1.本发明涉及电子元件焊接领域,尤其涉及一种焊接制备方法及发光结构。
背景技术:
2.led(light emitting diode),发光二极管,是一种能够将电能转化为可见光的固态的半导体器件,它可以直接把电转化为光。led的心脏是一个半导体的晶片,晶片的一端附在一个支架上,一端是负极,另一端连接电源的正极,使整个晶片被环氧树脂封装起来。半导体晶片由两部分组成,一部分是p型半导体,在它里面空穴占主导地位,另一端是n型半导体。
3.但这两种半导体连接起来的时候,它们之间就形成一个p-n结。当电流通过导线作用于这个晶片的时候,电子就会被推向p区,在p区里电子跟空穴复合,然后就会以光子的形式发出能量,这就是led灯发光的原理。而光的波长也就是光的颜色,是由形成p-n结的材料决定的。
4.目前,为解决led灯散热问题,通常将散热板和pcb板组合使用,传统方法使用网板在散热板表面涂覆一层锡膏,将涂覆锡膏一面与pcb板组合,进行回流焊,实现pcb板和散热板的紧固连接。
5.电子元件与pcb板的连接也采用同样的回流焊方法,实现电子元件与pcb板之间的紧固连接。那么电子元件和pcb板,pcb板和散热片的组合需要经过两次网板涂覆锡膏并焊接的工序。
6.但是,传统的焊接制备方法在焊接电子元件、pcb板和散热板时需要进行两次网板涂覆锡膏的过程,工序较为复杂,且需要制作多个网板,增加人力、物力和时间成本。
技术实现要素:
7.本技术实施例的目的在于提供一种焊接制备方法,旨在解决如何简化发光结构的焊接过程并降低成本的问题。
8.为实现上述目的,本技术采用的技术方案是:
9.第一方面,提供一种焊接制备方法,其包括如下步骤:
10.准备电子器件、散热板以及开设有通孔的电路板,所述电路板具有第一焊接板面以及与所述第一焊接板面相背设置的第二焊接板面,所述通孔的两端分别延伸至所述第一焊接板面和所述第二焊接板面;
11.涂膏,将电路板平铺设置并于所述第一焊接板面涂覆绝缘涂层,将所述电子器件设于所述绝缘涂层,并将所述散热板叠设于所述第二焊接板面并位于所述电路板的下方;
12.加热,将所述绝缘涂层加热至预定温度,部分所述绝缘涂层沿所述通孔流入所述散热板与所述电路板之间;
13.固化,冷却并固化所述绝缘涂层,以将所述电子器件和所述散热板焊接至所述电路板。
14.在一些实施例中,所述通孔的横截面形状为圆形、椭圆形或多边形。
15.在一些实施例中,所述绝缘涂层遮盖所述通孔的至少部分孔口,且所述固化步骤还包括所述绝缘涂层于所述通孔内冷却和固化形成散热凸起。
16.在一些实施例中,所述通孔设有多个,各所述通孔间隔设置,且各所述通孔的孔口均覆盖有所述绝缘涂层。
17.在一些实施例中,所述涂膏步骤还包括将网板设置于所述第一焊接板面,所述网板用于引导所述绝缘涂层涂覆于所述第一焊接板面。
18.在一些实施例中,所述加热步骤还包括准备具有定位腔的卡座,将所述散热板和电路板固定于所述定位腔。
19.在一些实施例中,所述电路板还开设有导热孔,所述导热孔的两端分别延伸至所述第一焊接板面和所述第二焊接板面,于所述导热孔的孔口边缘涂覆所述绝缘涂层,所述电子器件遮盖至少部分所述导热孔的孔口。
20.在一些实施例中,所述导热孔和所述通孔的横截面形状为圆形,且所述导热孔的孔径大于所述通孔的孔径。
21.在一些实施例中,所述散热板朝所述导热孔内凸设有导热块,所述导热块的上表面与所述第一焊接表面齐平且抵接所述电子器件。
22.第二方面,本技术的另一目的还在于提供一种发光结构,其由上述所述的焊接制备方法所制成,所述电子器件为灯珠,所述灯珠电性连接所述电路板。
23.本技术的有益效果在于:通过在电路板上开设通孔,并只在第一焊接板面涂覆锡膏,加热锡膏,熔化的锡膏经通孔而流入散热板和电路板之间,从而一次涂覆,可以实现散热板和电子器件的焊接,无需在第二焊接板面涂覆锡膏,节省了人力、物力和时间,简化了发光结构的焊接制备过程,降低了焊接成本。
附图说明
24.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或示范性技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
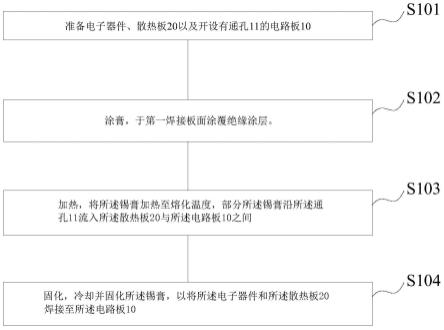
25.图1是本技术实施例提供的焊接制备方法的工艺流程图;
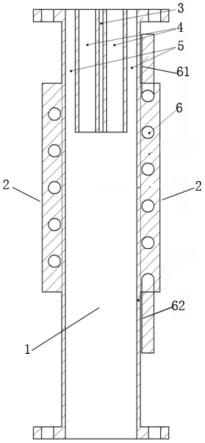
26.图2是电路板的第一焊接板面涂覆绝缘涂层的结构示意图;
27.图3是电路板、散热板、绝缘涂层以及灯珠的爆炸示意图;
28.图4是电路板、散热板、绝缘涂层以及灯珠加热前的结构原理示意图;
29.图5是电路板、散热板、绝缘涂层以及灯珠加热后的结构原理示意图。
30.其中,图中各附图标记:
31.10、电路板;
32.11、通孔;
33.12、导热孔;
34.13、绝缘涂层;
35.14、第一焊接板面;
36.15、第二焊接板面;
37.20、散热板;
38.21、导热块;
39.131、散热凸起;
40.23、灯珠;
具体实施方式
41.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本技术。
42.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.请参阅图1至图3,本技术实施例提供了一种焊接制备方法,其包括如下步骤:
44.s101:准备电子器件、散热板20以及开设有通孔11的电路板10,电路板10具有第一焊接板面14以及与第一焊接板面14相背设置的第二焊接板面15,通孔11的两端分别延伸至第一焊接板面14和第二焊接板面15。可选地,电子器件可以为灯珠23、电容、传感器以及控制器。
45.本实施例中电子器件为led灯珠23。led灯珠23具有稳定性好、能耗低以及性价比高等特点。led灯珠23包括多个在导电状态下可以产生光线的晶片,晶片在发光的同时会产生大量的热量。电路板10为pcb板,printed circuit board。pcb板是采用电子印刷术制作的电路板10,是重要的电子部件,是电子器件的支撑体,为电子器件的电器相互连接的载体。
46.请参阅图1至图3,可选地,电路板10用于承载灯珠23,并提供其它电子器件的布件空间,确保灯珠23的功能完整;灯珠23电性连接电路板10,且电路板10连接至电源后,电路板10可以向灯珠23供电。散热板20为导热性能良好的金属板材,比如铜箔。
47.s102:涂膏,将电路板10平铺设置并于第一焊接板面14涂覆绝缘涂层13,将电子器件设于绝缘涂层13,并将散热板20叠设于第二焊接板面15并位于电路板10的下方。
48.请参阅图1至图3,可以理解的是,第一焊接板面14位于第二焊接板面15的上方,第一焊接板面14和第二焊接板面15水平设置。可选地,绝缘涂层13为锡膏,也叫锡焊膏,呈灰色膏体,焊锡膏是伴随着smt(表面贴装技术)应运而生的一种新型焊接材料,是由焊锡粉、助焊剂以及其它的表面活性剂、触变剂等加以混合,形成的膏状混合物。主要用于smt行业pcb板表面电阻、电容、ic等电子器件的焊接。电子器件电性连接电路板10,且电子器件与电路板10之间设有锡膏。
49.s103:加热,将锡膏加热至预定温度,部分锡膏沿通孔11流入散热板20与电路板10之间;可选地,将电路板10、散热板20以及电子器件放置于回流焊设备内,并采用回流焊工艺进行加工,使锡膏加热至熔点温度,锡膏可以沿通孔11流动并使部分锡膏流动至电路板10和散热板20之间。可选地,锡膏的熔点温度范围为140~260度。
50.s104:固化,冷却并固化锡膏,以将电子器件和散热板20焊接至电路板10。将锡膏冷却至室温,从而使熔化的锡膏固化成形,并将电子器件和散热板20分别焊接至第一焊接板面14和第二焊接板面15。
51.请参阅图1至图3,通过在电路板10上开设通孔11,并只在第一焊接板面14涂覆锡膏,加热锡膏,熔化的锡膏经通孔11而流入散热板20和电路板10之间,从而一次涂覆,可以实现散热板20和电子器件的焊接,无需在第二焊接板面15涂覆锡膏,节省了人力、物力和时间,简化了发光结构的焊接过程,降低了焊接成本。
52.请参阅图1至图3,在一些实施例中,通孔11的横截面形状为圆形、椭圆形或多边形。通孔11的孔壁提高了电路板10的散热面积,有利于延长灯珠23的使用寿命。
53.请参阅图1至图3,可以理解的是,位于散热板20和电路板10之间的锡膏可以辅助热量从电路板10传导至散热板20,有效散热。
54.请参阅图4和图5,在一些实施例中,锡膏遮盖通孔11的至少部分孔口,且固化步骤还包括将锡膏于通孔11内冷却和固化形成散热凸起131。
55.请参阅图4和图5,可选地,本实施例中,各通孔11内均成形有散热凸起131,散热凸起131可以协助散热板20上的热量导出,有效散热,且还能加固电路板10和散热板20的连接,使散热板20和电路板10紧固连接,提高稳定性。
56.请参阅图4和图5,可以理解的是,在涂膏步骤中,也可以在散热板20上涂覆锡膏,再将电路板10按压在散热板20的锡膏上,使第二焊接板面15抵接散热板20上的锡膏,从而有利于散热凸起131的形成。
57.请参阅图4和图5,在一些实施例中,通孔11设有多个,各通孔11间隔设置,且各通孔11的孔口均覆盖有锡膏。可选地,通孔11开设多个,各通孔11间隔设置,各通孔11的横截面形状可以相同,也可以不相同。可以理解的是,电路板10在对灯珠23进行供电时,多个通孔11的孔壁提高了电路板10的散热面积,有效散热。
58.请参阅图1至图3,在一些实施例中,涂膏步骤还包括将网板设置于第一焊接板面14,网板用于引导锡膏涂覆于第一焊接板面14。可以理解的是,网板对应各通孔11的位置,设有网孔,网孔用于引导锡膏的涂覆。
59.在一些实施例中,加热步骤还包括准备具有定位腔的卡座,将散热板20和电路板10固定于定位腔。可选地,卡座用于固定散热板20和电路板10,使散热板20和电路板10在回流焊的过程中,保持稳定。
60.请参阅图4和图5,在一些实施例中,电路板10还开设有导热孔12,导热孔12的两端分别延伸至第一焊接板面14和第二焊接板面15,于导热孔12的孔口边缘涂覆锡膏,电子器件遮盖至少部分导热孔12的孔口。
61.请参阅图4和图5,可选地,本实施例中,导热孔12的孔口边缘涂覆有锡膏,灯珠23完全遮盖导热孔12位于第一焊接板面14的孔口,在固化步骤后,位于灯珠23和电路板10之间的锡膏紧固灯珠23与电路板10的连接。
62.在一些实施例中,导热孔12和通孔11的横截面形状为圆形,且导热孔12的孔径大于通孔11的孔径。各通孔11绕导热孔12的周向布置。
63.请参阅图4和图5,在一些实施例中,散热板20朝导热孔12内凸设有导热块21,导热块21的上表面与第一焊接表面齐平且抵接电子器件。通过导热块21可以将电子器件所产生的热量直接和快速传导至散热板20,有利于电子器件的散热和降温。
64.本发明还提出了一种发光结构,该发光结构由上述焊接制备方法所制备,由于本发光结构采用了上述所有实施例的全部技术方案,因此同样具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
65.请参阅图4和图5,发光结构包括散热板20、电路板10、灯珠23以及锡膏,通过在电路板10上开设通孔11,并只在第一焊接板面14涂覆锡膏,通过回流焊工艺加热锡膏,熔化的锡膏经通孔11而流入散热板20和电路板10之间,从而一次涂覆,可以实现散热板20和电子器件的焊接,无需在第二焊接板面15涂覆锡膏,节省了人力、物力和时间,简化了发光结构的焊接过程,降低了焊接成本。
66.可选地,灯珠23用于提供光源;电路板10用于承载灯珠23,并提供其它电子器件的布件空间,确保发光结构的功能完整;散热板20为金属材料,辅助热量导出。灯珠23通过贴片方式将底部两端正负极连接固定在电路板10上,电路板10相对位置上开有略小于灯珠23底部面积大小的导热孔12,散热板20的上表面朝第二焊接表面凸设有导热块21,导热块21穿过导热孔12并抵接灯珠23的底部。
67.可选地,电路板10上开有若干通孔11,通孔11用于增大电路板10的散热面积。发光结构组装时,可使用网板将锡膏涂覆在电路板10的通孔11上,在锡膏被加热熔化后向下流到散热板20和电路板10之间,锡膏冷却固化后可以固接电路板10和散热板20;也可在散热板20上涂覆一层锡膏,将电路板10按压在锡膏层上,待进行回流焊加热熔化后部分锡膏进入电路板10的通孔11中,并经通孔11而流入散热板20和电路板10之间,使电路板10和散热板20紧固连接。锡膏可以协助散热板20上的热量导出,有效散热。可以使发光结构实现热量快速导通,提高散热效率。
68.以上仅为本技术的可选实施例而已,并不用于限制本技术。对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。