1.本发明涉及铝合金型材料成型领域,更具体的说是一种铝合金型材料成型加工系统。
背景技术:
2.以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一。铝合金除具有铝的一般特性外,由于添加合金化元素的种类和数量的不同又具有一些合金的具体特性,其中位于一些旅游区地区的工作人员为便于进行暂时居住,大部分都会选择苯板彩钢房进行安装进行暂时性居住,这种彩钢房进行安装时,都会向上架高,防止野外地区有爬虫类以及类似的动物爬入房屋内,需要架高之后进行安装阶梯。
技术实现要素:
3.本发明的目的是提供一种铝合金型材料成型加工系统,可以对熔炼的铝合金方管挤压成型至梯形的效率,进一步的有助于户外彩钢苯板房屋进行高效的安装阶梯。
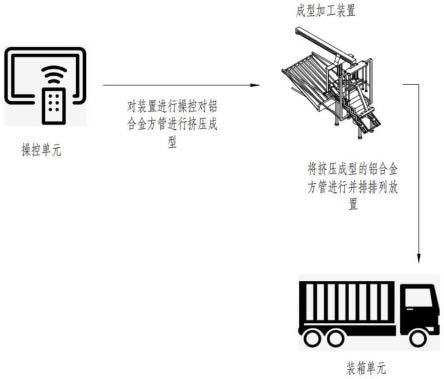
4.本发明的目的通过以下技术方案来实现:一种铝合金型材料成型加工系统,包括操控单元、成型加工装置和装箱单元,操控单元与成型加工装置相互连接,成型加工装置与装箱单元相互连接。
5.所述成型加工装置包括成型架和成型挤压槽,成型架为阶梯型,成型架底部的前后两侧沿成型架底部阶梯型的形状设有两个成型挤压槽。
6.所述成型加工装置还包括四角架、支撑架和电动推杆ⅰ,四角架底部的左右两侧分别固接有一个支撑架,两个支撑架分别与成型架顶部的左右两侧固接,四角架的中部与电动推杆ⅰ的活动端固接。
附图说明
7.下面结合附图和具体实施方法对本发明做进一步详细的说明。
8.图1是本发明一种铝合金型材料成型加工系统的系统示意图;
9.图2是本发明四角架示意图;
10.图3是本发明成型挤压槽示意图;
11.图4是本发明加工架示意图;
12.图5是本发明成型凹槽示意图;
13.图6是本发明移动架示意图;
14.图7是本发明卡料架示意图;
15.图8是本发明收料架示意图;
16.图9是本发明成型加工装置的整体结构示意图ⅰ;
17.图10是本发明成型加工装置的整体结构示意图ⅱ。
18.图中:四角架101;限位管102;支撑架103;成型架104;成型挤压槽105;加工架201;
电动推杆ⅰ202;限位杆203;成型凹槽204;凸板205;丝杠206;滑动架207;滑杆208;移动架301;侧板302;凸座303;电动推杆ⅱ304;双向板305;连接杆306;卡料架307;顶部夹持件308;底部限位件309;收料架401;底座402;挡板403。
具体实施方式
19.一种铝合金型材料成型加工系统,包括操控单元、成型加工装置和装箱单元,操控单元与成型加工装置相互连接,成型加工装置与装箱单元相互连接。
20.该部分根据图2和3中所表达的工作过程是:成型架104为阶梯型,成型架104底部的前后两侧分别固接有一个成型挤压槽105,两个成型挤压槽105的形状与成型架104底部端面的阶梯型形状吻合。
21.作进一步说明,为便于对熔炼的铝合金方管挤压成型至梯形的效率,进一步的有助于户外彩钢苯板房屋进行高效的安装阶梯,使用时,成型架104的形状便于将铝合金方管进行挤压成阶梯型,位于成型架104底部的两个成型挤压槽105对铝合金方管进行挤压成型,进而提高了挤压成型的效率,亦可以成批量的生产,间接的便于安装师傅将成型的阶梯型的铝合金方管焊接安装在户外彩钢苯板房屋上提高安装阶梯的效率。
22.该部分根据图2、3、4和5中所表达的工作过程是:支撑架103设有两个,两个支撑架103分别固接在四角架101底部的左右两侧,成型架104顶部的左右两侧分别与两个支撑架103固接,电动推杆ⅰ202的活动端与四角架101的中部固接。
23.作进一步说明,当位于成型架104底部的两个成型挤压槽105对铝合金方管进行挤压成型时,驱动电动推杆ⅰ202带动四角架101由位于四角架101底部两侧的支撑架103进一步的推动成型架104,进而为成型架104底部的两个两个成型挤压槽105对铝合金方管进行挤压成阶梯型提供动力。
24.所述成型加工装置还包括限位管102、加工架201和限位杆203,四角架101的四角处分别固接有一个限位管102,加工架201顶部下侧的四角处分别固接有一个限位杆203,每个限位杆203上均活动连接有一个限位管102。
25.该部分根据图2、3、4和5中所表达的工作过程是:限位管102设有四个,四个限位管102分别固接在四角架101的四角处,限位杆203设有四个,四个限位杆203分别固接在加工架201顶部下侧的四角处,每个限位杆203上均活动连接有一个限位管102。
26.作进一步说明,当四角架101被电动推杆ⅰ202进行推动时,为便于提高装置的整体稳定性,位于加工架201上的四个限位杆203,便于对位于四角架101上的限位管102提供限位,提供成型架104在上下移动对铝合金方管进行挤压时的稳定性,防止成型架104位置发生偏移。
27.所述成型加工装置还包括成型凹槽204、凸板205和丝杠206,加工架201底部的前后两侧分别设有一个成型凹槽204,每个成型凹槽204的内部沿阶梯线形状设有凹槽,每个成型凹槽204的上侧开口,加工架201左侧的底部固接有凸板205,凸板205上转动连接有丝杠206。
28.该部分根据图4和5中所表达的工作过程是:成型凹槽204设有两个,两个成型凹槽204分别固接在加工架201底部的前后两侧,每个成型凹槽204的内部沿阶梯线形状设有凹槽,每个成型凹槽204上均设有开口,该开口位于每个成型凹槽204的上侧,凸板205固接在
加工架201左侧的底部,丝杠206转动连接在凸板205上。
29.作进一步说明,当位于四角架101上的成型架104下降对铝合金方管进行挤压成型时,通过位于成型架104底部的两个成型挤压槽105嵌入到位于两个成型凹槽204内部的阶梯型凹槽内,从而对事先放置到两个成型凹槽204内凹槽的两个铝合金方管进行挤压,进一步的将两个铝合金方管挤压成型阶梯型,从而便于将阶梯型的铝合金方管搭建在户外苯板彩钢房的门口处有助于进行焊接阶梯,间接的方便提高工人的工作效率。
30.所述两个成型凹槽204内部的凹槽形状大小相同。
31.作进一步说明,便于成型的两个阶梯型的铝合金方管成为一组阶梯架,从而有助于安装阶梯。
32.所述成型加工装置还包括滑动架207、移动架301、侧板302、凸座303和卡料架307,加工架201底部左侧的前后两侧分别固接有一个滑动架207,移动架301底部的前后两侧分别固接有一个侧板302,每个侧板302的外侧分别固接有一个凸座303,移动架301上侧的中部传动连接在丝杠206上,两个凸座303分别活动连接在两个滑动架207上,卡料架307左侧的前后两侧分别转动连接在两个侧板302的底部。
33.该部分根据图4、5、6、7、9和10中所表达的工作过程是:滑动架207设有两个,两个滑动架207分别固接在加工架201底部左侧的前后两侧,移动架301底部的前后两侧分别固接有一个侧板302,凸座303设有两个,两个凸座303分别固接在每个侧板302的外侧,丝杠206上螺纹连接有移动架301上侧的中部,两个滑动架207上分别滑动连接有两个凸座303,卡料架307左侧的前后两侧分别转动连接在两个侧板302的底部。
34.作进一步说明,位于移动架301底部卡料架307的前后两侧便于夹持固定铝合金方管,进一步的驱动电机带动丝杠206旋转,进而使得移动架301的顶部与丝杠206发生啮合传动,使得移动架301带动前后两侧的两个凸座303在两个滑动架207上进行滑动,初始状态时,移动架301位于两个滑动架207的左侧,此时,将熔炼的铝合金方管放置到卡料架307内,之后将铝合金方管移动到两个成型凹槽204内部的凹槽上方的位置,进行挤压成阶梯型的工作,进而减少人工与熔炼的铝合金方管直接接触,防止高温烫伤,进而提高工作的安全性。
35.所述成型加工装置还包括电动推杆ⅱ304、双向板305、连接杆306、顶部夹持件308和底部限位件309,电动推杆ⅱ304的活动端固接有双向板305的一侧,双向板305的另一侧转动连接有连接杆306,连接杆306固接在卡料架307左侧的中部,卡料架307左侧的前后两侧固接分别固接有一个顶部夹持件308,卡料架307右侧的前后两侧固接分别有一个底部限位件309。
36.该部分根据图4、5、6、7、9和10中所表达的工作过程是:双向板305的一侧固接在电动推杆ⅱ304的活动端上,双向板305的另一侧转动连接有连接杆306,卡料架307左侧的中部固接有连接杆306,顶部夹持件308设有两个,两个顶部夹持件308分别固接在卡料架307左侧的前后两侧,底部限位件309设有两个,两个底部限位件309分别固接在卡料架307右侧的前后两侧。
37.作进一步说明,使用时,为便于调整放置位于卡料架307前后两侧的铝合金方管的水平位置,进而使得位于卡料架307前后两侧的铝合金方管可以处于两个成型凹槽204的上方位置,并且使得卡料架307上的两个铝合金方管的左右两侧可以与两个成型凹槽204的两
侧端点进行接触,进而驱动电动推杆ⅱ304使得电动推杆ⅱ304自由端的双向板305压动连接杆306,使得卡料架307在与两个侧板302所转动连接的点上进行转动,从而使得两个铝合金方管可以完全与两个成型凹槽204内凹槽的两侧端点进行接触,便于两个成型挤压槽105向下压动两个铝合金方管,防止挤压成型时,两个铝合金方管发生位置偏移,进而提高挤压成型的效率,位于卡料架307两侧的两个顶部夹持件308和底部限位件309便于对铝合金方管的两端进行活动性的夹持,即在夹持时可使得铝合金方管在两个顶部夹持件308和底部限位件309上进行轻微的移动。
38.所述两个底部限位件309的上侧端面开口设置。
39.作进一步说明,两个底部限位件309的上侧端面开口设置便于后续将成型的铝合金方管拆卸下。
40.所述成型加工装置还包括滑杆208、收料架401、底座402和挡板403,加工架201底部左侧的前后两侧分别固接有一个滑杆208,两个滑杆208上分别活动连接有一个底座402,两个底座402分别固接在收料架401底部的前后两侧,收料架401上由前至后均匀设有多个挡板403。
41.该部分根据图8、9和10中所表达的工作过程是:滑杆208设有两个,两个滑杆208分别固接在加工架201底部左侧的前后两侧,底座402设有两个,两个底座402分别滑动连接在两个滑杆208上,两个底座402分别固接在收料架401底部的前后两侧,收料架401上由前至后均匀设有多个挡板403,多个挡板403等间距设置。
42.作进一步说明,为便于将挤压成型的铝合金方管进行整齐排列从而有助于进行降温以及装箱处理时,将每个挤压成型的铝合金方管的两端与收料架401内每个挡板403之间的空间两端进行接触,从而使得成型的铝合金方管可以稳定位置,卸下时,将移动架301移动到初始位置,由人工带着隔热手套拆卸下,从而每个挡板403之间均放置铝合金方管,当收料架401上放满之后将收料架401依靠两个底座402从滑杆208上卸下,便于进行装箱打包运输,结构简单使用方便。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。