1.本公开涉及刀具领域,具体涉及一种抗菌刀具及抗菌刀具的制造方法。
背景技术:
2.刀具是人民生活中不可缺少的工具,如厨房用刀、餐刀、水果刀等。由于刀具在日常生活中长时间接触水或有机物等介质,刀具容易被腐蚀、滋生细菌等进而影响人们的健康。
3.现有技术中,主要通过下面的两种方法来制造抗菌刀具。
4.第一种方法是在现有马氏体钢表面喷涂一层抗菌涂料然后进行高温烧结形成抗菌涂层。然而,通过这种方法形成的涂层,其硬度较低,在使用一段时间后易出现划伤甚至涂层脱落等问题。另外,通过高温烧结形成抗菌涂层,易导致马氏体不锈钢硬度下降,进而影响刀身整体强度。
5.第二种方法是在制造刀具时,在配料过程中向制造刀具的材料中加入抗菌成分。然而,通过这种方法形成的抗菌刀具,由于抗菌成分分布在整个刀具中,导致刀具的硬度降低,并且抗菌成分的加入量大,导致制造成本提高。
技术实现要素:
6.本公开的一方面在于提供一种能够在保证高硬度的同时实现优异的抗菌效果的抗菌刀具及抗菌刀具的制造方法。
7.根据本公开的一方面,提供一种抗菌刀具,所述抗菌刀具包括刀具主体,从所述刀具主体的表面至所述刀具主体内部预定深度为渗入有抗菌剂的渗入层,所述渗入层的厚度为0.1μm-5μm,在所述渗入层中,单位面积内所述抗菌剂所占面积为单位面积的2
‰
~2%。
8.可选地,在所述渗入层中,所述抗菌剂的重量占所述渗入层总重量的1%-7%。
9.可选地,所述刀具主体由马氏体不锈钢制成,所述抗菌剂为cu系抗菌剂和/或zn系抗菌剂。
10.可选地,所述cu系抗菌剂包含cu和cuo,所述cu系抗菌剂中的cuo的重量小于或等于所述cu系抗菌剂的重量的1%,所述zn系抗菌剂包含zn和zno,所述zn系抗菌剂中的zno的重量小于或等于所述zn系抗菌剂的重量的1%。
11.根据本公开的另一方面,提供一种抗菌刀具的制造方法,所述制造方法包括:将包含抗菌剂的浆料均匀涂敷在刀具主体的表面;对所述刀具主体的表面加热,使所述抗菌剂从所述刀具主体的表面渗入所述刀具主体内部,以形成渗入层,其中,所述渗入层的厚度为0.1μm-5μm,在所述渗入层中,单位面积内所述抗菌剂所占面积为单位面积的2
‰
~2%。
12.可选地,所述抗菌剂的粒径小于或等于25μm。
13.可选地,在所述浆料中,所述抗菌剂的重量占所述浆料的重量的20%-60%。
14.可选地,通过将所述抗菌剂加入由蒸馏水、乙醇和异丙醇中的至少一种形成的溶剂中形成所述浆料。
15.可选地,在对所述刀具主体的表面加热的步骤中,使用激光作为高能热源,激光束的温度为2000℃-4000℃,激光束在刀具主体的表面上的作用时间为0.1小时-1小时。
16.可选地,激光距离为5cm-15cm,光斑直径为3mm-8mm,激光功率为2kw-6kw,激光扫描速度为5mm/s-50mm/s。
17.可选地,在对所述刀具主体的表面施加高温热源的步骤中,使用等离子作为高能热源,等离子束的温度为2000℃-4000℃,等离子束在刀具主体的表面上的作用时间为0.1小时-1小时。
18.根据本公开的又一方面,提供一种抗菌刀具,所述抗菌刀具包括刀具主体,所述刀具主体包含钛合金,在所述刀具主体的表面上,钛合金中的钛原位氧化形成二氧化钛,以在所述刀具主体的表面上形成二氧化钛层,其中,在所述二氧化钛层中,二氧化钛的重量大于或等于二氧化钛层的重量的95%。
19.可选地,所述二氧化钛层的厚度为1μm-10μm。
20.根据本公开的还一方面,提供一种抗菌刀具的制造方法,所述制造方法包括:准备由钛合金制成的刀具;将刀具放置在真空腔内并抽真空;通入氧气和惰性气体的混合气体;将刀具作为阳极,将非活性物质作为阴极,以高频脉冲的方式供电,氧气在刀具表面被电离成氧原子,氧原子与刀具表面上的钛原位反应生成二氧化钛,从而形成二氧化钛层。
21.可选地,在氧气和惰性气体的混合气体中,氧气的体积浓度为40%-80%。
22.可选地,在以高频脉冲的方式供电的步骤中,高频脉冲电压的最大值umax为40-60v,高频脉冲电压的最小值为10-20v。
23.可选地,高频脉冲的周期为1/60s-1/30s。
24.可选地,当t1为每个周期中高频脉冲电压的最大值的持续时间,t2为每个周期中高频脉冲电压的最小值的持续时间时,t1/t2为1/10-1。
25.可选地,以高频脉冲进行供电的供电时间为5min-1h。
26.可选地,当抽真空使真空度为大于0pa且小于等于5000pa时,通入氧气和惰性气体的混合气体,待所述真空腔内的大气压达到1-5个大气压时,再执行以高频脉冲的方式供电的步骤。
27.可选地,在以高频脉冲的方式供电的过程中,持续通入氧气和惰性气体的混合气体。
28.根据本公开,通过在抗菌刀具的表面上形成渗入有抗菌剂的渗入层,抗菌剂可渗入刀具主体的材料中并与刀具主体的材料物理粘附和/或化学连接。因此,抗菌剂与刀具主体的材料之间的连接力大,不易脱落。根据本公开的实施例,由于抗菌剂仅存在于渗入层中,因此通过控制渗入层的厚度和渗入层中抗菌剂的分布比例,可使抗菌刀具基本上保持未渗入抗菌剂时的硬度,因此不会降低抗菌刀具自身的使用性能,从而能够在保证高硬度的同时实现优异的抗菌效果。
29.根据本公开,通过在作为刀具主体的材料的钛合金的表面上原位氧化形成二氧化钛层,可提高二氧化钛层与刀具主体的结合力,防止二氧化钛层脱落。另外,由于仅在刀具主体的表面上形成二氧化钛层,因此不会影响钛合金刀具主体的硬度,并且二氧化钛层还可具有耐磨损等优点。
附图说明
30.通过以下结合附图进行的详细描述,本公开的以上和其它方面、特征及其它优点将被更清楚地理解,在附图中:
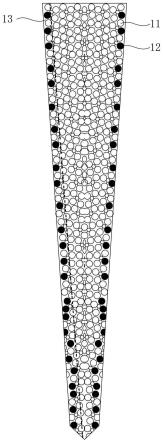
31.图1是根据本公开的实施例的抗菌刀具的示意图;
32.图2是根据本公开的第一实施例的抗菌刀具的厚度方向的截面图;
33.图3是根据本公开的第二实施例的抗菌刀具的厚度方向的截面图;
34.图4是根据本公开的第二实施例的高频脉冲电压的示意图。
具体实施方式
35.在下文中,将参照附图如下描述本公开的实施例。
36.然而,本公开可按照许多不同的形式例示并且不应被解释为限于在此阐述的具体实施例。更确切地说,提供这些实施例使得本公开将是彻底的和完整的,并且将要把本公开的范围充分地传达给本领域技术人员。
37.如图1所示,根据本公开的抗菌刀具10可以是用于厨房的刀具,例如,菜刀或者水果刀等。然而,本公开的抗菌刀具不限于此,并且可以是根据用户需求应用于其它场合的抗菌刀具。为了方便描述,以下将以用于厨房的刀具为例来描述根据本公开的抗菌刀具10。但应理解的是,以下描述同样可适用于用于其它场合的抗菌刀具。
38.以下,将描述根据本公开的两个实施例的抗菌刀具及其制造方法。
39.第一实施例
40.抗菌刀具
41.如图2所示,根据本公开的第一实施例的抗菌刀具10可包括刀具主体11,从刀具主体11的表面至刀具主体11内部预定深度为渗入有抗菌剂12的渗入层13,渗入层13的厚度为0.1μm-5μm,在渗入层13中,单位面积内抗菌剂12所占面积为单位面积的2
‰
~2%。
42.根据本公开的实施例,刀具主体11可以为马氏体不锈钢。作为示例,马氏体不锈钢可以为例如2cr13、3cr13、4cr13和5cr15等,优选地可以为3cr13和5cr15。然而,应理解的是,本公开的实施例的刀具主体11的材料不受以上材料的限制。根据本公开的实施例,抗菌剂12可以为cu系和/或zn系抗菌剂。其中,cu系和zn系抗菌剂分别包含cu和zn作为主成分,并且还可包括其它副成分,例如氧化铜、氧化锌。根据本公开的实施例,当选择cu系和/或zn系抗菌剂时,cu和zn均可以和不锈钢材料进行合金融合,使材质中含有的抗菌剂缓慢均匀释放,保证抗菌性寿命;另外,cu、zn抗菌性较高且热稳定性高,一定温度下不会出现明显变化而导致抗菌性能下降,ag虽然抗菌性高于cu和zn,在研究过程中,发明人发现ag在200℃以上温度开始发生化学反应变黄生成氧化银,此时一方面会导致产品外观发生变化,另一方面抗菌性也会下降。
43.根据本公开的实施例,可在刀具主体11的表面至刀具主体11内部预定深度渗入抗菌剂12,以形成渗入层13。根据本公开的实施例,从刀具主体11的表面至抗菌剂12能够渗入到刀具主体11的最大深度之间的区域可被定义为渗入层13,图1中的刀具主体11的外表面至虚线之间的区域可被定义为渗入层13。在渗入层13中,可同时包含刀具主体11的材料和抗菌剂13,并且抗菌剂13的成分可渗入刀具主体的材料中并与刀具主体的材料物理粘附和/或化学连接。其中,物理粘附指的刀具主体的材料与抗菌剂的成分通过分子间引力(即
范德华力)而产生的粘附。化学连接指的是刀具主体的材料与抗菌剂的成分之间形成了化学键,通过化学键连接的两种材料之间的连接力较大。
44.根据本公开的实施例,渗入层13的厚度可以为0.1μm-5μm。当渗入层13的厚度小于0.1μm时,表面渗入层13较薄易导致磨损后抗菌效果失效。当渗入层13的厚度大于5μm时,在使抗菌剂12渗入时外加热源的功率过高,导致陶瓷刀具表面的温度过高,使得抗菌剂12容易失效,并且在渗入层13的厚度大于5μm时陶瓷刀具的抗菌效果提升不明显。优选地,渗入层13的厚度可以为1μm-4μm,可以为2μm-3μm。
45.根据本公开的实施例,在渗入层13中,抗菌剂12可均匀地分布,图1仅示意性地示出了渗入层13和渗入层13中的抗菌剂12的分布,然而,本公开中的渗入层13和渗入层13中的抗菌剂12的分布不限于此。
46.优选地,在渗入层13中,单位面积内抗菌剂12所占面积为单位面积的2
‰‑
2%。当单位面积内抗菌剂12所占面积小于单位面积的2
‰
时,抗菌效果不佳。当单位面积内抗菌剂12所占面积大于单位面积的2%时,会降低刀具主体11的表面性能,如硬度等。优选地,单位面积内抗菌剂12所占面积为单位面积的5
‰‑
2%。优选地,单位面积内抗菌剂12所占面积为单位面积的1%-2%。
47.根据本公开的实施例,在渗入层13中,抗菌剂12的重量占渗入层13总重量的1%-7%。当抗菌剂12的重量小于渗入层13总重量的1%时,抗菌效果不佳。当抗菌剂12的重量大于渗入层13总重量的7%时,抗菌刀具的表面由于含有较多的抗菌剂12而导致自身强度下降明显,从而降低了抗菌刀具自身的使用性能。优选地,抗菌剂12的重量占渗入层13总重量的3%-6%。
48.在现有技术中,可通过在马氏体钢表面喷涂一层抗菌涂料然后进行高温烧结形成抗菌涂层。然而,通过这种方法形成的涂层,其硬度较低,在使用一段时间后易出现划伤甚至涂层脱落等问题。根据本公开的实施例,通过在抗菌刀具的表面上形成渗入有抗菌剂12的渗入层13,抗菌剂12可渗入刀具主体11的材料中并与刀具主体11的材料物理粘附和/或化学连接。因此,抗菌剂12与刀具主体11的材料之间的连接力大,不易脱落。
49.在现有技术中,还可通过在配料过程中向制造刀具的材料中加入抗菌成分来制造抗菌刀具。然而,通过这种方法形成的抗菌刀具,由于抗菌成分分布在整个刀具中,导致刀具的硬度降低,并且抗菌成分的加入量大,导致制造成本提高。根据本公开的实施例,由于抗菌剂12仅存在于渗入层13中,因此通过控制渗入层13的厚度和渗入层13中抗菌剂12的分布比例,可使抗菌刀具基本上保持未渗入抗菌剂12时的硬度,因此不会降低抗菌刀具自身的使用性能。
50.以下,将描述根据本公开的第一实施例的抗菌刀具的制造方法。
51.抗菌刀具的制造方法
52.根据本公开的实施例的抗菌刀具的制造方法可包括:将包含抗菌剂的浆料均匀涂敷在刀具主体11的表面;对刀具主体11的表面加热,使抗菌剂12从刀具主体11的表面渗入到刀具主体11内部,以形成渗入层13,其中,渗入层13的厚度为0.1μm-5μm,在渗入层13中,单位面积内抗菌剂12所占面积为单位面积的2
‰
~2%。
53.根据本公开的实施例,刀具主体11可以为马氏体不锈钢。作为示例,马氏体不锈钢可以为例如2cr13、3cr13、4cr13和5cr15等,优选地可以为3cr13和5cr15。然而,应理解的
是,本公开的实施例的刀具主体11的材料不受以上材料的限制。
54.根据本公开的实施例,抗菌剂12可以为cu系和/或zn系抗菌剂12。其中,cu系和zn系抗菌剂12分别包含cu和zn作为主成分,并且还可包括其它副成分,例如氧化铜、氧化锌。
55.根据本公开的实施例,抗菌剂12的粒径可小于等于25μm,以便于在加热时,抗菌剂12能充分融入到刀具主体11的材料(例如,马氏体不锈钢)中。当抗菌剂12的粒径大于25μm时,需要更大能量的热源,更大能量的热源可能导致马氏体不锈钢基材组织出现回火现象导致基材硬度降低,影响正常刀具的使用。本公开不意图限定抗菌剂12的粒径的下限,但优选的是,抗菌剂12的粒径可大于等于5μm。当抗菌剂12的粒径小于5μm时,会提高制造抗菌剂12的成本。
56.根据本公开的实施例,在制备包含抗菌剂12的浆料时,可将抗菌剂12加入溶剂中,搅拌均匀以形成悬浊液状态的浆料。通过将抗菌剂12制成悬浊液状态的浆料,可使抗菌剂12均匀地涂敷在刀具主体11的表面上。
57.根据本公开的实施例,上述溶剂可由蒸馏水、乙醇和异丙醇中的至少一种形成。在使抗菌剂12渗入刀具主体11内部之后,上述溶剂会挥发而不会残留在刀身表面。
58.根据本公开的实施例,抗菌剂12的重量占浆料重量的20%-60%。抗菌剂12的含量越高,浆料的粘度越大,越容易将其涂敷到刀具主体11的表面,而涂敷到刀具主体11的表面的抗菌剂12的量决定最终渗入刀具主体11中的抗菌剂12的量。
59.根据本公开的实施例,当抗菌剂12的重量占整体悬浊液重量的20%-60%,可保证单位面积内抗菌剂12所占面积为单位面积的2
‰
~2%。当抗菌剂12的重量小于悬浊液重量的20%时,浓度较低会导致刀具表面抗菌剂12量较少,易出现渗入层13抗菌剂12所占面积小于2
‰
,当抗菌剂12的重量大于悬浊液重量的60%时,抗菌剂12含量较多,易出现渗入层13抗菌剂12所占面积大于2%。
60.根据本公开的实施例,优选地,抗菌剂12的重量占浆料重量的30%-50%。
61.根据本公开的实施例,在涂敷浆料之前,可首先对刀具主体11进行清洗。例如,可使用清水或等离子对刀具主体11进行清洗,然而,本公开不限于此。
62.根据本公开的实施例,在涂敷浆料时,涂敷浆料的方式不受具体限制,只要保证将浆料均匀涂敷在刀具主体11的表面上即可。例如,可用毛刷蘸取浆料刷在刀具主体11的表面或者可将刀具主体11浸入浆料中蘸取浆料。
63.根据本公开的实施例,在对刀具主体的表面加热时,可使用激光或等离子作为高温热源。然而,无论使用激光和等离子中的哪种工艺,都需要保证刀具主体11的表面温度不能高于1500℃,当温度高于1500℃时,抗菌剂12会失效,并且还会导致马氏体不锈钢基材组织出现回火现象导致基材硬度降低,影响正常刀具的使用。
64.根据本公开的实施例,可用激光束或等离子束照射涂敷有浆料的刀具主体11的表面,使浆料中的抗菌剂12渗入刀具主体11的基材(例如,马氏体不锈钢)中,并与基材进行充分的冶金作用,形容成无明显界面的合金化层。因此,抗菌剂12可与刀具主体11的基材形成物理和化学连接。
65.根据本公开的实施例,可使用多个激光束或多个等离子束同时照射刀具主体11的表面的不同部分,或者可用单束激光束或单束等离子束一边移动一边照射刀具主体11的表面。然而,本公开的实施例的激光束或等离子束的照射方式不受具体限制。
66.根据本公开的实施例,在对刀具主体11的表面加热时,使用激光作为高能热源,激光束的温度为2000℃-4000℃,以保证刀具主体11的表面温度不高于1500℃。另外,激光束在刀具主体11的表面上的作用时间可以为0.1小时-1小时。
67.另外,根据本公开的实施例,激光距离(激光发射器与刀具主体11的表面的距离)可以为5cm-15cm,光斑直径(激光在刀具主体11的表面上形成的斑点的直径)可以为3mm-8mm,激光功率可以为2kw-6kw,激光扫描速度可以为5mm/s-50mm/s。当激光距离、光斑直径、激光功率和激光扫描速度超出上述值时,可能导致无法形成期望厚度或期望面积比的渗入层13,或者可能导致刀具表面的温度过高,影响抗菌剂12的功效。
68.根据本公开的实施例,在对刀具主体11的表面加热时,使用等离子作为高能热源,等离子的温度为2000℃-4000℃,以保证刀具主体11的表面温度不高于1500℃。另外,等离子束在刀具主体11的表面上的作用时间可以为0.1小时-1小时。
69.根据本公开的实施例,抗菌剂12从刀具主体11的表面渗入到刀具主体11内部预定深度,以形成渗入层13。渗入层13的厚度可以为0.1μm-5μm。当渗入层13的厚度小于0.1μm时,表面渗入层13较薄易导致磨损后抗菌效果失效。当渗入层13的厚度大于5μm时,在使抗菌剂12渗入时外加热源的功率过高,导致陶瓷刀具表面的温度过高,使得抗菌剂12容易失效,并且在渗入层13的厚度大于5μm时陶瓷刀具的抗菌效果提升不明显。优选地,渗入层13的厚度可以为1μm-4μm,可以为2μm-3μm。
70.根据本公开的实施例,在渗入层13中,单位面积内抗菌剂12所占面积为单位面积的2
‰
~2%。当单位面积内抗菌剂12所占面积小于单位面积的2
‰
时,抗菌效果不佳。当单位面积内抗菌剂12所占面积大于单位面积的2%时,会降低刀具主体11的表面性能,如硬度等。优选地,单位面积内抗菌剂12所占面积为单位面积的8
‰‑
2%。优选地,单位面积内抗菌剂12所占面积为单位面积的1%-2%。
71.根据本公开的实施例,在渗入层13中,抗菌剂12的重量占渗入层13总重量的1%-7%。当抗菌剂12的重量小于渗入层13总重量的1%时,抗菌效果不佳。当抗菌剂12的重量大于渗入层13总重量的7%时,抗菌刀具的表面由于含有较多的抗菌剂12而导致自身强度下降明显,从而降低了抗菌刀具自身的使用性能。优选地,抗菌剂12的重量占渗入层13总重量的3%-6%。
72.根据本公开的实施例,在形成渗入层13之后,可对刀具主体11进行清洗,例如,可用清水对刀具主体11进行清洗,以去除残留在刀具主体11表面上的溶剂、抗菌剂12等。
73.根据本公开的实施例,通过在刀具主体11的表面上涂敷包含抗菌剂12的浆料,利用激光或等离子束等的高温热源使抗菌剂12渗入刀具主体11内部并与刀具主体11的基材充分合金化,一方面可容易控制高温热源的温度避免抗菌剂12失效以及基材硬度降低,另一方面可提高抗菌剂12与刀具主体11的基材之间的连接强度,避免抗菌剂12脱落,并防止因加入抗菌剂12导致基材硬度过低。
74.下面的表1示出了根据本公开的第一实施例的抗菌刀具和根据对比示例的抗菌刀具的性能测试。
75.根据本公开的实施例的抗菌刀具和根据对比示例的抗菌刀具的刀具主体11的材料相同,都为3cr13,抗菌剂12的成分也相同,都为cu。在对比例1中,在刀具主体11的表面上喷涂包含抗菌剂12的抗菌涂料,然后进行高温烧结,高温烧结的温度为400℃,时间为
10min,最后形成的抗菌涂层的厚度为15-25μm。在对比例2中,在配料过程中向制造刀具的材料中加入抗菌剂12,抗菌剂12的重量占刀具材料的重量的5
‰
。根据本公开的实施例的抗菌刀具的渗入层13的厚度、单位面积内抗菌剂12的面积比如表1所示。
76.表1
[0077][0078][0079]
通过上面的表1可以看出,在使用厚度为15-25μm的抗菌涂层时,虽然抗菌率能达到99%,但抗菌刀具的硬度较低,维氏硬度值仅为120。因此,抗菌涂层容易磨损,导致抗菌效果失效。
[0080]
在对比例2中,当抗菌剂分散在整个刀具中时,维氏硬度值为280,与对比例1相比稍有提高,但硬度值仍然较低。
[0081]
根据本公开的示例1至示例7,维氏硬度值为400以上,且抗菌率为99%以上,因此根据本公开的实施例的抗菌刀具能够在保证高硬度的同时实现优异的抗菌效果。
[0082]
另外,通过示例1、示例2和示例3,或者通过示例4和示例5,或者通过示例6和示例7能够看出,当渗入层的厚度一定时,随着抗菌剂的面积比增大,硬度会略有下降(但相比于对比例1和对比例2而言仍然较高),抗菌效果有所提高。因此,根据本公开的实施例,通过综合考虑抗菌刀具的硬度和抗菌效果,单位面积内抗菌剂所占面积为单位面积的2
‰
~2%。
[0083]
另外,通过示例2、示例4和示例6,或者通过示例3、示例5和示例7,可以看出,当抗菌剂的面积比一定时,随着渗入层的厚度增大,抗菌刀具的硬度和抗菌率没有发生变化,但渗入层的厚度越大,抗菌使用寿命会越长。然而,当渗入层的厚度大于5μm时,在使抗菌剂渗入时外加热源的功率过高,导致陶瓷刀具表面的温度过高,使得抗菌剂容易失效,并且在渗
入层的厚度大于5μm时陶瓷刀具的抗菌效果提升不明显。因此,根据本公开的实施例,渗入层的厚度可以为0.1μm-5μm。
[0084]
第二实施例
[0085]
抗菌刀具
[0086]
如图3所示,根据本公开的第二实施例的抗菌刀具10可包括刀具主体11,刀具主体11包含钛合金,在刀具主体11的表面上,钛合金中的钛原位氧化形成二氧化钛,以在刀具主体11的表面上形成二氧化钛层14,其中,在二氧化钛层14中,二氧化钛的重量大于或等于二氧化钛层14的重量的95%。
[0087]
根据本公开的实施例,刀具主体11可包含钛合金,钛合金指的是钛与其它金属制成的合金金属。根据本公开的实施例,钛合金可包含中国标准gbt3620.1-2007中所描述的ta4~ta20。根据本公开的实施例,由于将钛合金作为刀具主体11的材料,因此抗菌刀具可具有强度高、耐蚀性好、耐热性高以及良好的耐腐蚀性等优点。
[0088]
根据本公开的实施例,在刀具主体11的表面上,钛合金中的钛原位氧化形成包含二氧化钛的二氧化钛层14。二氧化钛具备抗菌功效,因此,当在刀具主体11的表面上原位形成二氧化钛层14时,可使得刀具主体11具有抗菌功效。
[0089]
根据本公开的实施例,所谓“原位氧化”指的是作为原刀具主体11的材料的钛合金中的钛被氧化形成二氧化钛,而不是施加额外的二氧化钛层14。根据本公开的实施例,通过原位氧化形成二氧化钛层14,可提高二氧化钛层14与刀具主体11的结合力,防止二氧化钛层14脱落。
[0090]
另外,应理解的是,二氧化钛除了具备抗菌功效外,还具有耐腐蚀、耐磨损、化学性质稳定、无毒无害等优点,因此通过在刀具主体11的表面上形成二氧化钛层14,抗菌刀具可获得除了抗菌功效之外的其它有益效果。
[0091]
另外,还应理解的是,钛合金中主要成分是钛,其它元素在钛被氧化时可能也会被氧化,但是由于其含量较少,即便氧化了对最终性能影响也较小。
[0092]
根据本公开的实施例,在二氧化钛层14中,二氧化钛的重量大于或等于二氧化钛层14的重量的95%。当二氧化钛的重量小于二氧化钛层14的重量的95%时,二氧化钛的纯度低,二氧化钛层14中的其它杂质含量高,导致二氧化钛层14的抗菌功效和硬度降低。优选地,二氧化钛的重量大于或等于二氧化钛层14的重量的97%。
[0093]
根据本公开的实施例,二氧化钛层14的厚度可以为1μm-10μm。当二氧化钛层14的厚度小于1μm时,即使二氧化钛层14的磨损量小也可能出现由于二氧化钛层14的磨损而导致的抗菌效果失效。当二氧化钛层14的厚度大于10μm时,形成二氧化钛层14的成本太高。优选地,二氧化钛层14的厚度可以为3μm-8μm。优选地,二氧化钛层14的厚度可以为4μm-6μm。
[0094]
根据本公开的实施例,二氧化钛层14可通过无电解液的阳极氧化工艺形成,因此可提高二氧化钛层14中的二氧化钛的纯度。具体地,可通过将刀具主体11作为阳极、将非活性物质作为阴极、通入氧气并将氧气在刀具主体11的表面上电离成氧原子以与刀具主体11表面的钛氧化的方法来形成二氧化钛层14。通过该方法形成的二氧化钛层14,与使用电解液的阳极氧化方法形成的二氧化钛层14相比,可提高二氧化钛层14中的二氧化钛的纯度,从而可提高二氧化钛层14的抗菌功效和硬度。
[0095]
以下,将描述根据本公开的第二实施例的抗菌刀具的制造方法。
[0096]
抗菌刀具的制造方法
[0097]
根据本公开的第二实施例的抗菌刀具的制造方法可包括:准备由钛合金制成的刀具;将刀具放置在真空腔内并抽真空;通入氧气和惰性气体的混合气体;将刀具作为阳极,将非活性物质作为阴极,以高频脉冲的方式供电,氧气在刀具表面被电离成氧原子,氧原子与刀具表面上的钛原位反应生成二氧化钛,从而形成二氧化钛层14。
[0098]
根据本公开的实施例,首先准备由钛合金制成的刀具。然后将刀具挂在刀具架上,进行批量操作。
[0099]
可对刀具进行化学除油,以清洗刀具表面的油污。例如,可用脱脂剂清洗刀具表面的油污。然后,可对刀具进行水洗,以清除刀具表面的其它成分。
[0100]
接下来,可对钛合金制成的刀具执行阳极氧化工艺。根据本公开的实施例,可将刀具放置在真空腔内并抽真空,抽真空后的真空度不受具体限制,例如,可以为大于0pa且小于等于5000pa。
[0101]
然后,可通入氧气和惰性气体的混合气体。根据本公开的实施例,在氧气和惰性气体的混合气体中,氧气体积浓度为40%-80%,其余气体为惰性气体,惰性气体的种类可以为例如氩气、氦气等,但本公开不限于此。
[0102]
根据本公开的实施例,当真空腔内大气压达到1-5个大气压时,将刀具作为阳极,将非活性物质(非活性物质可以是不与氧发生反应的物质,例如,可以为碳棒,但本公开的实施例不限于此)作为阴极,以高频脉冲的方式供电。在以高频脉冲的方式供电后,氧气在刀具表面被电离成氧原子,氧原子与刀具表面上的钛原位反应生成二氧化钛,从而形成根据本公开的实施例的二氧化钛层14。根据本公开的实施例,供电时间可以为5min-1h。
[0103]
图4是在本公开的第二实施例中的高频脉冲电压的示意图。如图4所示,根据本公开的实施例,在以高频脉冲的方式供电的步骤中,高频脉冲电压的最大值umax可以为40-60v,高频脉冲电压的最小值umin可以为10-20v。当超过最大值时,易导致刀具表面温度太高而出现烧蚀现象,当小于最小值时,二氧化钛氧化层生成效率较低,影响生产效率。
[0104]
根据本公开的实施例,如图3所示,高频脉冲的周期可以为1/60s-1/30s。当高频脉冲的周期大于1/30s时,作用效果越慢,影响生产效率,当高频脉冲的周期小于1/60s时,易出现烧蚀情况。
[0105]
在图4中,t1为每个周期中高频脉冲电压的最大值(正电压)的作用时间,t2为每个周期中高频脉冲电压的最小值(负电压)的作用时间,根据本公开的实施例,t1/t2可以为1/10-1。
[0106]
根据本公开的实施例,正电压作用为生长二氧化钛层14,但在生长二氧化钛层14的过程中,二氧化钛层14最表面具有一层“毛糙”结构,因此负电压作用就是消除毛糙结构,一方面使二氧化钛层14致密均匀,另一方面使二氧化钛层14能继续生长而不至于出现“塌陷”问题。当t1/t2小于1/10时,易出现膜层生长较慢(消耗完毛糙结构后继续消耗致密的膜层),当t1/t2大于1时,膜层易出现“塌陷”问题。
[0107]
根据本公开的实施例,在以高频脉冲的方式供电的过程中,持续通入氧气和惰性气体的混合气体,以补偿在形成二氧化钛层14过程中的氧气消耗。
[0108]
根据本公开的实施例,在形成二氧化钛层14之后,可对刀具进行水洗,以去除刀具表面上的杂质成分。
[0109]
根据本公开的实施例,在通过上述方法形成的二氧化钛层14中,可满足二氧化钛的重量大于或等于二氧化钛层14的重量的95%。当二氧化钛的重量小于二氧化钛层14的重量的95%时,二氧化钛的纯度低,二氧化钛层14中的其它杂质含量高,导致二氧化钛层14的抗菌功效和硬度降低。优选地,二氧化钛的重量大于或等于二氧化钛层14的重量的97%。
[0110]
也就是说,根据本公开的实施例,二氧化钛层14可通过无电解液的阳极氧化工艺形成,因此可提高二氧化钛层14中的二氧化钛的纯度。通过该方法形成的二氧化钛层14,与使用电解液的阳极氧化方法形成的二氧化钛层14相比,可提高二氧化钛层14中的二氧化钛的纯度,从而可提高二氧化钛层14的抗菌功效和硬度。
[0111]
根据本公开的实施例,二氧化钛层14的厚度可以为1μm-10μm。当二氧化钛层14的厚度小于1μm时,即使二氧化钛层14的磨损量小也可能出现由于二氧化钛层14的磨损而导致的抗菌效果失效。当二氧化钛层14的厚度大于10μm时,形成二氧化钛层14的成本太高。优选地,二氧化钛层14的厚度可以为3μm-8μm。优选地,二氧化钛层14的厚度可以为4μm-6μm。
[0112]
下面的表2示出了根据本公开的第二实施例的抗菌刀具和根据对比示例的抗菌刀具的性能测试。
[0113]
根据本公开的实施例的抗菌刀具和根据对比示例的抗菌刀具的刀具主体11的材料相同,都为钛合金。在对比例3中,执行使用电极液的阳极氧化工艺。具体地,在执行阳极氧化时,使用刀具作为阳极,使用非活性物质作为阴极,使用40%以上的浓硝酸作为电解液,然后通入氧气,在刀具的表面上形成二氧化钛层14。
[0114]
表2
[0115][0116]
由表2可知,在对比例3中,当使用40%以上的浓硝酸作为电解液时,二氧化钛在二
氧化钛层中的重量比为80%,导致抗菌刀具的硬度较低,抗菌效果较差。
[0117]
在根据本公开的实施例的示例8至示例16中,抗菌刀具的硬度较高,且抗菌效果达到99%以上,因此可同时保证较高的硬度和优异的抗菌效果。
[0118]
另外,通过示例8、示例9和示例10,或者通过示例11、示例12和示例13,或者通过示例14、示例15和示例16能够看出,当二氧化钛层的厚度一定时,随着二氧化钛在二氧化钛层中的重量比增大,硬度略有提高且抗菌效果有所提高。因此,根据本公开的实施例,二氧化钛在二氧化钛层中的重量比可大于或等于95%。
[0119]
另外,通过示例8、示例11和示例14,或者通过示例9、示例12和示例15,或者通过示例10、示例13和示例16,可以看出,当二氧化钛在二氧化钛层中的重量比一定时,随着二氧化钛层的厚度增大,抗菌刀具的硬度和抗菌率没有发生变化,但二氧化钛层的厚度越大,抗菌使用寿命会越长。然而,当二氧化钛层的厚度大于10μm时,形成二氧化钛层的成本太高。因此,根据本公开的实施例,二氧化钛层的厚度可以为1μm-10μm。
[0120]
如上所述,根据本公开的第一实施例,通过在抗菌刀具的表面上形成渗入有抗菌剂的渗入层,抗菌剂可渗入刀具主体的材料中并与刀具主体的材料物理粘附和/或化学连接。因此,抗菌剂与刀具主体的材料之间的连接力大,不易脱落。根据本公开的实施例,由于抗菌剂仅存在于渗入层中,因此通过控制渗入层的厚度和渗入层中抗菌剂的分布比例,可使抗菌刀具基本上保持未渗入抗菌剂时的硬度,因此不会降低抗菌刀具自身的使用性能,从而能够在保证高硬度的同时实现优异的抗菌效果。
[0121]
根据本公开的第二实施例,通过在作为刀具主体的材料的钛合金的表面上原位氧化形成二氧化钛层,可提高二氧化钛层与刀具主体的结合力,防止二氧化钛层脱落。另外,由于仅在刀具主体的表面上形成二氧化钛层,因此不会影响钛合金刀具主体的硬度,并且二氧化钛层还可具有耐磨损等优点。
[0122]
虽然已表示和描述了本公开的一些实施例,但本领域技术人员应该理解,在不脱离由权利要求及其等同物限定其范围的本公开的原理和精神的情况下,可以对这些实施例进行修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。