表面整理模制材料
1.本发明涉及提供强化的表面光洁度的模制材料及其制备方法、通过固化此类模制材料制备模制制品的方法、以及可通过此类方法获得的模制制品。本发明特别涉及纤维增强复合材料模制材料,所述模制材料可以在低温下固化并且包含表面整理层,以提供具有高质量表面光洁度的模制制品,所述模制制品在固化后需要最少的制备,尤其是但不仅限于用于风力涡轮机和汽车行业。
2.复合材料与传统建筑材料相比具有明确记载的优点,特别是在材料密度非常低的情况下提供优异的机械特性方面。因此,此类复合材料的使用已在许多行业(包括航空航天、汽车、船舶和风力涡轮机行业)中变得广泛。
3.包含被热固性树脂诸如环氧树脂浸渍的纤维排列物的预浸料广泛用于生产此类复合材料。典型地,根据需要“铺叠”许多此类预浸料层片,并且将所得组装物或层压材料放置在模具中并且固化,通常通过暴露于升高的温度,任选地在压力下,以生产固化的复合材料层压材料。然而,在没有任何表面处理的情况下,此类复合材料通常会固化以产生差的表面光洁度,其本身可能表现为粗糙、波状或有针孔的表面或表现为在相邻预浸料层片已经重叠以确保连续层的模制结构的表面上的狭窄凹槽。这种形成不平整表面的趋势似乎与下层增强物的粗糙度密切相关,增强物越粗糙,问题就越明显。当粗糙增强物用于结构刚度并且又希望光滑的表面光洁度(诸如,例如,在汽车车身面板的生产中,其中需要a类光洁度,或在风力涡轮机的叶片的生产中)时,这可能是特别的问题。
4.已经有许多不同的方法来改善纤维增强复合材料模制材料和由此类材料产生的模制制品的表面光洁度。大型复合材料结构(诸如风力涡轮机叶片)的制造商典型地使用模内凝胶涂层或加工涂层,所述涂层充当表面整理层,其在脱模后可以通过以下方式进行整理:填充缺陷并且砂磨以去除脱模剂和微小瑕疵以及“嵌入(key-in)”表面,然后施用漆料的面涂层以保护结构免受环境条件的影响。实质上,此类凝胶涂层方法涉及在模具内表面上裱糊可流动组合物,然后将其部分固化以形成凝胶层,将预浸料组装物在固化之前放置在凝胶层上。在固化过程中,预浸料和凝胶涂层融合在一起,这通常导致形成的复合材料具有光滑表面。然而,所述方法需要初始固化步骤,劳动强度非常大,并且倾向于产生厚度不均匀的凝胶层。此外,所述层需要是相对厚的(例如,平均0.3mm)以覆盖缺陷,这可能导致不希望的重量增加。
5.其他方法已经使用结合到复合材料模制材料的模具接合表面中的表面整理膜,所述复合材料模制材料典型地包含支撑在非织造垫载体上的热固性树脂。例如,wo 2008/007094a2公开了一种复合材料组装物,其包含:a)包含至少一个纤维层的表面强化层,其长宽纵横比大于5:1,和b)包含至少一种增强纤维和至少一种聚合物基质的结构层。此文件公开了用于表面强化层中的纤维可以通过以下方式制备:将纤维纵向段切并且然后由段切纤维形成膜或面纱,使得所得面纱结构致密得多,对于相同重量具有增加的纤维密度。此文件公开了更致密的面纱结构提供了在外观和光滑度方面均改善的表面光洁度。
6.大型复合材料零件(诸如风力涡轮机叶片)的制造商也热衷于确保去除任何脱模剂痕迹,从而确保最终漆料面涂层与复合材料表面的良好粘附,所述脱模剂用于涂覆模具
以促进固化后复合材料零件的脱模并且随后被转移到固化零件的表面上。此类脱模剂痕迹典型地使用砂磨方法去除。然而,当将表面整理膜结合到复合材料模制材料的模具接合表面时已经发现的一个问题是,最终用户将包含表面整理膜的层压材料砂磨到这样的程度,即它们破坏其结构并且在表面上产生非常相同的针孔,所述针孔是整理膜旨在防止的。当砂磨时,最终用户典型地寻求将表面光泽度水平的变化作为充分砂磨的指示。似乎通过使用如上所述整理膜而产生的表面比它们过去的表面更耐砂磨,并且因此,他们倾向于使用更激进的砂磨方案,导致发生损坏。
7.克服此问题的一种方法是改善表面强化层的易砂磨性,从而确保可以在典型的砂磨条件下容易地去除任何脱模剂痕迹。例如,wo 2010/046682 a1公开了一种预浸料组装物,所述预浸料组装物包含树脂和纤维并且包含最上面的可固化树脂表面层,使得当组装物固化时,最上面的表面层经200个循环具有至少0.30mg/循环的砂磨性,如根据astm d4060使用装配有h18轮和1.0kg重物的taber 5151磨损试验机测量的。在一个优选的实施方案中,最上面的可固化树脂表面层包含按重量计至少10.0%的呈粒度为从5至50μm的玻璃球体的形式的粒状颗粒材料,以提供必要的砂磨特性。
8.其他方法已经解决了纤维增强复合材料模制材料当铺叠在模具中时的滑动问题,这可能导致固化后模制制品的表面中的不规则性。在相邻的增强层或预浸料层在模具中重叠(这可能导致在重叠区域的树脂缺乏并且引起固化时沿着重叠接缝形成狭窄凹痕)的情况下,这个问题可能特别重要。例如,wo 2017/021147 a1公开了一种模制材料,所述模制材料包含纤维材料在可固化树脂基质中的层,在至少一个表面上提供有包含粘性树脂的表面整理膜,其中在整理膜的远离模制材料的表面上提供面纱,并且面纱中形成穿孔以在模制操作期间允许表面整理膜的粘性树脂穿透面纱。此文件公开了面纱中此类穿孔的存在允许少量粘性树脂在模制材料与模具表面之间提供轻微粘贴,从而将模制材料保持在适当的位置。
9.改善纤维增强复合材料模制材料和由上述此类材料产生的模制制品的表面光洁度的各种方法都有某些缺点,诸如需要在模具中固化另外的凝胶涂层,或需要使用含有纵向段切纤维的表面整理层,或需要包含另外的玻璃球体以改善表面整理层的易砂磨性,或需要在表面整理层中的任何纤维面纱上穿孔,这可能进而对树脂流动性和表面光洁度产生影响。
10.本发明的目的是克服上述问题中的至少一些和/或总体上提供改善。
11.根据本发明,提供了一种模制材料、其制备方法、通过固化此类模制材料制备模制制品的方法、以及可通过如下文所述或如所附权利要求中任一项所定义的此类方法获得的模制制品。
12.因此,在本发明的第一方面,提供了一种模制材料,其包含:(a)包含纤维增强材料的结构增强层;和(b)用于接触模具或工具表面的表面强化层,所述表面强化层包含第一非织造纤维载体与含有流变改性剂和固化剂的第一树脂组合物的组合,其中所述第一树脂组合物提供了所述模制材料的外部模具或工具接触表面。
13.第一树脂组合物至少部分浸渍第一非织造层,并且在优选实施方案中,其完全浸渍第一非织造层。然而,本发明的基本特征是,第一非织造层的远离结构增强层的表面上存在足够量的第一树脂组合物以在模制材料的外部模具或工具接触表面上形成连续层。
14.在本发明的上下文中,术语“模制材料”是指纤维增强复合材料,其可以与其他此类材料一起铺叠在模具或工具中并且固化以形成具有模具或工具形状的复合材料零件。此类模制材料可以用于制备许多不同的零部件,包括但不限于风力涡轮机的部件,包括机舱、螺旋桨和转子叶片。
15.结构增强层可以呈许多形式。通常,根据本发明的模制材料将含有几个结构增强层,尽管对于一些应用而言单层可能就足够。
16.纤维增强材料可以呈片材或连续垫或连续长丝的形式。在其他实施方案中,纤维增强材料包含短长度纤维,例如短切原丝毡。纤维增强材料可以呈多根纤维丝束的形式,每个纤维丝束含有多根纤维长丝以形成每个丝束。丝束可以被缝合或编织以形成织物。纤维可以由以下组成:天然材料,诸如棉、亚麻、大麻、羊毛或蚕丝;或半合成材料,诸如人造丝、粘胶、莫代尔等;或合成材料,诸如碳、聚酯、矿物、尼龙、亚克力、玻璃、芳纶(芳族聚酰胺)等。在优选实施方案中,纤维增强物包含碳纤维或玻璃纤维。
17.在一些实施方案中,纤维增强材料呈织造织物的形式。在其他实施方案中,纤维增强材料包含单向(ud)织物,其中存在于织物中的大部分纤维、粗纱或丝束仅在一个方向上延伸,尽管少数纤维、粗纱或丝束可能在与大多数不同的方向上延伸,例如作为十字缝合,以便维持后者的单向对齐。单向织物中的纤维、粗纱或丝束可以通过多种不同的方法保持对齐,所述方法包括编织、缝合和结合。因此,此类单向织物可以是织造的或非织造的。在进一步的实施方案中,纤维增强材料包含单向织物与双轴向或多轴向织物或垫的组合,其中任一组分可以是织造的或非织造的。
18.用于复合材料的合适织造和非织造织物可从专业制造商商购,包括但不限于英国萨里郡伊舍(esher)的chomarat textiles industries、英国莱斯特郡纳伯勒(narborough)的hexcel reinforcements uk limited、和中国浙江省嘉兴市桐乡经济开发区314500的zhenshi group hengshi fibreglass fabrics co.,ltd.。在一个实施方案中,织造或非织造织物是碳纤维或玻璃纤维织物,诸如bb200、bb600或bb1200,其中例如,名称bb1200是指具有1200g/m2的面积重量为的双轴玻璃织物。
19.也可以设想杂混或混合纤维体系。破裂的(即,拉伸断裂的)或选择性不连续的纤维的使用可能有利于促进根据本发明的模制材料的铺叠并且改善其成型能力。
20.纤维增强材料的面积重量通常为从40至4,000g/m2。在优选实施方案中,纤维的面积重量优选在100至2,500g/m2、更优选150至2,000g/m2的范围内。
21.所述结构增强层或其中存在多于一个层的结构增强层中的纤维增强材料将典型地是重质非卷曲织物,诸如玻璃织物。对于玻璃增强物,68至2400tex(克/千米纱线)的纤维是特别适用的。
22.根据本发明的模制材料的表面强化层包含第一非织造纤维载体。在本发明的上下文中,非织造纤维载体意指空气和树脂两者可渗透的任何非织造材料。合适的非织造纤维载体是重质的,优选小于100g/m2,但优选足够稳健以承载一个树脂层并且承受本发明方法中的加工。非织造纤维载体可以包含连续纤维或不连续纤维。在一个实施方案中,第一非织造纤维载体包含面纱(有时称为绒布)。在本发明的上下文中,术语“面纱”是指薄的、重质的(即,面积重量不超过100g/m2)、多孔的、非织造的、纤维增强物。在一个优选的实施方案中,第一非织造纤维载体由热塑性材料纤维组成,优选地其中使用有机粘合剂将纤维结合在一
起以赋予材料结构完整性。在一个特定实施方案中,热塑性材料包含聚酯或脂族或半芳族聚酰胺,诸如尼龙和聚酯纤维。在另一个实施方案中,非织造纤维载体包含由热塑性纤维共混物(诸如聚酯和尼龙纤维的共混物)形成的面纱。有机粘合剂典型地以基于第一非织造纤维载体的总重量按重量计1%至10%的量存在。第一非织造纤维载体的目的是充当第一树脂组合物的支撑物或载体以及控制第一树脂组合物与模具或工具表面相互作用的方式,以便提供良好的表面光洁度。在一个实施方案中,第一非织造纤维载体具有在1%至10%、优选2%至9%之间的开放性和/或在75至350μm2之间的平均开放面积。在优选的实施方案中,第一非织造纤维载体具有在1至80g/m2、优选从5至50g/m2、更优选从10至40g/m2的范围内的面积重量。在一个实施方案中,第一非织造纤维载体具有在200pa的施加压力下大约2,300l/m2/s的透气性。非织造纤维载体的透气性可以通过astm d737-18-纺织织物透气性的标准测试方法(standard test method for air permeability of textile fabrics)来测量。合适的热塑性纤维面纱包括可从英国坎布里亚郡肯德尔布朗斯米尔斯(burnside mills)的以商品名t2761-00商购的那些。
23.除了第一非织造纤维载体之外,表面强化层还包含第一树脂组合物。第一树脂组合物通常包含热固性树脂,诸如聚酯树脂、聚氨酯树脂、聚氨酯/聚脲树脂、苯酚-甲醛树脂、脲-甲醛树脂、乙烯基酯树脂、氰酸酯树脂、聚酰亚胺树脂或环氧树脂。在一个实施方案中,第一树脂组合物是热固性树脂组合物,优选环氧树脂组合物,即包含环氧树脂或环氧树脂共混物。合适的环氧树脂包括可从英国剑桥郡达克斯福德的hexcel composites limited获得的m9和m79系列环氧树脂。
24.在一个实施方案中,第一树脂组合物包含具有在150至1,500的范围内、优选在150至1,250的范围内、优选在150至1,000的范围内、优选在150至750的范围内、优选在150至500的范围内、优选在200至500的范围内、优选在200至450的范围内、优选在250至350的范围内或其任何组合的环氧当量重量(eew)的环氧树脂。
25.第一树脂组合物包含至少一种固化剂,以促进树脂的交联和模制材料的固化,尤其是在100℃或更低的温度下。在本发明的上下文中,术语“固化剂”被理解为包括能够影响或增加第一树脂组合物的交联速率的任何固化剂和/或促进剂。用于本发明的此类固化剂和/或促进剂是本领域中众所周知的。在一个实施方案中,第一树脂组合物包含潜伏固化剂,其为经取代的脲。合适的经取代的脲固化剂包括可从德国特罗斯特贝格的alzchem group ag以商品名获得的一系列材料,包括ur200、ur300、ur400、ur500、ur600和ur700;以及可从美国新泽西州穆尔菲尔德的emerald performance materials以商品名获得的一系列材料,包括u-24m、u-35m、u-52、u-52m、u-210、u-210m、u-405、u-405m、u-410m和u-415m。在进一步的实施方案中,固化剂可以包含双氰胺固化剂与经取代的脲的组合。固化剂可以以适于在选定条件下引起树脂固化的任何量存在。在实施方案中,固化剂以基于树脂组合物的总重量1wt%至25wt%、1wt%至20wt%、1wt%至15wt%、1wt%至10wt%、或2wt%至8wt%或其任意组合的量存在。
26.重要的是第一树脂组合物含有流变改性剂。在本发明的上下文中,术语“流变改性剂”用于指能够在诸如第一树脂组合物的材料中赋予非牛顿流变特性的化合物或物质。在本发明中,流变改性剂应引起树脂在剪切下的最小粘度与非粘度改性树脂相比增加,并且
还应引起树脂在非剪切下的粘度与非流变改性树脂相比增加更多量。这可以使用剪切扫描粘度方法来测量。剪切扫描粘度方法的合适条件是25mm平行板,其中间隙设置为1mm以提供从0.1至100-s
的剪切速率,并且温度为60℃。在本发明中,优选选择流变改性剂,使得当如上所阐述测量时,第一树脂组合物具有在60℃和0.1s-1
下从200至1000pa.s的粘度;以及在0.1s-1
下的粘度的25%或更小的在60℃和100s-1
下的粘度,条件是在60℃和100s-1
下的粘度不小于25pa.s。
27.剪切扫描粘度方法可以使用适于提供以上条件的任何粘度计来进行,例如使用由美国特拉华州纽卡斯尔ta instruments制造的ta hr-2discovery混合流变仪。
28.合适的流变改性剂包括处理和未处理等级的气相二氧化硅,诸如疏水二氧化硅。也可以使用亲水二氧化硅,但优选与触变性增强剂组合使用。也可以使用亲有机性层状硅酸盐。合适的二氧化硅包括可从德国evonik resource efficiency gmbh获得的r 202和可从美国佐治亚州阿法乐特的cabot corporation获得的cab-o-ts720。合适的亲有机性层状硅酸盐包括可从byk(altana group)获得的garamite-7305。合适的触变性增强剂包括可从德国威塞尔(wesel)的byk-chemie gmbh以商品名获得的那些。在一个实施方案中,流变改性剂是疏水气相二氧化硅,诸如r202。
29.任选与触变性增强剂组合的流变改性剂可以以基于第一树脂组合物的总重量按重量计1%至20%的量存在。在优选的实施方案中,流变改性剂以基于第一树脂组合物的总重量按重量计1%至15%、按重量计1%至12%、按重量计1%至10%、按重量计2%至10%、按重量计3%至9%、按重量计4%至8%或其任何组合的量存在。
30.我们已经发现,轻质高度封闭的微纤维面纱与具有上述粘度特征的流变改性环氧树脂组合物的组合的使用提供了具有良好间隙填充特性的表面强化层,导致针孔的形成大大减少,并且还减少或完全消除了在铺叠过程中模制材料层片重叠时引起的狭窄凹槽。
31.第一树脂组合物还可以包含其他组分,诸如增韧剂、粒状填充剂(诸如微球、玻璃球体、滑石等)、染料、空气释放剂或颜料等。
32.第一树脂组合物提供在模制材料的外部模具或工具接触表面上,即当铺叠模制材料以准备固化时与模具或工具表面接触的模制材料表面。在其最简单的形式中,例如,模制材料包含第一树脂组合物层,在第一树脂组合物层的顶部是非织造纤维载体,诸如轻质表面面纱,它们一起形成表面强化层,在表面强化层的顶部是纤维增强材料(诸如重质玻璃织物垫)层,其形成结构增强层。在这种情况下,第一树脂组合物层将通常是具有高面积重量的厚层,因为一旦各层固结,第一树脂组合物的量必须足以不仅浸渍表面面纱而且还浸渍纤维增强层。
33.在另一个实施方案中,结构增强层与第二树脂组合物组合存在。在这种情况下,模制材料可以包含第一树脂组合物层,在第一树脂组合物层的顶部是轻质表面面纱,它们一起形成表面强化层,在表面强化层的顶部是重质纤维增强材料层,并且最后是第二树脂组合物层,后两层形成结构增强层。在进一步的实施方案中,第二树脂组合物层可以在纤维增强材料与非织造纤维载体层之间。在任一情况下,第二树脂组合物可以在层固结后部分或完全浸渍结构增强层,例如以形成半浸料或预浸料结构。
34.关于第一树脂组合物讨论的任何树脂组合物都适合用作第二树脂组合物。然而,由于第二树脂组合物的目的主要是结构性的,而不是提供间隙填充特性,因此第二树脂组
合物包含流变改性剂不是必需的;然而,如果希望,第二树脂组合物可以包含流变改性剂。在某些优选的实施方案中,第二树脂组合物与第一树脂组合物相同,但不含流变改性剂,并且在某些其他优选的实施方案中,第二树脂组合物与包含流变改性剂的第一树脂组合物相同。
35.在一个实施方案中,根据本发明的模制材料进一步包含在结构增强层与表面强化层之间的第二非织造纤维载体。第二非织造纤维载体可以与第一非织造纤维载体相同,但优选地,第二非织造纤维载体具有大于第一非织造纤维载体的面积重量。
36.第二非织造纤维载体可以包含连续纤维或不连续纤维。在一个实施方案中,第二非织造纤维载体包含面纱(有时称为绒布)。第二非织造纤维载体典型地由以下组成:玻璃、碳、聚酯、聚酰胺、芳纶(芳族聚酰胺)或其组合的非织造纤维,其使用有机粘合剂结合在一起以赋予材料结构完整性。优选地,第二非织造纤维载体包含玻璃绒布。有机粘合剂典型地以基于第二非织造纤维载体的总重量按重量计1%至10%的量存在。通常,第二非织造纤维载体的面积重量或表面密度将略高于第一非织造纤维载体。在一个优选的实施方案中,第二非织造纤维载体是面积重量为20至100g/m2、优选20至90g/m2、更优选30至80g/m2、甚至更优选30至60g/m2的非织造面纱。合适的非织造玻璃垫或绒布可从美国科罗拉多州丹佛的johns manville以商品名商购,包括但不限于st-3022、s 4030和s 5030,以及可从中国山东省泰安市经济开发区的taishan fiberglass inc.以商品名商购,包括但不限于s-sm30、s-sm50、s-hm30和s-hm50。
37.第二非织造纤维材料的存在有助于防止在固化后结构增强层中的纤维增强材料“透印”而出现在模制材料的表面上,并且还确保在固化过程中足够的第二树脂组合物保留在表面强化层内,从而避免由于树脂缺乏而形成狭窄凹槽或其他表面不规则性。与第一非织造纤维材料一样,第二非织造纤维材料还可以用于防止第一、第二或第三树脂组合物中形成空气泡或帮助消散空气泡。
38.第二非织造纤维载体可以与第三树脂组合物组合存在。第三树脂组合物可以定位在第二非织造纤维载体的任一侧并且可以有助于将第二非织造纤维载体粘贴到第一非织造纤维载体和/或结构增强层。固结后,第三树脂组合物可以部分或完全浸渍第二非织造纤维载体。
39.当存在时,第二非织造纤维载体可以任选地提供为与结构增强层的纤维增强材料附接,例如这些层可以通过树脂材料或通过缝合预附接。
40.关于第一或第二树脂组合物讨论的任何树脂组合物都适合用作第三树脂组合物。然而,第三树脂组合物包含流变改性剂不是必需的,但如果希望,它可以包含一种流变改性剂。在某些优选实施方案中,第三树脂组合物与第一树脂组合物和/或第二树脂组合物相同,但不含流变改性剂,并且在某些其他优选实施方案中,第二树脂组合物与包含流变改性剂的第一和/或第二树脂组合物相同。当存在时,使用相同的树脂组合物作为第一、第二和第三树脂组合物是特别有利的,因为它简化了过程并且防止了由不同树脂组合物之间可能的不相容性引起的任何问题。
41.在一个实施方案中,模制材料进一步包含在模制材料的远离表面强化层的表面上的至少一个附加结构增强层。所述一个或多个附加结构增强层可以与第一结构增强层相同
或可以不同。在一个实施方案中,所述一个或多个附加结构增强层与第一结构增强层不同,并且附加增强层可以关联与第一结构增强层相同的树脂组合物或不同的环氧树脂组合物。在此实施方案中,所述一个或多个附加结构增强层可以是常规预浸料,诸如那些从奥地利诺伊马克特的hexcel composites gmbh&co kg以商品名商购的那些,包括但不限于m79和m9系列的预浸料。
42.在本发明的模制材料中提供的树脂总量将取决于材料的预期用途。例如,在模制材料旨在与其他浸渍或部分浸渍的材料一起铺叠并且固化的情况下,树脂含量可以相对高。可替代地,在本发明模制材料旨在与随后将在固化前被树脂浸渍的中间结构中的未浸渍(干)纤维层组合使用的情况下,树脂含量可以相对低。在所有情况下,然而,应有足够的树脂以形成在表面强化层的外表面上的层,即在模制材料铺叠过程中用于接触模具或工具表面的层。然而,通常,本发明模制材料中存在的树脂总量为按模制材料的重量计从10wt%至60wt%。更优选地,在旨在用于浸渍或部分浸渍材料的模制材料中,总树脂含量为按模制材料的重量计从20wt%至60wt%、甚至更优选从30wt%至50wt%;并且在旨在用于灌注体系的模制材料中,总树脂含量优选为按模制材料的重量计从10wt%至50wt%。
43.因此,本发明模制材料中的一个或多个树脂层的面积重量可以根据一个或多个树脂层的数量、一个或两个结构增强层的存在并且特别地根据形成结构增强层的纤维增强材料的重量和任何附加结构增强层的存在而显著变化。如本文所提出,总树脂可以由多种不同的树脂组合物构成,但在优选实施方案中,相同的树脂组合物用在整个模制材料中。
44.在不同树脂组合物与模制材料的不同层相关联的情况下,当在固结之前组装模制材料时,各种树脂最初提供为与它们相关联的层接触。在整个模制材料中存在相同树脂组合物的情况下,它可以最初作为多个层提供在整个模制材料中,或它可以最初作为单一层提供;然而,在固结之后,至少一部分树脂组合物应存在于第一非织造纤维载体的远离结构增强层的表面上,以便提供模制材料的外部模具或工具接触表面。
45.在一个实施方案中,根据本发明的模制材料进一步包含与所述模制材料的模具或工具接触表面附接的不完全穿透所述表面强化层的非连续指示剂手段。
46.在本发明的上下文中,术语“附接”意指非连续指示剂手段与模制材料的模具或工具接触表面相关联,并且因此在运输给最终用户的过程中或在后续加工步骤的过程中无法被偶然地或容易地去除。
47.在本发明的上下文中,“非连续”意指,指示剂手段在表面强化层内提供离散的指示剂区域,并且提供对表面的哪些区域在模制材料的后固化处理期间被例如砂磨处理的指示。
48.在各个层的组装过程中以及在固结之前,可以将非连续指示剂手段施用于模制材料的外部模具或工具接触表面上的第一树脂组合物,但优选地,在结构增强层和表面强化层(以及任何附加层)的固结之后但在固化之前施用非连续指示剂手段。在此阶段,即在固化之前,由于模具或工具接触表面上存在的树脂层的粘贴,指示剂手段松散地附接到模制材料的模具或工具接触表面。
49.在固化模制材料时,非连续指示剂手段变得永久固定或嵌入在表面强化层的上部区域中,并且因此将充分地附接到固化模制材料的模具或工具接触表面,使得它们不会因处理材料而被去除。
50.指示剂手段可以仅结合在模制材料的模具或工具接触表面的表面上,或者它们可以穿透到表面中。在非连续指示剂手段穿透表面整理层的情况下,它们可以穿透到任何深度,只要它们不完全穿透所述层,即,使得指示剂手段不接触结构增强层(或当存在时,第二非织造纤维载体),使得如果表面强化层被去除(例如,通过砂磨)到所有非连续指示剂手段被去除的深度,将不会对下面的层造成损坏。因此,指示剂手段可以穿透表面强化层到从层深度的0%(即,仅结合到表面)直到接近但不完全地所述深度的100%的任意深度。在优选的实施方案中,指示剂手段穿透表面强化层到其深度的从0.1%至95%、更优选从1%至50%。
51.本发明的模制材料特别适合于在模制材料的模具或工具接触表面上包含指示剂手段,因为第一树脂组合物的流变改性剂提供了表面强化层的流变特性。特别地,第一树脂组合物的强化粘度意指,指示剂手段将附接到或嵌入表面层中,并且将保持为离散的形状,并且将不会显著地向外或向内扩散,使得维持清楚的图案。
52.在将固化制品脱模时,非连续指示剂手段保持存在于制品的表面上,从而使制品能够容易地被砂磨,而没有表面整理层被完全去除的风险。在实践中,操作者能够通过评估是否全部非连续指示剂手段都已经被去除来确定是否全部表面或制品都已经被充分砂磨。
53.非连续指示剂手段可以包括任何规则或不规则形状,并且所述形状可以以任何规则或不规则的阵列排列,只要它们用作充分表面处理的指示剂。合适的形状包括规则或不规则阵列中的线(直线或曲线)、点(包括圆形、方形或不规则点)或其混合。优选地,单独形状之间的距离通常小于在手动砂磨表面期间单次砂磨运动中所覆盖的距离。优选地,指示剂手段包括规则点的规则阵列,因为这使得更容易评估哪些区域已经被表面处理,例如,哪些区域已经通过砂磨去除了指示剂手段以及哪些区域未被充分处理。
54.非连续指示剂手段可以包含在固化后将在模制材料的表面上保持可见的任何合适材料。在一个实施方案中,指示剂手段包含折射化合物,例如像折射金属氧化物,如二氧化钛。在制品的砂磨是自动化的情况下,折射化合物的使用可能是有用的,并且可以便于使用光扫描技术而不是视觉检查来评估进展。在其他实施方案中,指示剂手段可以由染料或颜料(例如像炭黑或其他类似物质)形成。用于本发明的合适形式的炭黑包括但不限于由美国德克萨斯州77345休斯顿suite 106的4501magnolia cove drive的orion engineered carbons llc制造的商品名为v的产品。在此类实施方案中,可能希望使用不溶于第一树脂组合物的染料,以防止染料“渗出”到第二树脂组合物的其他区域。然而,将显而易见的是,根据本发明的非连续手段不限于上述说明性例子。
55.指示剂手段可以以任何合适的方式施用到模制材料的模具或工具接合表面,例如通过将穿孔模版施用到其上,并且用合适的金属氧化物、染料或颜料的溶液或分散体或固体颗粒喷涂表面,随后是轻压力,诸如通过使用手动辊。可替代地,指示剂手段可以通过喷涂或印刷来施用。
56.在本发明的第二方面,提供了一种制备模制材料的方法,所述方法包括以下步骤:
57.(a)提供包含纤维增强材料的结构增强层;
58.(b)提供用于接触模具或工具表面的表面强化层,所述表面强化层包含第一非织造纤维载体与含有流变改性剂和固化剂的第一树脂组合物的组合,其中所述第一树脂组合物提供在所述模制材料的远离所述结构增强层的外部模具或工具接触表面上;以及
59.(c)将所述层固结以便使至少所述第一非织造纤维载体被所述第一树脂组合物浸渍而不固化所述树脂组合物。
60.在本发明的方法中,在组装结构增强层和表面强化层以及可能包含的任何其他层之后进行固结。固结可以以用于形成复合材料的任何常规方式进行,优选通过在压力下加热模制材料。例如,可以通过以下方式进行固结:使组合的层通过固结辊(诸如一个或多个s型抱辊)并且加热至例如80℃。
61.在本发明的方法中,纤维增强材料可以任选地与第二树脂组合物组合存在。
62.在一个实施方案中,根据本发明第二方面的方法进一步包括以下步骤:在固结步骤之前,在结构增强层与表面强化层之间提供任选与第三树脂组合物组合的第二非织造纤维载体。
63.在一个实施方案中,根据本发明第二方面的方法进一步包括以下步骤:在所述固结步骤之前提供在所述模制材料的远离所述表面强化层的表面上的至少一个附加结构增强层。
64.在结构增强层与第二树脂组合物组合提供和/或第二非织造纤维载体与第三树脂组合物组合提供的情况下,所述材料可以提供有已至少部分灌注有树脂的结构材料。可替代地,在优选实施方案中,在组装模制材料过程中,结构层和树脂层作为单独的层提供,并且在固结步骤期间,使树脂层至少部分地浸渍相应的层。
65.在本发明的方法中,第一树脂组合物、第一非织造载体、以及在存在的情况下第二树脂组合物、第二非织造纤维载体、第三树脂组合物和/或一个或多个附加结构增强层可以各自任选地如本发明模制材料中类似材料所定义。
66.在一个实施方案中,根据本发明第二方面的方法进一步包括以下步骤:将非连续指示剂手段施用于所述模制材料的模具或工具接触表面,并且施加压力以及任选地热以便将所述非连续指示剂手段与所述第一树脂组合物附接而不完全穿透所述表面强化层。在本发明的上下文中,术语“附接”意指非连续指示剂手段与模制材料的模具或工具接触表面相关联,并且因此在运输给最终用户的过程中或在后续加工步骤的过程中无法被偶然地或容易地去除。固化后,非连续指示剂手段在固化模制品的模具或工具接触表面上保持可见,并且可以部分穿透到表面强化层中。
67.可以在材料铺叠期间的任何阶段并且固化之前,例如在固结步骤之前,将非连续指示剂手段施用于模制材料的模具或工具接触表面。优选地,然而,在固结步骤之后但在固化之前添加非连续指示剂手段。可以以任何合适的方式将非连续指示剂手段添加到表面。例如,指示剂手段可以通过以下方式施用到模制材料的模具或工具接合表面:将穿孔模版施用到其上,并且用合适的金属氧化物、染料或颜料的溶液或分散体或固体颗粒喷涂表面,随后是轻压力,诸如通过使用手动辊。可替代地,指示剂手段可以通过喷涂或印刷来施用。
68.在本发明的第三方面,提供了一种可通过根据本发明第二方面的方法获得的模制材料。
69.在本发明的第四方面,提供了一种制备模制制品的方法,所述方法包括将根据本发明第一或第三方面的模制材料固化,任选地其中在所述固化步骤之前在所述模制材料的远离所述表面强化层的表面上向所述模制材料铺叠至少一个附加结构增强层。
70.考虑到各层中存在的一种或多种树脂和一种或多种固化剂,本发明的模制材料可
以以任何常规方式固化以形成模制制品。因此,可以根据预浸料行业中使用的标准程序凭经验确定固化由根据本发明的模制材料制备的制品所需的适当条件。
71.在本发明的第五方面,提供了一种可通过根据本发明第四方面的方法获得的模制制品。
72.在一个实施方案中,所述模制制品具有平均针孔面积小于1%、优选小于0.1%和/或平均针孔尺寸小于0.5mm2、优选小于0.05mm2和/或重叠缺陷小于10%、优选小于5%的模制表面。
73.在本发明的第六方面,提供了一种制备成品模制制品的方法,所述方法包括以下步骤:
74.(a)通过本发明方法制备模制材料,包括以下步骤:将非连续指示剂手段施用于所述模制材料的模具或工具接触表面,并且施加压力以及任选地热以便将所述非连续指示剂手段与所述第一树脂组合物附接而不完全穿透所述表面强化层;
75.(b)将所述模制材料在模具或工具中固化,其中所述非连续指示剂手段与所述模具或工具接触,任选地其中在所述固化步骤之前在所述模制材料的远离所述表面强化层的表面上向所述模制材料铺叠至少一个附加结构增强层;
76.(c)从所述模具或工具取出所述模制制品,以及通过以下方式整理步骤(b)的模制制品:将所述制品的模具或工具接触表面磨损至足以去除所述非连续指示剂手段而不完全去除所述表面强化层的深度。
77.在本发明的这个方面,非连续指示剂为操作者提供了这样的信号,即脱模后可能被脱模剂污染的模制制品表面强化层的最外面部分已经被均匀地去除,而没有去除全部表面强化层的风险。
78.在本发明的另一方面,提供了一种可通过根据本发明在其第六方面的方法获得的成品制品。
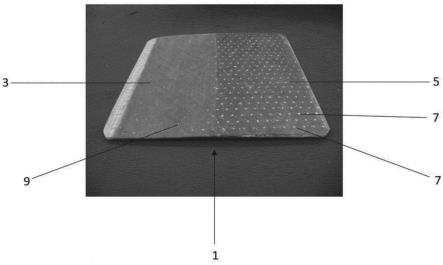
79.图1示出了根据本发明优选实施方案的部分砂磨的模制材料。
实施例
80.实施例1
81.由以下配制树脂组合物1:
82.72.3g ly1589(由瑞士巴塞尔的huntsman advanced materials(switzerland)gmbh制造的半固体双酚a二缩水甘油醚环氧树脂);
83.18.17g ly1556(由瑞士巴塞尔的huntsman advanced materials(switzerland)gmbh制造的液体双酚a二缩水甘油醚环氧树脂);
84.0.10g dw 0135(由瑞士巴塞尔的huntsman advanced materials(switzerland)gmbh制造的蓝色颜料糊);
85.0.18g byk-a530(由德国威塞尔byk-chemie gmbh制造的空气释放剂);
86.6.00g r202(由德国哈瑙-沃尔夫冈(hanau-wolfgang)的evonik resource efficiency gmbh制造的疏水气相二氧化硅流变改性剂);和
87.2.82g ur500(由德国特罗斯特贝格的alzchem group ag制造的呈粉末形式的双官能潜伏urone促进剂)。
88.将组分在50℃至60℃的温度下彻底混合,直到混合物的颜色和稠度均匀。模制材料的每个树脂层使用相同树脂组合物1。
89.构建具有以下架构的模制材料1:
90.(1)400g/m2的树脂组合物1层;
91.(2)一层lbb1200织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1250g/m2三轴向非卷曲玻璃织物);
92.(3)一层s 5030(由美国科罗拉多州丹佛市的johns manville制造的具有50g/m2的面积重量的玻璃纤维绒布);
93.(4)200g/m2的树脂组合物1层;
94.(5)包含聚酯和尼龙纤维的共混物的轻质全合成非织造纤维面纱层,其具有15g/m2的面积重量,由英国坎布里亚郡肯德尔布朗斯米尔斯的technical fiber products limited制造);和
95.(6)200g/m2的树脂组合物1层。
96.将组装的层通过使其经过加热到80℃的s型抱辊系统而固结以形成模制材料1。
97.固结后,将一层p34 rf260(由英国奥尔德姆ol9 9xd查德顿百老汇商业公园(broadway business park)堤道(the causeway)的tygavac advanced materials limited制造的fep含氟聚合物离型膜,其具有交错的12.7mm中心穿孔类型和1.143mm的标称孔径)定位在预浸料底表面上的树脂组合物层的顶部(即,层(6)-在脱模时与成为部件表面的模具表面相邻的表面)。将tioxide tr-81(由瑞士巴塞尔的huntsman advanced materials(switzerland)gmbh制造的呈粉末形式的二氧化钛)撒粉在膜表面上,然后用橡胶辊轻压制,然后去除过量的二氧化钛和离型膜。模制材料1在模具或工具接触表面的树脂层上留下面积重量约1.7g/m2的二氧化钛点的规则阵列。
98.通过以下方式产生复合材料零件:将模制材料1放置到用watershield
tm
(由美国俄亥俄州埃文的freeman manufacturing and supply company制造的无硅酮水溶性脱模剂)处理的复合材料工具中并且将组装物在真空下在80℃和1巴压力下固化6小时。冷却时,将固化的模制零件从工具中取出,在固化树脂的蓝色背景下显示出二氧化钛着色点离散阵列。所述点能够通过砂磨均匀地去除复合材料零件的表面强化层的一部分(参见图1)。
99.图1示出了如上所阐述产生的固化模制材料1。材料3的左半边已被砂磨以去除固化后留在表面上的任何脱模剂,而材料5的右侧未被砂磨。在固化之前施用到模制材料1的钛点7的阵列仍然存在于材料5的右侧,而左侧3不存在点7的规则阵列表明至少部分去除了上表面。在模制材料1的左侧3存在分散的单独点9表明未充分进行砂磨以完全去除上表面层并且应完成进一步砂磨的区域。
100.将以上述方式制备的未固化模制材料样品切割,并且在跨越模具表面的x和y方向上重叠,其中重叠大约2-3cm的区域。将另外的模制材料放置在没有任何重叠区域的顶部上,并且将所得组装物以上述方式固化。在冷却和脱模时,与由非重叠模制材料产生的标准零件相比,固化制品的重叠区域显示出非常少的缺陷。
101.实施例2
102.由以下配制树脂组合物2:
103.72.9g kukdo kfr136sl,由韩国首尔kukdo chemical company limited制造的半固体双酚a二缩水甘油醚环氧树脂);
104.18.2g 828(由美国俄亥俄州哥伦布市hexion inc.制造的液体双酚a二缩水甘油醚环氧树脂);
105.6g r202(由德国哈瑙-沃尔夫冈(hanau-wolfgang)的evonik resource efficiency gmbh制造的疏水气相二氧化硅流变改性剂);和
106.2.9g ur500(由德国特罗斯特贝格的alzchem group ag制造的呈粉末形式的双官能潜伏urone促进剂)。
107.将组分在50℃至60℃的温度下彻底混合,直到混合物的颜色和稠度均匀。模制材料的每个树脂层使用相同树脂组合物2。
108.构建具有以下架构的模制材料2:
109.(1)400g/m2的树脂组合物2层;
110.(2)一层lbb1200织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1250g/m2三轴向非卷曲玻璃织物);
111.(3)一层s 5030(由美国科罗拉多州丹佛市的johns manville制造的具有50g/m2的面积重量的玻璃纤维绒布);
112.(4)包含聚酯和尼龙纤维的共混物的轻质全合成非织造纤维面纱层,其具有15g/m2的面积重量,由英国坎布里亚郡肯德尔布朗斯米尔斯的technical fiber products limited制造);和
113.(5)400g/m2的树脂组合物2层。
114.将组装的层通过使其经过加热到80℃的s型抱辊系统而固结以形成模制材料2。
115.将模制材料2放置到用watershield
tm
(由美国俄亥俄州埃文的freeman manufacturing and supply company制造的无硅酮水溶性脱模剂)处理的复合材料工具中,其中树脂组合物层(5)与模具的面相邻。将两层79(由德国诺伊马克特(neumarkt)的hexcel gmbh制造的预浸料)放置在模具中的模制材料的顶部,即紧接着树脂层(1);并且将组装物在80℃和1巴压力下在真空下固化6小时。冷却后,取出固化的模制零件用于检查和进一步测试。
116.在替代实施方案中,可以在固结之后并且固化之前将包含二氧化钛点规则阵列的离散指示剂手段层施用到模制材料2。
117.测试设备和方法
118.基质流变学
119.用由美国特拉华州纽卡斯尔ta instruments制造的ta hr-2discovery混合流变仪使用25mm平行板对树脂组合物进行流变学测量,其中间隙设置为1mm以提供从0.1至100-s
的剪切速率,并且温度为60℃。
120.面纱特征
121.可以使用由英国白金汉郡米尔顿凯恩斯的keyence(uk)limited制造的keyence vhx-6000系列数码显微镜进行纤维直径和面纱开放性测量。可以通过将用作第一非织造纤维载体的面纱(即,用于表面强化层的表面面纱)安装到蓝色塑料卡上而将其呈现给显微
镜,以便在计算机监视器上查看时有助于突出显示开放区域。显微镜设置为175倍放大率,并且光输出设置为最大值,并且调节增益刻度盘设置,使得可以清楚地识别开放区域。保存的计算机图像呈现出2951002μm2的总面积。
122.非织造纤维载体的透气性可以通过astm d737-18-纺织织物透气性的标准测试方法(standard test method for air permeability of textile fabrics)来测量。
123.然后使用keyence软件测量单独纤维的厚度(直径)、平均“开放面积”(即,纤维之间的空白空间)和开放性%。还通过调节直方图上的滑块来操纵图像,以便创建双色图像,其中一种颜色表示面纱纤维并且另一种表示开放空间。然后使用软件测量所有单独开放空间的面积。此数据可以保存到电子表格中并且用于计算开放空间占据的总面积(以便计算开放性%)以及开放区域的平均尺寸。
124.固化表面表征
125.通过用炭黑在丙酮中的浆料擦拭脱模复合材料零件的表面来确定固化表面特征。将多余的浆料洗掉,然后使用keyence vhx-6000系列数码显微镜使用25倍放大率和调节为使得可以清楚地识别表面缺陷的增益设置进行测量。使用keyence软件操纵观察到的132.63mm2图像,使得直方图滑块设置在000与065之间,亮度容差设置为20,并且噪声过滤器设置为10。使用所述软件测量观察到的针孔的平均面积和被识别为针孔的总观察面积百分比。
126.通过首先使用炭黑在丙酮中的浆料突出显示沿重叠的缺陷来测量重叠缺陷。在洗掉任何多余的浆料后,使用尺子测量任何缺陷的长度。重叠缺陷的量表示为测量的缺陷总和相对于重叠长度的百分比。
127.结果
128.如上阐述测试树脂(由奥地利诺伊马克特的hexcel composites gmbh and co.,kg制造的可商购非流变改性环氧树脂基质)和以上实施例1中模制材料1中使用的流变改性树脂组合物1(根据本发明的)的粘度。
129.对于m79,在60℃和0.1s-1
下的粘度为40pa.s;并且在60℃和100s-1
下的粘度为29pa.s。
130.对于树脂组合物1,在60℃和0.1s-1
下的粘度为470pa.s;并且在60℃和100s-1
下的粘度为66pa.s。
131.制备根据本发明的材料、切割并且在跨越模具表面的x和y方向上重叠,其中重叠大约2-3cm的区域,并且如实施例1中所讨论固化所述材料。还如上制备和处理未落入本发明范围的三种对比层压材料。
132.对比层压材料1包含标准预浸料,例如m79/40%/lbb1200,其中双轴向部分与模具表面相邻,并且无表面强化非织造纤维载体、无中间非织造纤维载体,并且具有非流变改性树脂(m79)。
133.对比层压材料2包含标准预浸料,例如m79/40%/lbb1200,其中双轴向部分最靠近模具表面,并且无表面强化非织造纤维载体,但增强层与模具之间具有s5030非织造纤维载体,并且具有非流变改性树脂(m79)。
134.对比层压材料3包含标准预浸料,例如m79/40%/lbb1200,其中双轴向部分最靠近模具表面,但在与模具相邻的外层中具有表面强化非织造纤维载体并且在增强层与表面强
化非织造纤维载体之间具有s5030非织造纤维载体。然而,对比层压材料的树脂是非流变改性树脂(m79)。
135.通过固化对照层压材料1、2和3以及根据本发明的表面整理模制材料制备的复合材料零件中针孔和重叠缺陷的表面表征典型地得到以下结果:
[0136][0137]
根据本发明的模制材料可以在低温(典型地100℃)下固化以提供具有良好表面光洁度的模制制品,显示出减少的针孔和重叠缺陷并且需要最少的表面加工。此类材料可以在模制表面上提供牺牲性非连续指示剂手段以促进均匀的表面加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
