1.相关申请的交叉引用
2.本技术要求于2019年12月17日向韩国知识产权局提交的韩国专利申请no.10-2019-0169124的权益,该韩国专利申请的全部公开内容通过参引并入本文中。
3.本公开涉及圆柱形电池及用于制造该圆柱形电池的方法。
背景技术:
4.近来,由于化石燃料的耗竭导致能源价格上涨以及对环境污染的关注日益增加,因此对环境友好的替代性能源的需求成为未来生活的重要因素。因此,对产生诸如核能、太阳能、风能以及潮汐能等各种类型能源的技术的研究正在进行中,并且用于更高效地使用所产生的能源的能源储存设备也备受关注。
5.此外,随着移动装置技术的不断发展以及对这种移动装置的需求不断增加,对作为能源的电池的需求正在迅速增加。因此,已经对能够满足各种需要的电池进行了大量研究。特别地,在用于电池的材料方面,对具有诸如高能量密度、放电电压以及输出稳定性等优点的锂二次电池、比如锂离子电池和锂离子聚合物电池的需求非常高。
6.二次电池可以基于电极组件的结构进行分类,该电极组件具有正极和负极被堆叠且在该正极与负极之间插置有分隔件的结构。例如,电极组件可以包括凝胶卷(卷绕)型电极组件和堆叠(层压)型电极组件等,在该凝胶卷(卷绕)型电极组件中,长片状正极和长片状负极被卷绕且在该长片状正极与长片状负极之间插置有分隔件;在该堆叠(层压)型电极组件中,切割成预定尺寸的多个正极和负极被依次地堆叠且在该正极与负极之间插置有分隔件。近年来,为了解决凝胶卷型电极组件和堆叠型电极组件所带来的问题,已经开发了一种堆叠/折叠型电极组件,该堆叠/折叠型电极组件是凝胶卷型电极组件和堆叠型电极组件的组合,且具有改进的结构,在该结构中,预定数目的正极和负极被依次地堆叠且在该正极与负极之间插置有分隔件,以构成单位单池,之后多个单位单池在已经被放置在分隔膜上的状态下被依次地卷绕。
7.这些电极组件根据使用目的安装在袋状壳体、圆柱形罐、棱柱形壳体等中,从而制造电池。
8.其中,圆柱形电池具有能够容易地制造且具有单位重量能量密度高的优点,并且因此被广泛用作诸如电动车辆、便携式计算机以及便携式电动工具之类的各种装置的能源。
9.图1是示出了常规圆柱形电池的示意性横截面图。
10.参照图1,圆柱形电池(10)通过下述方式制造:将凝胶卷型电极组件(12)安装在圆柱形壳体(13)中,将电解质溶液注入圆柱形壳体(13)中,将顶部帽(14)安装至圆柱形壳体(13)的开口上端部以及将正极接片(15)电连接至顶部帽(14)。
11.近来,对高输出的圆柱形电池的需求增加,并且为此目的,制造了具有多个正极接片的圆柱形电池。
12.图2是示出了具有两个正极接片的常规圆柱形电池的示意性横截面图。
13.参照图2,圆柱形电池(20)包括电连接至电极组件(21)的第一正极接片(22)和第二正极接片(23)。第一正极接片(22)的一部分在弯曲状态下焊接至第二正极接片(23)。为了方便描述,未示出电池壳体和顶部帽。
14.在圆柱形电池(20)的充电和放电过程中,在第一正极接片(22)和第二正极接片(23)中产生相当大的量的热能,该热能导致圆柱形电池的内部温度升高并且对周围的部件造成热损伤。另外,当在焊接第一正极接片(22)和第二正极接片(23)的过程中产生的飞溅物从焊接部分(a)脱离时,这可能导致内部短路。因此,第一正极接片(22)和第二正极接片(23)的焊接部分(a)使用绝缘构件(24)进行包裹。
15.通过这种结构,可以防止圆柱形电池(20)的内部温度由于正极接片(22)和正极接片(23)中产生的热能而升高,并且可以防止飞溅物从焊接部分(a)脱离。
16.但是,用于高输出的圆柱形电池(20)在充电和放电过程中产生相当大的量的热能,该热能会导致绝缘构件(24)熔化的问题。
技术实现要素:
17.技术问题
18.本公开的目的是提供一种具有耐热绝缘构件的圆柱形电池及一种用于制造该圆柱形电池的方法。
19.然而,本公开的实施方式要解决的问题不限于上述问题,并且可以在本公开所包括的技术思想的范围内进行各种扩展。
20.技术解决方案
21.根据本发明的一个实施方式,提供了一种圆柱形电池,该圆柱形电池包括:两个或更多个正极接片;以及绝缘构件,该绝缘构件形成在正极接片的焊接部分处,其中,绝缘构件包括热收缩构件和耐热构件,并且耐热构件形成在热收缩构件的至少一个表面上。
22.耐热构件可以包括无机材料。
23.无机材料可以包括β-氧化铝(β-al2o3)。
24.耐热构件可以是pvdf-hfp(聚偏二氟乙烯-共聚-六氟丙烯)聚合物粘合剂层。
25.耐热构件具有将含有无机材料的浆料涂覆到热收缩构件上的结构。
26.耐热构件形成在热收缩构件的彼此对应的两个表面上。
27.热收缩构件可以是聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯、聚酰亚胺和聚乙烯亚胺中的任一者,或者是它们中的两者或更多者的混合物。
28.耐热构件形成在热收缩构件中的部分可能不会受热收缩。
29.当热收缩构件热收缩时,绝缘构件可以通过收缩力固定至正极接片的焊接部分。
30.当绝缘构件的热收缩完成时,绝缘构件的尺寸可以等于或大于耐热构件的尺寸。
31.耐热构件可以位于绝缘构件内部的中央部分中。
32.大量的耐热构件可以以规则的间隔形成在热收缩构件中。
33.根据本公开的另一实施方式,提供了一种用于制造圆柱形电池的方法,该方法包括以下步骤:制造形成有两个或更多个正极接片的凝胶卷型电极组件;焊接正极接片以将正极接片连接至彼此;将绝缘构件定位在正极接片被焊接的部分;以及向绝缘构件施加热
以使绝缘构件热收缩。
34.绝缘构件可以包括热收缩构件和耐热构件,并且耐热构件可以形成在热收缩构件的至少一个表面上。
35.可以在将无机材料浆料涂覆到热收缩构件上的状态下使耐热构件干燥。
36.在将绝缘构件定位在正极接片被焊接的部分的步骤中,绝缘构件具有环形形状,并且绝缘构件可以以包裹焊接部分的结构插入焊接部分中。
37.有利效果
38.如上所述,根据本公开的实施方式的圆柱形电池可以包括绝缘构件,在该绝缘构件中形成有无机材料涂层,从而防止绝缘构件由于在电极接片的焊接部分处产生的热能而熔化。
附图说明
39.图1是示出了常规圆柱形电池的示意性横截面图。
40.图2是示出了具有两个正极接片的常规圆柱形电池的示意性横截面图。
41.图3是示出了根据本公开的实施方式的圆柱形电池的示意性横截面图。
42.图4是示出了图3的绝缘构件在热收缩之前展开的示意性平面图。
43.图5是示出了图4的绝缘构件的示意性侧视图。
44.图6是示出了图4的绝缘构件受热收缩的示意性平面图。
45.图7是示出了根据本公开的另一实施方式的绝缘构件的示意性横截面图。
具体实施方式
46.在下文中,将参照附图详细描述本公开的各个实施方式,使得本领域技术人员能够容易地实现各个实施方式。本公开可以以各种不同的方式进行修改,并且不限于本文中所阐述的实施方式。
47.另外,在整个说明书中,当元件“包括”或“包含”部件时,除非相反地指出,否则其可以表示该元件不排除另一部件,而是还可以包含另一部件。
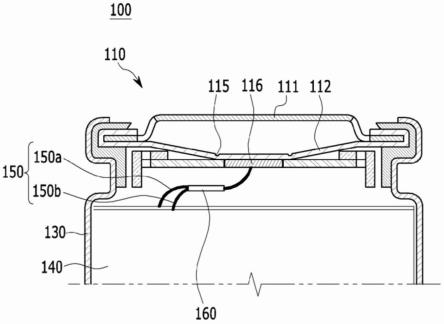
48.图3是示出了根据本公开的实施方式的圆柱形电池的示意性横截面图。图4是示出了图3的绝缘构件在热收缩之前展开的示意性平面图。图5是示出了图4的绝缘构件的示意性侧视图。图6是示出了图4的绝缘构件受热收缩的示意性平面图。
49.参照图3至图6,圆柱形电池(100)可以构造成使得凝胶卷型电极组件(140)插入金属罐(130)中,并且帽组件(110)安装在金属罐(130)的开口顶部上。帽组件(110)可以包括顶部帽(111)、安全排气口(112)以及电流中断构件(116)。
50.顶部帽(111)可以形成突出到圆柱形电池(100)外部的形状的正极端子。顶部帽(111)可以沿着安全排气口(112)的边缘电连接至安全排气口(112)。安全排气口(112)可以形成有预先确定的凹口(115),使得安全排气口(112)被圆柱形电池(100)的高压气体破裂。当圆柱形电池(100)正常操作时,安全排气口(112)保持向下突出的结构。然而,当圆柱形电池(100)内部产生气体并且内部压力升高时,安全排气口(112)会向上突出并破裂以排出内部气体。
51.当圆柱形电池(100)异常操作时,电流中断构件(116)可以中断电流以消除内部压
力。电流中断构件(116)可以安装在电极组件(140)与安全排气口(112)之间的空间中。
52.正极接片(150)可以包括第一正极接片(150a)和第二正极接片(150b)。绝缘构件(160)可以形成在第一正极接片(150a)和第二正极接片(150b)的焊接部分(未示出)处。绝缘构件(160)可以形成为包裹焊接部分的结构。
53.绝缘构件(160)可以包括热收缩构件(161)和耐热构件(162)。热收缩构件(161)没有特别限制,但是可以是当加热到特定温度时可以收缩的热收缩膜。热收缩构件(161)的收缩温度可以是120摄氏度至200摄氏度。正极接片(150)的焊接部分可以通过当热收缩构件(161)收缩时产生的收缩力而收紧。热收缩构件(161)可以通过加热夹具(未示出)或热风鼓风机(未示出)来加热和收缩。
54.热收缩构件(161)的熔点可以是300摄氏度至400摄氏度。热收缩构件(161)可以是聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯、聚酰亚胺和聚乙烯亚胺中的任一者,或者是它们中的两者或更多者的混合物。
55.绝缘构件(160)可以具有耐热构件(162)部分地形成在热收缩构件(161)上的结构。热收缩构件(161)可以包括第一表面(161-1)和定位于第一表面(161-1)的相反侧的第二表面(161-2)。耐热构件(162)可以形成在第一表面(161-1)和第二表面(161-2)两者上。作为改型,耐热构件(162)可以仅形成在第一表面(161-1)或仅形成在第二表面(161-2)上。
56.耐热构件(162)只要具有优异的耐热性就没有特别限制,但作为示例可以包括无机材料。此外,耐热构件(162)可以是涂层,在该涂层中,包含无机材料的浆料被涂覆在热收缩构件(161)上。
57.无机材料可以是β-氧化铝(β-al2o3)。
58.耐热构件(162)可以是pvdf-hfp(聚偏二氟乙烯-共聚-六氟丙烯)聚合物粘合剂层。pvdf-hfp聚合物粘合剂层可以具有无机材料通过pvdf-hfp与聚合物树脂结合的结构。
59.当圆柱形电池(100)异常操作时,内部温度从500摄氏度上升至600摄氏度。通常,由于无机材料的熔点为2000摄氏度或更高,因此即使处于由于圆柱形电池(100)的异常操作而迅速升高的温度下,无机材料也可能不会熔化。因此,无机材料涂覆到热收缩构件(161)上的部分即使在由于圆柱形电池(100)的异常操作而升高的高温下也不会熔化。
60.热收缩构件(161)的形状没有特别限制,但作为示例,可以是具有的长度(l1)比宽度(d1)长的矩形形状。耐热构件(162)的形状也没有特别限制,但作为示例可以是矩形形状。当热收缩构件(161)收缩时,在热收缩构件(161)中形成的耐热构件(162)的部分不会收缩。因此,热收缩构件(161)可以从长度(l1)收缩至长度(l2)。另外,热收缩构件(161)可以从宽度(d1)收缩至宽度(d2)。
61.假设热收缩构件(161)在热收缩之前的长度为(l1),并且在热收缩之后的长度为(l2),则热收缩构件(161)热收缩时的收缩力和长度(l1)与长度(l2)之间的差成正比。即,随着长度(l1)与长度(l2)之间的差越大,收缩力变得越强,而随着长度(l1)与长度(l2)之间的差越小,收缩力变得越弱。
62.类似地,假设热收缩构件(161)在热收缩之前的宽度为(d1),并且在热缩之后的宽度为(d2),则热收缩构件(161)热收缩时的收缩力和宽度(d1)与宽度(d1)之间的差成正比。即,随着宽度(d1)与宽度(d2)之间的差越大,收缩力变得越强,而随着宽度(d1)与宽度(d2)之间的差越小,收缩力变得越弱。
63.当热收缩构件(161)热收缩时,绝缘构件(160)可以通过收缩力固定至第一正极接片(150a)和第二正极接片(150b)的焊接部分(a)。由于耐热构件(162)形成在热收缩构件(161)中的部分不收缩,因此当热收缩构件(161)的收缩完成时,热收缩构件(161)的尺寸可以大致等于或大于耐热构件(162)的尺寸。此处,尺寸是指将长度(l1)和(l2)乘以宽度(d1)和(d2)得到的面积。因此,当绝缘构件(160)的热收缩完成时,绝缘构件(160)的尺寸可以大致等于或大于耐热构件(162)的尺寸。
64.因此,操作员可以考虑热收缩完成时绝缘构件(160)的最终尺寸和热收缩构件(161)施加的收缩力来确定耐热构件(162)在热收缩构件(161)中所占据的空间。
65.在一个示例中,耐热构件(162)优选地位于绝缘构件(160)内部的中央部分中,使得绝缘构件(160)的边缘可以收缩。此处,“内部的中央部分”是指绝缘构件(160)的长度(l1)的中点和宽度(d1)的中点相交的部分。另外,耐热构件(162)可以具有矩形形状,并且大量耐热构件(162)可以形成在热收缩构件(161)中。
66.当多个耐热构件(162)形成在热收缩构件(161)中时,耐热构件(162)可以以彼此之间具有规则的间隔的方式形成,使得在热收缩构件上形成恒定的收缩力。由此,能够防止在热收缩构件(161)收缩后产生褶皱。不言而喻,耐热构件(162)可以以各种间隔形成在热收缩构件(161)中。
67.图7是示出了根据本公开的另一实施方式的绝缘构件的示意性横截面图。
68.参照图7,绝缘构件(260)可以包括热收缩构件(261)和耐热构件(262)。绝缘构件(260)可以是环形形状。这可以是具有与宽度相比长的长度的热收缩构件(261)的沿纵向方向的两个侧部连接至彼此的结构。热收缩构件(261)可以包括第一表面(262-1)和第二表面(262-2),并且可以具有第一表面(262-1)指向外部而第二表面(262-2)指向内部的结构。
69.另外,可以在热收缩构件(261)的第一表面(262-1)和第二表面(262-2)中形成大量的耐热构件(162)。耐热构件(162)可以以彼此之间具有规则的间隔或不同的间隔的方式形成。
70.绝缘构件(260)可以利用在热收缩构件(261)通过耐热构件(162)之间的分隔空间收缩时产生的收缩力包裹正极接片的焊接部分。为了方便说明,正极接片和焊接部分未示出,但可以具有与图2中所示的正极接片(22)和正极接片(23)以及焊接部分(a)相同的结构。环形形状的绝缘构件(260)可以以包裹焊接部分的结构插入焊接部分中。
71.如上所述的结构允许绝缘构件(260)牢固地固定至焊接部分,并且通过简化制造过程来提高生产率。
72.本领域技术人员将理解的是,可以在不脱离本发明的精神和范围的情况下基于以上描述进行各种应用和改型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
