1.本发明一般涉及光伏太阳能技术领域,具体涉及一种背接触光伏组件背板及其制造方法。
背景技术:
2.背接触光伏电池的正极、负极均位于电池的背面,其一般通过背板间隔设置的金属层来与对应的正极、负极电连接。背板在加工时,一般是在绝缘基板的上面铺设一层金属膜,然后对金属膜进行图案化形成对应的电路图案,图案化一般可以采用激光刻蚀或化学湿法刻蚀的方式进行,为了降低刻蚀量、提高刻蚀效率,一般在相邻的导电部间刻蚀出两条线,而两条线中间的部分采用撕除方式去除,即两条刻蚀线之间留有撕除线部,并在刻蚀结束后逐条的从头至尾将这些撕除线部撕去,由于撕除线部较细,沿着撕除线部从头至尾的方式进行撕除,其撕除方向较长,容易造成撕除线部断裂,导致撕除难度大,撕除工作量高的问题。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种背接触光伏组件背板及其制造方法,以解决背接触光伏组件背板在生产过程中需撕去撕除线部,造成制作难度及工作量大的问题。
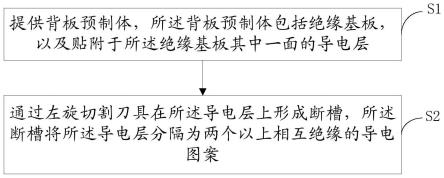
4.第一方面,本发明提供一种背接触光伏组件背板的制造方法,包括以下步骤:
5.提供背板预制体,所述背板预制体包括绝缘基板,以及贴附于所述绝缘基板其中一面的导电层;
6.通过左旋切割刀具在所述导电层上形成断槽,所述断槽将所述导电层分隔为两个以上相互绝缘的导电图案。
7.作为可实现方式,所述左旋切割刀具为左旋单刃切割刀具。
8.作为可实现方式,所述左旋切割刀具的切割精度小于20um。
9.作为可实现方式,所述左旋切割刀具的切割进给速度为10m/min-20m/min。
10.作为可实现方式,所述导电层通过粘结层贴附于所述绝缘基板上,所述断槽在厚度方向上贯通所述导电层,并延伸至所述粘结层厚度方向的95%以内。
11.作为可实现方式,所述绝缘基板为eva膜、poe膜或pvb膜。
12.作为可实现方式,所述背板预制体的两端分别对应连接于放卷装置和收卷装置,所述背板预制体位于所述放卷装置和所述收卷装置之间的部分,平铺于切削平台,所述左旋切割刀具对位于所述切削平台上的背板预制体进行断槽切削加工。
13.作为可实现方式,所述绝缘基板的厚度为100微米-800微米。
14.作为可实现方式,所述导电层包括铜、银、铝、镍、镁、铁、钛、钼和钨中至少任一种的单质或合金。
15.作为可实现方式,所述导电层的厚度为5微米-100微米。
16.第二方面,本发明提供一种背接触光伏组件背板,所述背接触光伏组件背板通过上述的背接触光伏组件背板的制造方法获得。
17.上述方案,通过左旋切割刀具在导电层上形成断槽,该断槽将导电层分隔为两个以上相互绝缘的导电图案,而无需如现有技术中那样需要撕去撕除线后才能形成两个以上相互绝缘的导电图案,由于省去了撕去撕除线的工艺步骤,因此,降低了加工难度及工作量。此外,由于采用左旋切割刀具对导电层进行加工,在切割过程中,是向上进行排削,不会对下方的绝缘基板造成损伤。
附图说明
18.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
19.图1为本发明实施例提供的背接触光伏组件背板的制造方法流程图;
20.图2为实施本发明方法获得的背接触光伏组件背板的俯视图。
具体实施方式
21.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
22.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
23.第一方面,如图1、图2所示,本发明提供的背接触光伏组件背板制造方法,包括以下步骤:
24.s1:提供背板预制体,所述背板预制体包括绝缘基板,以及贴附于所述绝缘基板其中一面的导电层;
25.根据需要,绝缘基板可以是柔性基板,也可以是刚性基板。后续示例中绝缘基板以柔性基板为例进行说明。
26.导电层的材料可以是非金属、金属或合金等。如可以为铜、银、铝、镍、镁、铁、钛、钼、钨中至少任意一种单质或合金。在该示例中导电层可以选用铜箔,其厚度可以在5微米-100微米。
27.s2:通过左旋切割刀具在所述导电层上形成断槽3,所述断槽3将所述导电层分隔为两个以上相互绝缘的导电图案1。
28.可以将背板预制体平铺在切削平台上,并且使导电层朝上,然后通过左旋切割刀具在导电层上进行铣削加工以形成断槽3,形成断槽3的铣削路径可以根据实际情况确定。如图2所示,铣削路径呈s形往复弯折,以在各导电图案1上形成导电指2,且相邻导电图案1的导电指2呈叉指状排布。
29.其中,断槽3将导电层分隔为两个以上相互绝缘的导电图案1,以在后续构成光伏组件时,使不同的导电图案1可以连接光伏电池不同的电极(如正极或负极)。
30.切削平台可以采用大理石台面、铸铁台面等,其具有较高刚度及强度,可以保证用于承载背板预制体的面具有足够的平整度,防止因承载背板预制体的面发生扭曲变形,而
造成断槽3的深浅不一,导致部分区域相邻的导电图案1没有完全绝缘隔离开,而部分区域断槽3深度过深而延伸到绝缘基板内,造成绝缘基板绝缘性能下降。
31.在进行加工时,可以采用单个左旋切割刀具在导电层上进行铣削加工以形成断槽3,也可以采用多个左旋切割刀具同时在导电层上进行铣削加工以形成多条断槽3。在采用多个左旋切割刀具进行铣削加工时,多个左旋切割刀具可以由同一进给机构来控制进给量,也可以是每个左旋切割刀具由一个进给机构来控制进给量。为了满足加工精度的需要,一般进给机构可以采用滚轴丝杠进给机构。
32.在进行铣削加工时,可以同时向左旋切割刀具处,也即加工位置处进行出风或负压抽吸,以进行即时排削,防止碎削在工件表面堆积,而对工件造成损害。
33.上述方案,通过左旋切割刀具在导电层上形成断槽3,该断槽3将导电层分隔为两个以上相互绝缘的导电图案1,而无需如现有技术中那样需要撕去撕除线后才能形成两个以上相互绝缘的导电图案1,由于省去了撕去撕除线的工艺步骤,因此,降低了加工难度及工作量。此外,由于采用左旋切割刀具对导电层进行加工,在切割过程中,是向上进行排削,不会对下方的绝缘基板造成损伤。
34.作为可实现方式,所述左旋切割刀具为左旋单刃切割刀具。左旋切割刀具采用左旋单刃切割刀具一方面可以提高刀具的排屑容量,使刀具在高速切割中有不粘屑,另外一方面,在加工过程中发热量低,不会造成导电层及绝缘基板因过热而造成分离。
35.作为可实现方式,所述左旋切割刀具的切割精度小于20um。
36.作为可实现方式,由于导电层的厚度较薄,过高或过低的进给速度均会造成导电层切削部位的撕裂,为了防止撕裂问题的发生,则左旋切割刀具的切割进给速度为10m/min-20m/min。
37.作为可实现方式,所述导电层通过粘结层贴附于所述绝缘基板上,所述断槽3在厚度方向上贯通所述导电层,并延伸至所述粘结层厚度方向的95%以内。
38.其中,粘结层的材料可以包括聚醋酸乙烯、聚乙烯醇缩醛、丙烯酸酯、聚苯乙烯、环氧树脂、丙烯酸树脂、聚氨酯树脂、不饱和聚脂、丁基橡胶、丁腈橡胶、酚醛-聚乙烯醇缩醛或环氧-聚酰胺中的至少一种。
39.导电层通过粘结层贴附于绝缘基板后,一般通过热压的方式,将导电层、粘结层及绝缘基板这三者牢固的粘接在一起,热压处理温度可以为50℃-120℃,热压时间可以为5秒-30秒。
40.为了防止在铣削时,对绝缘基板造成伤害,一般铣削的深度最深延伸到粘接层的95%。
41.作为可实现方式,所述绝缘基板为eva膜、poe膜或pvb膜。其可以是上述膜层的单层结构,也可以是复合层结构。
42.作为可实现方式,由于绝缘基板为eva膜、poe膜或pvb膜,这样背板预制体即为柔性材料,为了提高加工的连续性及效率,可以采用卷状的背板预制体进行加工,也即将成卷的背板预制体的两端分别对应连接于放卷装置和收卷装置,所述背板预制体位于所述放卷装置和所述收卷装置之间的部分,平铺于切削平台,所述左旋切割刀具对位于所述切削平台上的背板预制体进行断槽3切削加工。在切削平台上的背板预制体加工完成后,收卷装置转动,将加工过的背板预制体从切削平台移走,同时,放卷装置亦转动,将未被加工的背板
预制体铺设到切削平台上,然后进行断槽3的加工,依此规律,进行放卷
→
切削加工
→
收卷以进行连续加工,大大提高了审查效率。在一卷背板预制体加工完成后,可以根据实际需要进行裁切,将其切割成多块背接触光伏组件背板,图2所示可以认为是切割后的一块背接触光伏组件背板。
43.需要说明的是,为了防止收放卷的过程中,背板预制体发生偏移,可以通过纠偏机构来调整背板预制体在切削平台上的位置。为了防止收卷装置及放卷装置转动量的不匹配,造成背板预制体的张力波动过大,还可以通过张力调整装置调节背板预制体的张力。
44.作为可实现方式,所述绝缘基板的厚度为100微米-800微米。
45.第二方面,本发明提供一种背接触光伏组件背板,所述背接触光伏组件背板通过上述的背接触光伏组件背板的制造方法获得。
46.需要理解的是,上文如有涉及术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
47.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。