1.本发明属于金属材料领域,具体涉及一种具有高屈服强度和高韧性的高铬高硅高锰钢材料及其制备方法。
背景技术:
2.磨损是机械零部件失效的一种常见类型,由于零部件失效后不能再次使用,否则可能会有危险事故。据统计,大约80%左右的机械零件是由于磨损而失效或报废。自1882年hadfield发明含锰量为13%的高锰钢以来,简称mn13, 高锰钢因为具有显著的加工硬化能力和优异的冲击韧性,其被广泛地应用在矿山、冶金、铁路、电力、建材以及机械等领域的耐磨件。但由于高锰钢为奥氏体基体,导致其屈服强度低,使用中易发生塑性变形。为克服低屈服强度的问题,在mn13钢中加入cr,mo来提高屈服强度,一般cr的含量为2%。但屈服强度提高也不明显。高锰钢存在的另一个问题是只有在高应力工况下才产生高的加工硬化速率和良好的耐磨性能,在中低应力下不能充分发挥良好的加工硬化能力,因而限制了高锰钢的实际应用范围。为提高奥氏体的稳定性和低温韧性发明了高锰含量的mn18超高锰钢。
3.研究发现降低高锰钢的层错能可提高高锰钢在中低应力条件下的加工硬化能力,因为层错能越低,越容易发生马氏体相变,提高加工硬化能力。已公开专利200910058542.3报道了一种高硅奥氏体高锰钢,硅含量3-7%,目的是提高钢的屈服强度和中低应力下的加工硬化能力。
4.从降低层错能的角度出发,在传统高锰钢的基础上大大降低c、mn元素的含量获得的中锰钢,虽然其克服了高锰钢在低应力下加工硬化能力的不足,但中锰钢的韧性储备远不如高锰钢,不宜在中高应力工况下使用。因此,在提高高锰钢的屈服强度和在低应力下的耐磨性能的同时,并保留足够的冲击韧性仍是亟待解决的问题。
技术实现要素:
5.本发明的目的是克服传统高锰钢屈服强度低,不易加工硬化的缺点,提供一种屈服强度高,使用时不易产生较大的塑性变形,且具有在高中低应力条件下均具有良好耐磨性,同时保持较高韧性的高硅高格高锰钢合金及其制备方法。通过添加比传统高锰钢更高的硅含量,来降低奥氏体的层错能,提高应力诱发马氏体的能力,而且硅也是固溶强化元素提高奥氏体的屈服强度。硅含量过高,会严重降低钢的冲击韧性。通过添加较高的铬在进一步提高钢的屈服强度,平衡高硅的不利作用。而且通过调整含碳量和含锰量来获得马氏体和奥氏体的复相组织,提高屈服强度,保证高的韧性和耐磨性。根据使用的要求,本发明提出了在高硅高铬的基础上可以添加适量的钒,钛元素来细化晶粒。为保证获得本发明的高强度和高韧性以及马氏体和奥氏体的复相组织的效果,提出本发明钢的制备方法,主要特征在于根据合金成分,调整奥氏体化温度和冷却出水温度,以及200-250℃回火处理。为改善高锰钢的铸态组织,采用了si-ca 合金改进钢水质量和铸态组织。
6.所发明的高硅高格高锰钢的化学成分为:c:0.4~0.9%,mn:13~20%,cr:3~7%,
si:2~4%,mo:0.5-0.9%,s≤0.04%,p≤0.03%,v:0.1-0.2%,ti:0.08-0.15%,cu:0.2-0.6,可根据力学性能的要求选择添加,其余为铁和不可避免的杂质。用si-ca合金:0.25-0.4%进行变质处理。
7.本发明提出的高性能高锰钢的制备方法包括合金熔炼和热处理。
8.合金熔炼可采用中频炉或电弧炉进行,除了常规的熔炼过程,即原料熔化,脱氧,成分调整,其特征在于将钢水温度升高到1550-1620℃后将钢水注入盛钢桶,出钢1/3时,放入称量的si-ca合金,然后静置2-4分钟,浇注温度为1395-1430℃。
9.所得高锰钢铸件或锻件的热处理步骤主要包含,工件固溶处理温度为1080-1180℃,保温时间根据高锰钢的尺寸确定,保温结束后工件出炉,待工件温度为1020-1050℃时,即刻入水进行淬火,冷却至铸件温度为室温至120℃出水,然后将合金工件放入电阻炉内200-230℃保温3-5小时,出炉后空冷到室温。
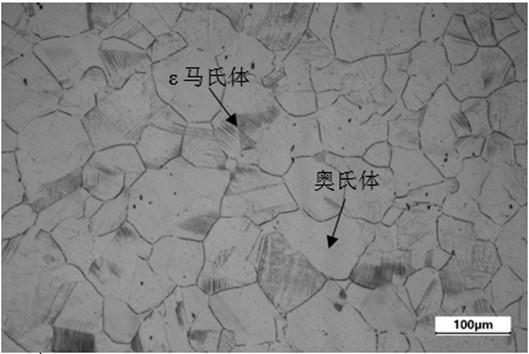
10.根据所述工艺获得的高锰钢具有单相奥氏体组织,密排六方马氏体(ε-马氏体)和奥氏体复相组织,也可存在少量的体心立方相马氏体(α
’‑
马氏体)。本发明的新型高锰钢具有高硅高铬合金元素的合理配合,si-ca合金对钢水的净化作用以及采用本发明的热处理工艺,使钢的力学性能可达到:屈服强度460-600mpa, 抗拉强度990-1011mpa,u型缺口冲击韧性为162-320j/cm2。
附图说明
11.图1为本发明高锰钢中的ε-马氏体和奥氏体复相组织。
具体实施方式
12.下面结合实施例,对本发明的具体实施方式作进一步详细地描述。以下实施例仅用于说明本发明,并不用来限制本发明的范围。
13.实施例1合金化学成分按重量百分比为:c 0.6%,mn 15%,si 3%,cr 4%,余量为fe。将称量好的fe料先放入中频感应炉内待炉料熔化后,放入其它合金料,合金原料完全熔化后,取样分析成分,然后调整合金成分合格后,升高钢水温度到1600℃后倒入钢包内,约倒入1/3钢水时,放入si-ca合金0.25%wt。钢水在钢包内静置2-4分钟,待钢水温度为1400℃时进行浇注。
14.浇注所得的高锰钢的工件进行热处理,固溶温度为1080℃,保温一定时间待工件温度均匀后将工件出炉,在工件温度约1030℃的条件下,入水进行冷却至室温,然后在200℃的炉内回火3小时。
15.本实施例所得新型高锰钢工件的力学性能:抗拉强度905 mpa,屈服强度400mpa,延伸率31%,冲击韧性271 j/cm2。
16.实施例2本实施例中,化学成分按重量百分比计,为:c 0.6%,mn 18%,si 3%,cr 6%,mo:0.3, 余量为fe。
17.将称量好的fe料先放入中频感应炉内待炉料熔化后,放入其它合金料,合金料完全熔化后,取样分析成分,然后调整合金成分升高钢水温度到1550℃后倒入钢包内,倒入约
1/3钢水时,放入si-ca合金0.25%wt。钢水在钢包内静置2-4分钟,待钢水温度为1400℃时进行浇注。
18.所得到的高锰钢铸件再进行固溶处理,温度为1100℃,保温时间一定时间,保温结束后将工件出炉待工件温度为1050℃时即刻入水进行冷却,冷却至工件温度约80℃出水,然后在230℃回火3小时。
19.经过热处理后,钢的力学性能可达到:抗拉强度987 mpa,屈服强度460 mpa,延伸率41%,冲击韧性250 j/cm2。
20.实施例3本实施例中,化学成分按重量百分比计,为:c 1.0%,mn 17%,si 3%,cr 4%,ti;0.1%,mo:0.7%, 余量为fe。
21.将称量好的fe料先放入中频感应炉内待炉料熔化后,放入其它合金料,等合金料完全熔化后,取样分析成分,然后调整合金成分合格后,升高钢水温度到1650℃后倒入钢包内,倒入约1/3钢水时,放入si-ca合金0.25%wt。钢水在钢包内静置2-4分钟,待钢水温度为1395℃时进行浇注。
22.所得到的高锰钢铸件进行固溶处理,温度为1120℃,保温结束后,工件出炉待工件温度为1020℃ 时即刻入水进行冷却,冷却至工件温度约100℃出水,然后在220℃回火3小时出炉空冷到室温。
23.经过热处理后高锰钢的力学性能达到:抗拉强度1080 mpa,屈服强度507 mpa,延伸率38%,冲击韧性162 j/cm2。
24.实施例4本实施例中,化学成分按重量百分比计,为:c 1.0%,mn 17%,si 3%,cr 6%,ti;0.1%,mo:0.7%, cu:0.3%, 余量为fe。
25.将称量好的fe料先放入中频感应炉内待炉料熔化后,放入其它合金料,等合金料完全熔化后,取样分析成分,然后调整合金成分合格后,升高钢水温度到1650℃后倒入钢包内,倒入约1/3钢水时,放入si-ca合金0.25%wt。钢水在钢包内静置2-4分钟,待钢水温度为1400℃时进行浇注。
26.所得到的高锰钢铸件进行固溶处理,温度为1180℃,保温一定时间后将工件出炉,待工件温度为1020℃时即刻入水进行冷却,冷却至工件温度约100℃出水,然后在220℃回火3小时出炉空冷到室温。
27.经过热处理后高锰钢的力学性能达到:抗拉强度1100 mpa,屈服强度550mpa,延伸率39%,冲击韧性150 j/cm2。
28.上述仅为本发明的部分实施例,并不用以限制本发明的其它实施方案。其它在本发明的思想原则之内的任何替换或变形均应包含在本发明权力要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。