3的内侧两端分别设置控制动力电机改变转向的限位开关。喷油嘴4横移过程中碰触限位开关,则x轴动力电机32改变转向,使喷油嘴4可以在x轴方向上往复运动,远端的限位开关与x轴安装板3滑动连接,位置可调,可应用于不同宽度的印刷品的加工。
23.压光组件包括卷料辊5和压辊6,卷料辊5的两端分别设置在两侧的侧安装板2的前端上侧,压辊6的两端分别通过y轴向移动组件安装在两侧的侧安装板2的中部。卷料辊5的两端分别连接有小深沟球轴承53,床身1两侧的侧安装板2的前侧顶端上分别设置有料辊支撑座21,料辊支撑座21上开有与小深沟球轴承53外圈相适应的固定口,卷料辊5两端的小深沟球轴承53分别卡合在两侧的侧安装板2上的料辊支撑座21的固定口中。
24.卷料辊5的两端在小深沟球轴承53的内侧分别设置有发条盒51,发条盒51中设置有发条55和单向轴承54,单向轴承54固定连接卷料辊5,发条55的两端分别连接发条盒51和单向轴承54。发条盒51的底部向下设置有连接板56,连接板56与料辊支撑座21分别对应的开有连接孔,并通过螺栓连接固定。卷料辊5的左侧端还连接有手轮52。开始上光时,卷存压膜的卷料辊5随z轴移动组件向前移动,其上卷存的压膜端部固定后,开始释放并覆盖在喷涂完上光油的印刷品上,压辊压过压膜将其下的上光油碾压均匀平整,压膜在释放的过程拉动辊轴转动,使两端发条盒中的发条开始持续收缩,储存弹力。在完成上光后,z轴移动组件开始向后移动,此时发条储存的弹力开始释放,使辊轴倒转,在后移的过程自动完成对压膜的卷绕回收。
25.压辊6两端连接的y轴移动组件包括y轴滑块70、y轴导轨71和丝杆升降组件。床身1两侧的侧安装板2的中部开有竖向的滑孔22,y轴导轨71位于侧安装板2的外侧,竖向安装在滑孔22的两侧,y轴滑块70的前后两端分别滑动卡合在y轴导轨71上,y轴滑块70连接丝杠升
降组件。
26.丝杆升降组件包括丝杆8、丝母座10、丝母座支撑板72、y轴升降电机81和传动轴9,传动轴9的两端分别通过轴承连接在床身1两侧的侧安装板2的顶部,传动轴9的两端分别超出侧安装板2,并分别通过锥齿轮91连接竖向设置的丝杆8的顶端。传动轴9的右侧端通过联轴器92连接y轴升降电机81。y轴升降电机81通过u型板82连接在右侧的侧安装板2上,u型板82的内侧翼板与侧安装板2连接固定,外侧翼板固定y轴升降电机81,外侧翼板的中间开孔,供联轴器92穿过与y轴升降电机81的输出轴连接。u型板82的底板中部也开孔,丝杆8通过轴承连接在u型板82的底板的开孔中。
27.丝母座10水平设置,垂直连接在竖向设置的丝母座支撑板72上。丝母座支撑板72与y轴滑块70贴合连接。压辊6的两端分别穿过两侧安装板2的滑孔22,并通过大深沟球轴承61连接在丝母座支撑板72的中部。丝母座10的上方设置有丝母固定板73,丝母座10与丝母固定板73之间通过均布在四角处的四根连接螺钉84连接,连接螺钉84上套设有弹簧85,弹簧85的上下两端分别抵住丝母固定板73和丝母座10。丝母座10与丝母固定板73的中心处同轴芯的分别开有穿孔,丝母固定板73的穿孔处固定有丝母83,丝杆8向下依次从丝母固定板73和丝母座10中心处的穿孔穿过,并与丝母固定板73上的丝母83螺纹连接。y轴升降电机81通过联轴器92带动传动轴9转动,传动轴9的两端分别通过锥形齿91轮连接两侧的丝杆8,使两侧的丝杆8可以同步转动。丝杠8转动带动螺纹连接的丝母座10进行升降,从而实现连接的压辊6的升降,丝母座10和与丝杆8连接的丝母固定板73之间通过四根带弹簧85的螺钉连接,起到缓震作用,避免下降及加工过程中压辊6与印刷品的硬性接触造成损伤。
28.卷料辊5与压辊6之间设置有心辊57,心辊57的两端分别通过心辊座58连接在床身1两侧的侧安装板2的内侧面上,心辊57通过轴承与心辊座58连接。卷料辊5上的压膜绕过心辊57后从压辊6下方穿过,心辊57起到调节压膜张力的作用。
29.紫外灯组7包括紫外灯座,紫外灯座位于压辊6的后侧,两端分别固定在两侧的侧安装板2上。紫外灯座的下表面排列安装有若干的紫外灯。紫外灯座的后侧整体设置有遮光板,防止紫外灯光外泄。
30.控制器分别电性连接气动输油组件、z轴向移动组件、x轴移动组件和y轴向移动组件构建光油机的各动力元件的逻辑运行顺序,同时连接紫外灯组,控制紫外的启闭。
31.本实施例公开的全自动光油机的床身1的中段为工作区,前段为z轴向移动组件的运行冗余区,后段为压膜固定区,中段工作区为主要的加工作业台面,长度最长,前、后段较短。工作区设有铣平框架11,铣平框架11的上侧平铺有一层毡垫12,毡垫12上侧平铺有一层钢化玻璃板13,以保证整个工作台面的平整。
32.床身1的中段与前段之间设置有一道集油槽14,集油槽14的长度与钢化玻璃板13的左右宽度相同,滑动插接在床身1上,可从床身1的一侧将其抽出。床身1后段的压膜固定区的台面高度与工作区的台面高度相同,在压膜固定区上靠近左右两侧分别设置有压膜固定件,在开始加工前,需将卷料辊5上的压膜的端部通过压膜固定件进行固定。
33.另外,在两侧的侧安装板2的顶端之间设置有油桶支撑板,油桶支撑板上设置有两个油桶固定座。两个油桶固定座中分别固定有压力油桶,压力油桶通过管路分别连接气泵和喷油嘴4,管路连接处分别设置有电磁阀。压力油桶的外周包覆有电伴热带,在低温环境下可以对油桶进行加热,保持其中的光油涂料的液体状体。加工时,对压力油桶通气加压,
使其中的光油涂料通过管路输送到喷油嘴,并且可以通过电磁阀切换两个压力油桶的供气管路和喷涂的光油涂料。
34.本发明公开的全自动光油机的控制器配置有触摸操作屏。触摸操作屏上设置有“回上料点”、“上料点”、“喷油嘴”、“紫外线”、“气缸”、“工艺参数”、“x ”、“x—”、“y ”、“y—”、“z ”、“z—”、“开始”、“停止”、“暂停”、“复位”、“胶辊复位”等触摸按键。“上料点”为工件起点,“回上料点”是回到工件起点,“喷油嘴”是检测出油的是否正常和放出管子里的油,“紫外线”是开启和关闭紫外灯的,手动操作生效,“工艺参数”是储存所有机器参数的,“胶辊复位”是复位压辊高度的他需要再修改板材厚度之后点击复位让它升到板材位置,胶辊复位之后两侧的压力弹簧必须都受力。“x ”、“x—”、“y ”、“y—”、“z ”、“z—”是调整前后左右上下位置的。“复位”键是复位到机器0点位置,也就是机械原点。“停止”和“暂停”键是监控过程中受到异常情况需要点击暂停或停止。“停止”键是停止加工,“开始”是停止暂停,可以继续开始。
35.同时操作屏上会对机器的工艺参数进行显示和调整,可设置参数包括:
36.材料长度:是板材的长度。
37.x轴进给速度:是出光油的时候的加工速度。
38.y轴进给距离:是加工板材的宽度。
39.紫光与喷头的距离:是紫光灯与喷胶嘴的距离,材料越短设置的距离小,整板一般固定不动。
40.提前开交时间:一般情况设定为零。
41.提前关掉距离:是材料长度减去提前关掉距离等于实际喷油的距离,数值越小喷胶时间越长,喷胶距离越短。
42.材料厚度:是指实卡材料的厚度。修改材料厚度完毕之后必须返回点击胶辊复位
43.y轴进给速度:是加工过程中y轴的行进速度,y轴的速度快,两边的油多中间少。
44.y向两端关交距离:是指y轴加工过程喷油的宽度。
45.烤胶时间跟回退速度一般不需要管。
46.加工结束后回起始点,在使用光油时打勾,在使用敷晶片时必须把该勾去掉,以防止加工完成后自动收膜。
47.新机器开机时首先要检查压辊的平衡度,调整好z轴的压力,保证弹簧刚受力,不要把弹簧压的太紧,调整完之后检查两端弹簧位置之间的间距是否一致,
48.机器在进行敷光油时,数值设置为:气压值0.1至0.2兆帕;x轴加工速度35至40;提前关胶距离1700-1900;阀门开1/2-1/3不要全开;y轴加工速度100-200,如果两边油多,此速度减慢,两边油少,速度加快;温度35-40,根据天气适当加温。
49.机器在进行敷晶片时,数值设置为:气压值0.3-0.4;x轴加工速度15-20;提前关胶距离1400-1600;y轴加工速度100-200;温度40-45。
50.本发明公开的全自动光油机使用时:
51.1、给压力油桶加注光油或胶水。
52.2、给设备供电,并检查电路气压是否正常.
53.3、检查一切正常之后,根据要加工的材料工艺选择打开喷油嘴连接管路上的阀门,触摸屏设置要加工的材料厚度,加工速度等等参数,等待加工
54.4、在平台上放置需要加工的材料,让喷油嘴处于被加工成材料的右上角,设置上料点。
55.5、点击开始按键,光油机开始工作:此时喷油嘴打开,设备x轴y轴按照设定程序开始运行,光油或胶水在气压的作用下均匀喷淋在材料表面,跟随设备一起移动的压辊,卷料辊开始联动工作。首先卷料辊开始转动pe光膜开始平铺在喷淋液体表面,压辊紧跟着开始压平工作,把光油或胶水压成薄薄的一层,此时紫外线灯也已经到达预设偏移位置开始自动开启照射,使光油或胶水均匀接受紫外线照射并固化。此工作一直持续到首先喷油嘴到达预设位置自动停止工作,随后压辊和卷料辊继续到达预设位置并停止工作,紫外线灯照射到材料最边缘停留到预设关闭时间。此时设备开始反向收膜操作,使pe光膜与光油层自动脱离,最终到达上料点。此次工作结束。
56.上述内容仅为本发明创造的较佳实施例而已,不能以此限定本发明创造的实施范围,即凡是依本发明创造权利要求及发明创造说明内容所做出的简单的等效变化与修饰,皆仍属于本发明创造涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。