1.本发明涉及包装装订技术领域,具体是一种多工位方便快速包装装订机。
背景技术:
2.传统的包装装订作业,通过使用手工装订,装订过程中需要用力戳穿装订物,不但费时而且劳动强度大,效率低下,装订厚度也有较大限制,使用非常不方便;对于大面积的包装装订或者批量化生产,需要才采用自动化的穿线装订机;现有技术中穿线装订机实施结构一般包括一塑料胶管、线缝、铁钉和钻孔穿线等,其中,以将待加工的材料放置整齐后进行钻孔并穿线作业;现有的穿线器等进行勾线然后绑定的方式存在如下技术问题:驱动穿线针的机构部件较为复杂繁琐,在实际使用过程中经常容易出故障;或者直接采用打孔电机进行驱动,使得穿线针的行程稳定性不足。
技术实现要素:
3.本发明的目的在于提供一种多工位方便快速包装装订机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种多工位方便快速包装装订机,包括工站载台,以及架设于工站载台上的运转机架,所述运转机架的输入侧以及输出侧均设置有输料机件,两侧的输料机件之间设置有勾线组件;所述运转机架的上方还架设有装订机架,所述装订机架上设置有装订机件、用以驱动装订机件的传动组件、以及向装订机件输送装订线的输线辊;所述输料机件呈间歇式运转,装订机件于输料机件运转的间隔内与勾线组件相对接;所述装订机架上还设置有压合组件,所述压合组件压合于输入侧的输料机件的载面上。
5.作为本发明进一步的方案:所述勾线组件包括转向机筒,以及安装于转向机筒内腔的固定内辊,转向机筒为半壳体设计,转向机筒的外壳体上设置有勾线箍,所述勾线箍的端口呈设置有勾线槽。
6.作为本发明进一步的方案:所述装订机件的装订端安装有装订针,所述装订针上设置有穿线口,所述输线辊上缠绕有第一装订线,所述第一装订线穿过穿线口处勾入至勾线槽中,所述固定内辊上安装有第二线辊,第二线辊处缠绕有第二装订线,所述第二装订线位于第一装订线的转向路径上。
7.作为本发明进一步的方案:所述装订机件包括位移机头,以及安装于位移机头上的位移杆,所述装订针安装于位移杆的杆端;所述装订机架上设置有限位内架,所述限位内架上安装有立向架板,所述立向架板上设置有限位轨道,所述位移机头外接有滑动块,所述滑动块内嵌安装于限位轨道中。
8.作为本发明进一步的方案:所述传动组件包括安装于装订机架上的驱动电机、安装于驱动电机动力输出端的传动盘、以及安装于传动盘外盘沿的传动连杆,所述传动连杆的杆端与位移机头相连接。
9.作为本发明进一步的方案:所述输料机件包括传输载件,以及用以驱动传输载件的动力机箱,所述传输载件包括传动带面,以及带动传动带面运动的驱动辊,所述动力机箱内置安装有传动轴,所述传动轴与驱动辊相连接,所述传动轴上安装有驱动斜齿轮,所述动力机箱内置安装有动力电机,所述动力电机的驱动端安装有半齿斜齿轮,所述半齿斜齿轮与驱动斜齿轮相啮合。
10.作为本发明再进一步的方案:所述压合组件包括安装于装订机架上的侧沿架、安装于侧沿架上的若干支撑支架、以及安装于支撑支架上压合板,所述支撑支架上均安装有伸缩杆,所述压合板安装于伸缩杆的杆端,支撑支架上设置有内支撑弹簧对伸缩杆形成支撑力。
11.与现有技术相比,本发明的有益效果是:本发明设计运转机架用于包装材料的传输,装订机架用于对包装材料进行装订作业,并且随着包装材料的传输同步装订;传动组件驱动装订机件呈周期时下移,对包装材料进行装订缝合,输料机件呈间歇式运转,在装订机件下移的同时,输料机件同步停止输送,装订机件上移的同时,输料机件同步开始输送,装订机件于输料机件运转的间隔内与勾线组件相对接,进而对包装材料进行连贯的持续性装订缝合作业,适用于大面积的包装装订或者批量化生产。
12.本发明还设置有压合组件,所述压合组件压合于输入侧的输料机件的载面上。在包装材料输入至勾线组件的区间内,压合组件压合于包装材料的载面上,从而避免装订材料浮起的问题,保证装订的稳定程度。
13.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
14.此处的附图被并入说明书中并构成本说明书的一部分,以示出符合本技术的实施例,并与说明书一起用于解释本技术的原理。同时,这些附图和文字描述并不是为了通过任何方式限制本技术构思的范围,而是通过参考特定实施例为本领域技术人员说明本技术的概念。
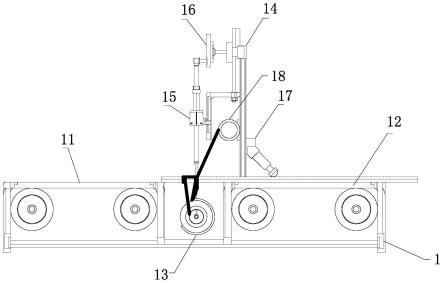
15.图1为本发明实施例提供的多工位方便快速包装装订机的整体结构示意图。
16.图2为本发明实施例提供的勾线组件的作业示意图一(装订针下移时)。
17.图3为本发明实施例提供的勾线组件的作业示意图二(装订针上移时)。
18.图4为本发明实施例提供的装订机架的结构示意图。
19.图5为本发明实施例提供的输料机件的驱动端结构示意图。
20.图6为本发明实施例提供的压合组件的结构示意图。
21.图中:1、工站载台;11、运转机架;12、输料机件;13、勾线组件;14、装订机架;15、装订机件;16、传动组件;17、压合组件;18、输线辊;21、转向机筒;22、固定内辊;23、勾线箍;24、勾线槽;25、第二线辊;26、限位栏;31、装订针;32、穿线口;33、驱动电机;34、驱动轴;35、
传动盘;36、连接栓;37、传动连杆;38、位移机头;39、位移杆;41、第一装订线;42、第二装订线;52、限位内架;53、立向架板;54、限位轨道;55、滑动块;61、动力机箱;62、传动带面;63、驱动辊;64、传动轴;65、驱动斜齿轮;66、动力电机;67、半齿斜齿轮;68、传输载件;71、侧沿架;72、支撑支架;73、伸缩杆;74、压合板;75、内支撑弹簧。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或同种要素。
23.显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.以下结合具体实施例对本发明的具体实现进行详细描述。
25.在一个实施例中;请参阅图1,提供了一种多工位方便快速包装装订机,包括工站载台1,以及架设于工站载台1上的运转机架11,所述运转机架11的输入侧以及输出侧均设置有输料机件12,两侧的输料机件12之间设置有勾线组件13;所述运转机架11的上方还架设有装订机架14,所述装订机架14上设置有装订机件15、用以驱动装订机件15的传动组件16、以及向装订机件15输送装订线的输线辊18;所述输料机件12呈间歇式运转,装订机件15于输料机件12运转的间隔内与勾线组件13相对接。
26.本实施例中,运转机架11用于包装材料的传输,装订机架14用于对包装材料进行装订作业,并且随着包装材料的传输同步装订;作业时,包装材料沿着输入侧的输料机件12输入,运转至勾线组件13的区间内,传动组件16驱动装订机件15呈周期时下移,对包装材料进行装订缝合,输料机件12呈间歇式运转,在装订机件15下移的同时,输料机件12同步停止输送,装订机件15上移的同时,输料机件12同步开始输送,装订机件15于输料机件12运转的间隔内与勾线组件13相对接,进而对包装材料进行连贯的持续性装订缝合作业,适用于大面积的包装装订或者批量化生产。
27.本实施例于装订机架14上还设置有压合组件17,所述压合组件17压合于输入侧的输料机件12的载面上。在包装材料输入至勾线组件13的区间内,压合组件17压合于包装材料的载面上,从而避免装订材料浮起的问题,保证装订的稳定程度。
28.在一个实施例中;对于装订作业的具体实施方式,本实施例作如下设计:请参阅图2,所述两侧的输料机件12之间设置有勾线区间,所述勾线组件13安装于勾线区间内;所述勾线组件13包括转向机筒21,以及安装于转向机筒21内腔的固定内辊22,所述固定内辊22通过轴承与转向机筒21相连接,固定内辊22不随转向机筒21转动,转向机筒21为半壳体设计,转向机筒21的外壳体上设置有勾线箍23,所述勾线箍23的端口呈设置有勾线槽24。
29.所述装订机件15的装订端安装有装订针31,所述装订针31上设置有穿线口32,所述输线辊18上缠绕有第一装订线41,所述第一装订线41穿过穿线口32处勾入至勾线槽24
中。
30.所述固定内辊22上安装有第二线辊25,第二线辊25处缠绕有第二装订线42,所述第二装订线42位于第一装订线41的转向路径上,所述固定内辊22的侧沿通过限位栏26对第二线辊25进行限位。
31.请参阅图2和图3,第一装订线41穿过穿线口32处勾入至勾线槽24中,第一装订线41的始端设置有线结,线结大于穿线口32的内径,从而防止第一装订线41与穿线口32脱离,第二装订线42的始端可连接于勾线区间的机台上,保证第二装订线42与第一装订线41的运动轨迹存在空间交错即可;作业时,装订针31穿过待加工的包装材料,使得第一装订线41穿过包装材料的缝合边,同时外置电机带动转向机筒21的运动,即带动勾线箍23运动,第一装订线41随着勾线箍23的运动,向下拉伸并且做转向运动,从而与第二装订线42相互交错,在装订针31上移的同时,第一装订线41拉动第二装订线42位移,继而第一装订线41与第二装订线42呈交错式对包装材料的进行缝合,保证整体的包装缝合效果。
32.在一个实施例中;对于装订机件15的驱动方式,本实施例具体实施结构设计如下:请参阅图4,所述装订机件15包括位移机头38,以及安装于位移机头38上的位移杆39,所述装订针31安装于位移杆39的杆端;所述装订机架14上设置有限位内架52,所述限位内架52上安装有立向架板53,所述立向架板53上设置有限位轨道54,所述位移机头38外接有滑动块55,所述滑动块55内嵌安装于限位轨道54中。
33.装订针31安装于位移杆39的杆端;装订机架14上还设置限位轨道54,位移杆39的位移机头38限位于限位轨道54中,从而保证装订针31的运动轨迹,避免装订针31装订时发生偏移的问题,保证装订作业的一致性。
34.对于位移杆39的驱动实施结构,本实施例设计如下:所述驱动电机33的驱动端安装有驱动轴34,所述驱动轴34上安装有传动盘35,所述传动盘35的外盘沿设置有连接栓36,所述连接栓36外接有传动连杆37,所述传动连杆37为折叠杆结构,传动连杆37的另一端与位移机头38相连接。
35.本实施例中,驱动电机33为动力源,通过传动盘35的圆周运动带动传动连杆37的传动,将圆周运动转换为往复周期性的直线运动,继而带动装订针31呈周期性进行穿插式缝合作业。
36.在一个实施例中;对于输料机件12作间歇式运转的具体实施结构,本实施例设计如下:请参阅图5,所述输料机件12包括传输载件68,以及用以驱动传输载件68的动力机箱61,所述传输载件68包括传动带面62,以及带动传动带面62运动的驱动辊63,所述动力机箱61内置安装有传动轴64,所述传动轴64与驱动辊63相连接,所述传动轴64上安装有驱动斜齿轮65,所述动力机箱61内置安装有动力电机66,所述动力电机66的驱动端安装有半齿斜齿轮67,所述半齿斜齿轮67与驱动斜齿轮65相啮合。
37.输料机件12采用传动带面62带动包装材料的运转,驱动辊63用以驱动传动带面62的运动;对于驱动辊63的运动,本实施例设计动力电机66的驱动端安装有半齿斜齿轮67,半齿斜齿轮67的每个转动周期,其齿纹区域与驱动斜齿轮65相啮合时,带动驱动辊63运动,其非齿区域与驱动斜齿轮65相啮合时,驱动辊63停止运动,进而带动输料机件12作间歇式运
转,能够有效与装订机件15配合进行缝合作业。
38.对于半齿斜齿轮67的齿纹长度,也不限于半齿斜齿轮67的齿轮周长的一半,具体的齿纹区域和非齿区域的长度比,可根据实际的装订工艺需求而拟定。
39.在一个实施例中;对于压合组件17的具体实施结构,本实施例设计如下:请参阅图6,所述压合组件17包括安装于装订机架14上的侧沿架71、安装于侧沿架71上的若干支撑支架72、以及安装于支撑支架72上压合板74,支撑支架72相对于输料机件12呈倾斜式安装,所述支撑支架72上均安装有伸缩杆73,所述压合板74安装于伸缩杆73的杆端,支撑支架72上设置有内支撑弹簧75对伸缩杆73形成支撑力。
40.支撑支架72呈倾斜式安装有压合板74,压合板74贴合于待加工的包装材料的表面,从而压紧包装材料;同时,支撑支架72上设置有若干伸缩杆73对压合板74形成支撑,内支撑弹簧75对伸缩杆73形成支撑力,压合板74可以采用pvc弹性塑料板材,这样即使包装材料本身不平整,或者包装材料内置的物品导致其不平整,也能保证压合板74贴合于包装材料的表面。
41.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
42.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
