1.本发明涉及一种铰链帽,其包括附接到容器本体的内盖、铰链和连接到内盖以打开和关闭帽的外盖。本发明还涉及一种铰链帽套件,其包括铰链帽和填料片,该填料片被支撑在铰链帽内以增强内盖在关闭状态下的气密性。
背景技术:
2.传统的铰链帽包括附接到容器本体的帽本体、铰链部和连接到帽本体以打开和关闭容器本体的密封部(日本专利公开文献no.2011-246137a)。该铰链帽被配置成使得通过与形成在帽本体上的锁定部和形成在密封部上的爪部接合来保持铰链帽的关闭状态。
3.爪部由形成在管状物的内表面上的凹部和凸部形成。另外,爪部沿着管状物的周向方向形成在铰链部的相对侧。爪部的凸部是咬边部,当在注射成型中从模具中释放爪部时,该咬边部成为脱模阻力。
4.在本公开中,在常规铰链帽中使用的术语,比如帽本体、密封部、锁定部和面向爪部的部分,分别被称为内盖、外盖、爪部和接合部。
技术实现要素:
5.为了从注射成型的模具中移除带有咬边部的模制件,公知的有1)从模具中强制移除和2)模具中的滑动芯。
6.使用技术2)的模具比使用技术1)的模具更复杂并且更昂贵。
7.在技术1)的情况下,当执行强制移除时,咬边部有时会部分地崩缺或损坏,使得设计的形状可能变形为不期望的形状。另外,如果接合部形成在铰链的相对侧,即形成在管状物的周向方向上的一部分上,则脱模期间脱模阻力集中在接合部的咬边部上,并且咬边部可能容易损坏。如果咬边部被损坏,则铰链帽的关闭状态变得不稳定。
8.本发明是考虑到上述情况而创造的,并且本发明的目的是提供一种铰链帽,该铰链帽使得接合部(咬边部)在注射成型中的脱模期间不太可能被损坏并且稳定接合状态,该接合部是管状物的内表面的一部分,其有助于铰链帽的关闭状态的稳定性。本发明的另一目的是提供一种能够使用这种铰链帽来改善气密性的铰链帽套件。
9.本发明假定一种注射成型的铰链帽,该铰链帽包括:附接到容器本体的内盖;铰链;和通过铰链连接到内盖以打开和关闭帽的外盖。
10.内盖包括:管状内壁部,其附接到容器本体的口部;内封闭板部,其在封闭内壁部的内侧的状态下从内壁部的内表面突出,并且其中形成用于内容物的通过端口;以及爪部,其从内封闭板部的表面沿着径向方向向外突出。
11.外盖包括:具有管状构造的外壁部;外封闭板部,其在封闭外壁部的内侧的状态下从外壁部的内表面突出;以及在外壁部的内表面上沿着轴向方向并排构造的作为咬边部的多个凸部和多个凹部。
12.一个凸部和在外壁部的内侧与该一个凸部相邻的凹部形成接合部,该接合部在外
盖的关闭状态下与爪部配合。在外壁部的轴向方向上(内侧和开放端侧中的至少一侧)与接合部相邻的凸部和在外壁部的内侧与该相邻凸部相邻的凹部形成模具按压部。
13.接合部可以包括多个凸部中的任何凸部。然而,如果另一凸部相对于接合部配置在外盖的开放端侧,则在外盖的打开/关闭操作中,爪部可能与该另一凸部发生接触。该接触对应于爪部在外盖的打开/关闭操作期间位于所述另一凸部的轨迹上的情况。在这种情况下,难以打开或关闭外盖,除非爪部在外盖的打开/关闭操作期间不仅越过接合部的凸部,而且还越过所述另一凸部。为了能够仅通过使得爪部越过一个凸部来打开或关闭外盖,期望采用以下构造。
14.即,接合部包括多个凸部中位于最开放端侧的凸部。如果接合部包括最开放端侧的凸部,则模具按压部在外壁部的内侧与接合部相邻。
15.另外,由接合部和模具按压部的凹部和凸部形成的行相对于外壁部的周向方向在数量和位置上不受限制,但是当考虑到打开和关闭外盖的容易性、脱模的容易性以及外盖在关闭状态下的稳定性时,期望采用以下构造。
16.即,由接合部和模具按压部的凹部和凸部形成的行的数量相对于外壁部的周向方向为一行,并且该行形成在铰链的相对侧。
17.外壁部可以包括或者可以不包括相对于接合部在外壁部的周向方向上的两侧形成的通孔,但是为了稳定爪部和接合部之间的接合状态同时便于打开/关闭操作,期望采用以下构造。
18.即,外壁部具有相对于接合部在外壁部的周向方向上的两侧形成的通孔。
19.通孔可以具有任何形状,但是为了便于外盖的打开/关闭操作,期望采用以下构造。
20.即,通孔是在外壁部的轴向方向上延伸的长孔。
21.在铰链帽中,用于内容物的通过端口可以采用任何构造。铰链帽可以单独使用,也可以与其他部件组合使用。然而,在其中组合有铰链帽和填料片的铰链帽套件期望采用以下构造,以便改善关闭状态下的气密性。
22.即,铰链帽套件包括铰链帽和填料片,该填料片增强铰链帽的关闭状态下的气密性。内封闭板部包括:内封闭板本体,其在周向方向上的整个圆周上从内壁部的内表面沿着径向方向向内突出;以及用作内容物的通过端口的喷嘴,该喷嘴形成在内封闭板本体的内周部上,并且从内封闭板本体的内周部向容器本体的相对侧突出。外盖在内部包括填料片支撑部。填料片具有弹性,以在与喷嘴的远端紧密接触的状态下凹入。
23.注意,由于填料片的恢复力,打开力作用在外盖上,因此,例如外盖可能通过填料片的恢复力打开,除非爪部和接合部之间的接合力强于没有填料片的铰链帽中的接合力。为了加强接合力使得外盖不会通过填料片的恢复力打开,例如,有必要使爪部和接合部之间的接合状态下的径向方向上的尺寸大于没有填料片的铰链帽中的尺寸。即使采用这种构造,接合部的形状也可以通过构造成分散脱模阻力的多个咬边部做得更接近设计的形状,因此铰链帽稳定了爪部和接合部之间的接合状态,并且填料片改善了气密性。
24.本发明的实施例的变型具有以下结构。
25.一种具有通过注射成型形成的本体的铰链帽,包括:具有开放端的本体,该开放端的边沿上设置有爪部;铰链,其设置在边沿上与爪部相对的位置处;以及盖,其通过铰链连
接到本体以打开和关闭本体的开放端。所述盖包括:管状外壁部;外封闭板部,用于封闭外壁部的一侧;以及在外壁部的内表面上沿着管状外壁部的轴向方向交替排列的作为咬边部的多个凸部和多个凹部,一个凸部和与该一个凸部相邻的凹部形成能够在外盖的关闭状态下与爪部接合的接合部,并且与接合部相邻的相邻凸部和与该相邻凸部相邻的凹部形成模具按压部。
26.在本发明的铰链帽中,作为咬边部的多个凸部在管状外壁部的轴向方向上以直线并排配置。因此,当外壁部从注射成型模具的形成外壁部内表面的部分被释放时,脱模阻力分散到多个咬边部,并且接合部的形状能够做得更接近设计的形状,并且与例如作为咬边部的一个凸部配置在外壁部上的铰链帽相比,接合部和爪部之间的接合状态是稳定的。
27.在本发明的铰链帽中,当接合部包括多个凸部中位于最开放端侧的凸部时,在外盖的打开/关闭操作期间,爪部不必越过另一个凸部,使得打开/关闭操作变得容易。
28.在本发明的铰链帽中,在由接合部和模具按压部的凹部和凸部相对于外壁部的周向方向形成的行是单行并且形成在铰链的相对侧的情况下,与存在多个行的情况相比,外盖能够容易地打开和关闭,并且在注射成型期间能够容易地移除模具,并且外盖的关闭状态比在铰链附近形成行的情况更稳定。
29.在本发明的铰链帽中,当相对于接合部在外壁部的周向方向上的两侧形成通孔时,外壁部容易弹性变形达通孔的量。因此,外盖的打开/关闭操作变得容易,并且除非施加外力,否则外盖的形状不会因通孔的存在或不存在而改变,使得爪部和接合部之间的接合状态稳定。
30.在本发明的铰链帽中,当通孔是在外壁部的轴向方向上延伸的长孔时,外盖的打开/关闭操作变得容易。
31.在本发明的铰链帽套件中,接合部的形状可以通过构造成分散脱模阻力的多个咬边部做得更接近设计的形状,因此,即使填料片具有恢复力,爪部和配合部之间的接合状态也可以得到保持,并且通过填料片和喷嘴之间的紧密接触改善气密性。
附图说明
32.图1a是通过注射成型形成的根据本发明第一实施例的铰链帽的俯视平面图。
33.图1b是沿着图1a所示的线a-a截取的剖视图。
34.图1c是图1b所示部分1c的放大视图。
35.图2是从右侧观察的图1b的铰链帽的侧视图。
36.图3是示出附接有填料片的铰链帽的关闭状态的剖视图。
37.图4a是示出外壁部将从模具中强制移除时的初始状态的剖视图。
38.图4b是示出紧接在外壁部从模具中强制拉出以便分离之后的状态的剖视图。
具体实施方式
39.图1a、1b和1c所示的本发明第一实施例的铰链帽套件包括:铰链帽1,其附接到图3中虚线所示的容器本体100;以及填料片p,其在铰链帽1的关闭状态下增强气密性并且被支撑在铰链帽1内。
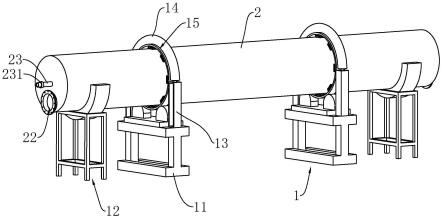
40.铰链帽1包括:附接到容器本体100的内盖2;两个铰链翼3;外盖4,其通过两个铰链
翼3连接到内盖2,以打开和关闭帽;以及l形弹性板5,其在内盖2和外盖4之间施加打开力和关闭力。铰链帽1由树脂制成并且通过注射成型形成,并且内盖2、铰链3、外盖4和弹性板5被构造为一体物。在容器本体100与内盖2组装并且外盖4被内盖2关闭的状态下,容器本体100的轴线、内盖2的轴线和外盖4的轴线是共用的。
41.内盖2包括:附接到容器本体的口部的管状内壁部11;内封闭板部12,其具有从其顶部表面突出的喷嘴22;以及爪部13,其从内封闭板部12的顶部表面沿着径向方向向外突出。
42.在下文中,假设铰链帽1处于紧接在注射成型之后的状态。紧接在注射成型之后的状态是外盖4打开并且外盖4配置在内盖2的右侧的状态,如图1a和1b所示。
43.除了上述左右方向之外,方向定义如下。
[0044]“容器本体侧”在图1b中是指物体(例如内封闭板部12)的下侧。“容器本体的相对侧”在图1b中是指上侧。
[0045]
管状物的“轴向方向”在内壁部11的情况下是指图1b中的上下方向。
[0046]“前后方向”是指与上下方向和左右方向正交的方向。
[0047]“径向方向”是指从管状物的中心沿着垂直于轴向方向的方向径向延伸的直线的方向。
[0048]
如图1b所示,内壁部11从内封闭板部12朝向容器本体侧延伸。另外,内壁部11包括第一、第二和第三内壁部14、15和16,它们按所述顺序在径向方向上间隔配置。第一、第二和第三内壁部14、15和16各自都是管状的,更具体地说是圆柱形的,并且具有共用的中心线。也就是说,内壁部14、15和16具有共用轴线。共用轴线也与容器本体100的轴线相同。第一、第二和第三内壁部14、15和16以轴向方向的一侧(下侧)作为开放端,并且在另一端(上侧端)处连接到内封闭板部12。第一、第二和第三内壁部14、15和16按所述顺序具有更长的圆柱长度,并且其下端按所述顺序终止于更低的水平处。
[0049]
第一内壁部14配置在容器本体100的口部内。第三内壁部16沿着径向方向从外侧覆盖第二内壁部15。内螺纹15a形成在第二内壁部15的内周面上。内螺纹15a与形成在容器本体100的口部的外周面上的外螺纹接合。
[0050]
内封闭板部12包括:覆盖内壁部14、15和16的上侧的内封闭板本体21;以及喷嘴22,其位于内封闭板本体21的中心,作为容器本体100中内容物的通过端口。
[0051]
喷嘴22具有从内封闭板本体21的内周部向容器本体100的相对侧(上侧)突出的渐缩形状,并且具有内径和外径朝向上侧减小的形状。更具体地,喷嘴22具有漏斗的形状,包括渐缩的喷嘴本体部23和从喷嘴本体部23的远端部向上突出的圆柱形排放端口部24。
[0052]
当在平面图中观察时,内封闭板本体21是环形的,更具体地说是圆环形的。另外,内封闭板本体21包括隆起部26,其中内封闭板本体21的表面的外周部内侧的一部分是隆起的。当从顶部观察时,隆起部26的外形适配于外盖4的外壁部31的开放端部,其将在后面描述。隆起部26包括在相对侧面向彼此的两个半圆形部27,一个在带有铰链3的一侧,并且另一个在远离铰链3的一侧,同时两个平行的直线部28连接两个半圆形部27的端部。两个半圆形部27都具有遵循圆的形状,该圆是内封闭板本体21的外形。当外壁部31的开放端部与隆起部26配合时,外壁部31被放置在内封闭板本体21的沿着径向方向位于隆起部26外的部分上,即在内封闭板本体21的外周部上。注意,爪部13从隆起部26的表面向上突出。爪部13将
在后面详细描述。
[0053]
另外,沿着轴向方向从内壁部11(第三内壁部16)向另一侧延伸的延伸壁29形成在内封闭板本体21的铰链3侧。
[0054]
外盖4包括:管状外壁部31;覆盖管状外壁部31以封闭其内侧的外封闭板部32;以及填料片支撑部33,其位于外封闭板部32的内表面上,使得填料片支撑部33支撑填料片p,其将与喷嘴22的远端紧密接触;多个凸部34,其用作外壁部31的内表面上的山脊或突出的咬边部;以及多个凹部35,其用作外壁部31的内表面上的介于多个凸部34之间的山谷或凹形区域。凸部34和凹部35在平行于轴向方向的方向上交替排列。
[0055]
外封闭板部32包括:外封闭板本体部37,其沿着轴向方向封闭管状外壁部31的一侧;以及基座部38,其从外封闭板本体部37的内表面突出,用于放置填料片p。
[0056]
如图1a所示,当从顶部观察时,基座部38形成为“十”字形。
[0057]
注意,放置在基座部38上的填料片p具有圆盘形状,并且是直径大于基座部38的十字在十字方向上的尺寸的圆。填料片p由比铰链帽1更软的树脂制成,并且具有足够软的弹性,以在喷嘴22的远端被按压时略微凹入,从而确保紧密接触。
[0058]
填料片支撑部33包括一对支撑臂33a,其在沿着上下方向与填料片p相交(更具体地正交)的方向上从相对侧将填料片p保持在它们之间。
[0059]
该对支撑臂33a从外封闭板部32的内表面突出,并且从外壁部31的内表面延伸以到达基座部38的外围。
[0060]
支撑臂33a包括:臂部本体33b,其在外壁部31的内表面上从铰链3侧朝向基座部38延伸;以及弯曲的支撑部本体33c,其在部分地覆盖基座部38的外围的状态下从臂部本体33b在基座部38侧的远端延伸。当从顶部观察时,弯曲的支撑部本体33c形成为圆弧形状,以便遵循放置在基座部38上的填料片p的外形。另外,在一对支撑部本体33c内形成的圆弧的直径形成为略小于填料片p的直径。
[0061]
外壁部31在其与铰链3相对侧的外表面上具有弯曲凹面31a,其在从侧面观察时凹成圆弧形状。弯曲凹面31a沿着外壁部31的轴向方向在外封闭板部32侧形成,以在打开外盖4的操作期间容易被手指触摸。如图2所示,弯曲凹面31a包括圆形的上边缘31b、各自直线地延伸的左右侧边缘31c以及侧边缘31c之间延伸的下边缘31d。
[0062]
如图1b所示,外壁部31包括凹入部31v,其由在邻近铰链3的位置处从外壁部31的开放端(上端)朝向另一端(下端)倾斜的斜面形成。凹入部31v的形状对应于内盖2的延伸壁29的形状。另外,外封闭板部32侧的端部(其是外壁部31的封闭端(下端))以倾斜的状态形成,以便随着从铰链3侧向铰链3的相对侧行进而位于轴向方向上的一侧(下侧)。
[0063]
外封闭板本体部37具有倾斜的形状,以便根据外壁部31的形状,随着从铰链3侧行进到铰链3的相对侧而指向外壁部31的轴向方向上的一侧。另外,例如,与外壁部31不具有弯曲凹面31a的情况相比,外封闭板本体部37具有延伸到铰链3的相对侧的形状。外封闭板本体部37的上表面相对于与外盖4的轴线(即在外盖4的关闭状态下与共用轴线重合的轴线)正交的平面,随着与铰链3分离而倾斜以远离内盖2。外封闭板本体部37在设置铰链3的一侧的相对侧设置有檐部31e。檐部31e从外壁部31的外管状表面进一步向外突出。这便于与弯曲凹面31a组合地打开和关闭外盖4的操作。
[0064]
考虑到形成外壁部31内表面的注射成型模具的凸形部的移除便利性,外壁部31的
内表面形成为从外封闭板部32侧(下侧)(其是轴向方向上的一侧)向开放端侧(上侧)(其是轴向方向上的另一侧)变大。也就是说,外壁部31的内表面随着朝向开放端(向上)行进而在径向方向上向外变宽。
[0065]
更具体地,外壁部31的内表面除了其一部分之外是渐缩的斜面,并且相对于上下方向倾斜达角度θ。外壁部31的内表面的这一部分是外壁部31的内表面对应于弯曲凹面31a的部分,并且包括:斜面部31g,其随着从外封闭板部32向上行进以向右侧(其是径向方向上的外侧)稍微变宽的状态倾斜,以及弯曲凸面31f,其随着从斜面部31g的上端向上行进以指向右侧的状态弯曲。斜面部31g的角度小于外壁部31的内表面的角度θ。角度θ优选为0.2至20度。
[0066]
如图2所示,外壁部31形成有一对通孔31h,每个通孔在周向方向上以一定间隔沿着径向方向穿设而成。该对通孔31h沿周向方向形成在对应于弯曲凹面31a的整个圆周的一部分中,换句话说形成在铰链3的相对侧。也就是说,这对通孔31h是形成在外壁部31中并且平行于外盖4的轴线延伸的长孔,延伸到将在后面描述的多个凸部34a和34b的两侧,并且存在为夹住多个凸部34a和34b。此外,一对通孔31h在弯曲凹面31a的一部分上延伸的范围内形成。
[0067]
如图1a和1b所示,外壁部31包括一对槽部31s,每个槽部在内表面上从开放端(上端)延伸以到达一对通孔31h。因为槽部31s具有底部并且未穿透,所以外壁部31的开放端侧是在周向方向上连接的环形形状。另外,槽部31s和通孔31h在外壁部31的轴向方向(上下方向)上连接。多个凸部34和多个凹部35沿着外壁部31的周向方向配置在一对槽部31s之间和一对通孔31h之间。
[0068]
如图1c所示,多个凸部34和多个凹部35在外壁部31的轴向方向上并排交替地配置。凸部34和凹部35并排配置的行数在外壁部31的周向方向上是一个。该凹部35在多个凸部34和多个凹部35中定位最靠近开放端侧。
[0069]
凹部35相对于外壁部31的内表面凹入。凹部35相对于外壁部31的周向方向以阶梯方式凹入。另外,凹部35的数量在本实施例中是三个,它们是图1c中从开放端侧起的第一凹部35a、第二凹部35b和第三凹部35c。当涉及特定的凹部时,使用带有数字和字母的附图标记,而当涉及一般的凹部时,使用仅带有数字的附图标记。
[0070]
凸部34从外壁部31的内表面突出,并且在注射成型中形成咬边部。另外,凸部34的数量在本实施例中是两个,它们是图1c中从开放端侧起的第一凸部34a、第二凸部34b。当涉及特定的凸部时,使用带有数字和字母的附图标记,而当涉及一般的凸部时,使用仅带有数字的附图标记。
[0071]
多个凹部35中位于最开放端侧的凹部35a,即从开放端侧起的第一凹部35a,在朝向开放端沿径向方向指向外侧的状态下倾斜。另外,多个凸部34中位于最开放端侧的凸部34a(即从开放端侧起的第一凸部34a)以及在外壁部31的内侧与第一凸部34a相邻的凹部35b(即从开放端侧起的第二凹部35b)形成接合部41,其在外盖4的关闭状态下与内盖2的爪部13的远端部配合。
[0072]
爪部13包括:爪颈部13a,其在铰链3的相对侧从内封闭板部12的隆起部26的表面向上突出;以及爪远端部13b,其从爪颈部13a的上端部沿着径向方向向外延伸。
[0073]
另外,在外壁部31的内侧与接合部41相邻的凸部34b是从开放端侧起的第二凸部
34b。在外壁部31的内侧与该相邻凸部34b相邻的凹部35c是从开放端侧起的第三凹部35c。从开放端侧起的第二凸部34b和从开放端侧起的第三凹部35c各自具有类似于接合部41的形状,并且形成在外盖4的关闭状态下不与爪部13的远端部配合的模具按压部43。另外,模具按压部43在外壁部31的内侧与接合部41相邻。注意,相对于接合部41在外壁部31的开放端侧仅存在第一凹部35a,因此,模具按压部43在本实施例中相对于接合部41仅形成在外壁部31的内侧。接合部41和爪部13构成接合机构。
[0074]
在图1c中,凸部34b相对于模具按压部43的凹部35c的突出量l3在本实施例中小于凸部34a在接合部41中相对于凹部35b的突出量l1。因此,如图4a所示,当强制移除模具50时,从模具50接收的阻力在凸部34a中比在凸部34b中小,因此,阻力造成的任何损坏在凸部34a中比在凸部34b中小。另外,凸部34b从外壁部31的外周面起的高度h3大于凸部34a的高度h1。此外,外壁部31在凸部34a和凸部34b之间的壁厚(h1-l1)薄于下侧(凸部34a的相对侧)从凸部34b起的壁厚(h3-l3)。因此,具有壁厚(h1-l1)的部分比具有壁厚(h3-l3)的部分更容易弯曲,从图1c中可以清楚地看出。因此,如图4a所示,当模具50被强制移除时,在壁厚(h1-l1)部分处通过弯曲能够释放从模具50接收的阻力。此外,由于凹入部31v,面向凸部34a的外壁部31部分上不存在。因此,在强制移除模具50期间,模具50能够相对于外壁部31朝向凹入部31v容易地倾斜。
[0075]
接合斜面41a和按压斜面43a(各自相对于外壁部31的轴向方向倾斜)分别形成在接合部41的凸部34a和模具按压部43的凸部34b各自的内侧。接合斜面41a和按压斜面43a都从外壁部31的内侧向开放端侧在径向方向上向内倾斜。另外,角度θ3(其是由按压斜面43a和轴向方向上的直线形成的锐角)在本实施例中小于角度θ1(其是由接合斜面41a和平行于轴向方向的直线形成的锐角)。因此,当模具50被强制移除时,按压斜面43a比接合斜面41a更容易相对于模具50滑动。
[0076]
注意,接合部41和模具按压部43在外壁部31的周向方向上配置在前侧,该前侧是铰链3所在的铰链侧的相对侧。此外,部分41和43配置在一对槽部31s之间,并且还配置在一对通孔31h之间。另外,接合部41和模具按压部43沿着外盖4的轴向方向配置以形成单行,并且当沿周向方向观察时,该行存在仅一行。
[0077]
将参考图4a和图4b描述设置模具按压部43的原因。图4a示出了外壁部31和模具50被紧密附接并且模具50将被外力f0从外壁部31强制移除的状态。图4b示出了紧接在强制移除开始并且外壁部31从模具50释放之后的状态。如图4a所示,外力f0被分散成在多个咬边部所在的斜面41a和斜面43a处生成的作用力和反作用力f1和f2。在斜面41a和斜面43a面向模具50的相应表面的位置处,在这些斜面上生成滑动力。随着分散成力f1和f2,脱模阻力被分散,并且可以减轻/防止对接合斜面41a的任何损坏。此外,如图4b所示,当外壁部31从模具50分离时,在铰链侧形成凹入部31v,该铰链侧是设置有外壁部31的斜面41a和斜面43a的前侧(接合部41和模具按压部43所在的一侧)的相对侧,因此模具50能够在朝向铰链侧倾斜的同时脱离,只有按压斜面43a与模具50接触,接合斜面41a能够保持在与模具50分离的状态,并且接合斜面41a不会被损坏。即使接合斜面41a紧接在外壁部31与模具50分离之后与模具50接触,也能够防止接合斜面41a因弯曲而损坏,因为凸部34a和凸部34b之间的外壁部31的壁厚较薄。
[0078]
接下来,将描述铰链3。铰链3连结到外盖4的外壁部31和内盖2的内壁部11(第三内
壁部16),并且包括:从外壁部31沿径向方向向外突出的第一翼3a;从内盖2沿径向方向向外突出的第二翼3b;以及连结到第一翼3a和第二翼3b并且比第一翼3a和第二翼3b都薄的部分,即作为旋转轴线部分的铰链本体3c。铰链本体3c是外盖4打开时的中心(执行旋转运动的轴线),因此也被称为铰链旋转轴线3c。弹性板5位于一对铰链翼3之间。在外盖4的关闭状态下,如图3所示,铰链旋转轴线3c处于内封闭板部12的上表面上方的水平处。因此,与铰链旋转轴线3c被包括在与内封闭板部12的上表面相同的水平上的情况相比,内封闭板部12的上表面和外壁部31的下表面能够可靠地并且稳定地彼此抵接。
[0079]
弹性板5具有板形形状,并且用作所谓的板簧。弹性板5具有弯曲成v形的横截面形状,并且具有分别连结到外盖4的外壁部31和内盖2的内壁部11的相对端。更具体地,弹性板5包括可自由弯曲的第一可枢转部(连接到内盖2侧)5a、具有v形构造的板簧部5c和可自由弯曲的第二可枢转部(连接到外盖4侧)5b。第一可枢转部5a和第二可枢转部5b薄于板簧部5c。也就是说,弹性板5的厚度具有渐缩的厚度,其在中心部分(板簧部5c)最厚,并且朝向第一和第二可枢转部5a和5b变薄。弹簧效应比具有均匀厚度的板更强。第一可枢转部5a和第二可枢转部5b都定位远离铰链旋转轴线3c。在如图1b所示的外盖4的打开状态下和如图3所示的外盖4的关闭状态下,v形板簧部5呈这样的状态,即两端5a和5b隔开但处于尽可能近的距离,由此v形板簧部5处于稳定状态。当外盖4围绕铰链旋转轴线3c从打开状态(图1b)旋转约180度到关闭状态(图3)或反之亦然时,第二可枢转部5b进行由图1b中的虚线指示的半圆运动。在外盖4旋转大约90度的状态下,即中途,v形板簧部5打开以呈这样的状态,即两端5a和5b以尽可能远的距离间隔开,从而产生朝向关闭/打开方向作用的偏压力。当外盖4在沿关闭方向操作之际通过已旋转90度的位置时,关闭方向上的偏压力自动施加以完成关闭操作。当外盖4在沿打开方向操作之际通过已旋转90度的位置时,打开方向上的偏压力自动施加以完成打开操作。因此,外盖4能够保持在打开状态或关闭状态。v形板簧部5在打开方向和关闭方向上都对外盖4施加卡合作用。因此,外盖4能够被舒适地打开和关闭。设置上述接合机构,以便更牢固地将外盖4保持在关闭状态。
[0080]
在本发明第一实施例的铰链帽1中,作为咬边部的两个凸部34在管状外壁部31的轴向方向上以直线并排配置。因此,当外壁部31从注射成型模具的形成外壁部31的内表面的部分释放时,脱模阻力分散到多个咬边部。例如,与铰链帽仅以一个凸部作为外壁部31上的咬边部的情况相比,能够自由地设计接合部41的形状,并且几乎与所设计的优选形状相同。此外,接合部41和爪部13之间的接合状态能够做得非常稳定。此外,接合部41的凹部35b具有相对于外壁部31的内表面凹入的形状,因此在外盖4的关闭状态下,爪部13相对于接合部41的凹部35b定位在周向方向上。因此,接合部41和爪部13之间的接合状态是稳定的。
[0081]
在本发明第一实施例的铰链帽1中,接合部41包括多个凸部34中位于最开放端侧的凸部34a,因此,在外盖4的打开/关闭操作期间,爪部13不必越过另一个凸部,从而使打开/关闭操作变得顺利。
[0082]
在本发明第一实施例的铰链帽1中,沿着外壁部31的周向方向,只有一个由接合部41和模具按压部43的凹部35和凸部34形成的行。因此,与存在多个行的情况相比,能够容易地打开和关闭外盖4,并且在注射成型期间能够容易地移除模具。此外,该行形成在铰链3的相对侧,因此与该行形成在铰链3附近的情况相比,外盖4的关闭状态更稳定。
[0083]
在本发明第一实施例的铰链帽1中,相对于接合部41沿着周向方向在外壁部31的
两侧形成通孔31h。外壁部31中的通孔31h之间的部分能够容易地变形。因此,外盖4的打开/关闭操作变得容易。此外,除非施加外力,否则无论是否存在通孔31h,外盖4的形状都不会改变。因此,爪部13和接合部41之间的接合状态是稳定的。也就是说,由于在沿着轴向方向排列的接合部41和模具按压部43的行的两侧形成通孔31h,所以接合部41和模具按压部43的该行能够沿径向方向向外容易地移位。因此,接合部41能够容易地被爪部13按压。
[0084]
在本发明第一实施例的铰链帽1中,通孔31h是在外壁部31的轴向方向上延伸的长孔,因此基于通孔31h的长度,外盖4的打开/关闭操作变得更容易,并且注射成型期间的脱模阻力也变得更小。此外,由于作为长孔的通孔31h不仅配置在接合部41中而且还配置在模具按压部43的沿周向方向的两侧,所以外盖4的打开/关闭操作变得容易,并且脱模阻力变小。
[0085]
本发明第一实施例的铰链帽1设置有在外壁部31的内表面中从开放端延伸到通孔31h的槽部31s,但是没有设置在外壁部31的开放端部侧沿着周向方向的切口部。因此,即使当外力施加到外盖4时,爪部13和接合部41之间的接合状态也是稳定的。
[0086]
本发明第一实施例的铰链帽1设置有从内封闭板部12的表面隆起并且与外壁部31的开放端部配合的隆起部26,因此外盖4的关闭状态是稳定的。
[0087]
在本发明第一实施例的铰链帽套件中,接合部41的形状能够通过构造成分散脱模阻力的多个咬边部(凸部34)而做得更接近设计的形状,因此即使填料片p具有恢复力,爪部13和接合部41之间的接合状态也能够得到保持,并且通过填料片p和喷嘴22之间的紧密接触改善气密性。
[0088]
本发明不限于上述实施例,并且可以在不脱离其精神的范围内进行适当修改。例如,在上述实施例中,模具按压部43的数量是一个,但是在本发明中并不局限于此,也可以是多个。
[0089]
另外,与凸部34相对于接合部41的凹部35的突出量l1相比,凸部34相对于模具按压部43的凹部35的突出量l3在上述实施例中较小,但是在本发明中并不局限于此,也可以理想地等于或大于它,或者更理想地更大。因此,能够在脱模时尽可能地防止损坏接合部41的表面,并且能够稳定接合部41和爪部13之间的接合状态。
[0090]
另外,与角度θ1(其为由接合斜面41a与平行于轴向方向的直线形成的锐角)相比,角度θ3(其为由按压斜面43a与平行于轴向方向的直线形成的锐角)在上述实施例中较小,但是在本发明中并不局限于此,也可以理想地相同,或者更理想地较大。因此,能够在脱模时尽可能地防止损坏接合部41的表面,并且能够稳定接合部41和爪部13之间的接合状态。
[0091]
由于模具按压部43被设置来如上所述那样分散脱模阻力,所以施加到模具按压部43的脱模阻力随着角度θ3变大而增加,并且能够减轻对接合部41的表面的损坏。至于接合部41的角度θ1,随着角度越大,与爪部13的接合越强,并且例如咔嗒感得到改善,但是接合部41的表面容易被损坏,因为脱模时的阻力增加。另外,模具50和模制产品之间的脱模阻力本身随着角度θ1和θ3变大而增加。因此,有必要根据作为模制产品的外壁部31的形状适当地调整相应角度,以便从模制产品顺利地释放模具50。当从模具的中心轴线观察时,期望模的是具50的顶点50b(面向凹部35c)等于或低于模具50的顶点50a(面向凹部35b)。因此,在释放模具50时,模具50与除了按压斜面43a之外的接合斜面41a的接触减少(见图4b),并且能够防止对接合部41的表面的损坏。顶点50b的高度优选等于或以0.01mm低于顶点50a的高
度,并且更优选比顶点50a的高度低0.02至2mm。
[0092]
根据一变型,铰链帽可以用在注射器中,比如在日本专利公布no.2006-61739中公开的,该文献通过引用并入本文。在注射器的情况下,没有设置喷嘴22、基座部38、填料片p、填料片支撑部33,因此它们可以被去除。此外,没有设置内盖2,并且爪部(13)直接设置于本体100(其可以是注射器筒)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。