1.本发明涉及修边机领域,特别涉及煲的自动化修边机。
背景技术:
2.目前耐热煲的成型后修边方式,还处于人工处理的阶段,而且是在湿坯状或干坯的态下进行的,修边的效率和质量都不稳定。
技术实现要素:
3.本发明的目的在于提供一种自动化、修边效果好的一种煲的自动化修边机。
4.本发明的目的是这样实现的:一种煲的自动化修边机,包括机床、用于夹紧煲的夹紧装置、旋转装置、用于对煲的外圆边修整成光滑圆弧的修边装置和弹性件,所述机床设置有修边区域,所述旋转装置设置在机床上,所述夹紧装置和旋转装置连接,夹紧装置朝向修边区域,所述旋转装置带动夹紧装置旋转;所述修边区域开有滑槽,所述修边装置包括锣刀、锣刀驱动组件、滑动件和修边范围限制件,所述滑动件以滑动方式设置在机床上,所述锣刀驱动组件设置在滑动件上,所述锣刀和锣刀驱动组件连接,锣刀驱动组件带动锣刀旋转,锣刀穿过滑槽伸出修边区域,滑槽限制锣刀的移动距离,所述修边范围限制件设置在锣刀上,修边范围限制件限制锣刀对煲的外圆边的修边范围;所述弹性件一端连接机床,弹性件另一端连接修边装置,所述锣刀在弹性件的作用下始终保持紧贴煲的外圆边。
5.所述煲通过夹紧装置夹紧并位于修边区域上,煲的开口朝向并紧贴机床的顶面,机床的顶面可以作为一个平整的基准面从而保证锣轮修整的统一性,而且锣刀在弹性件的作用下始终紧贴煲的外圆边,旋转装置通过夹紧装置带动煲360度旋转,同时锣刀驱动组件带动锣刀旋转,锣刀对煲的外圆边进行修整,同时修边范围限制件限制锣刀的修边范围,从而保证锣刀对煲的任一位置切削量一样,使煲的外圆边修整成光滑圆弧,整个过程自动化,大大提高煲的修边效率以及修边质量,提高生产效率和缩短制造周期,优化制造流程。
6.本发明的目的还可以采用以下技术措施解决:进一步地,所述修边范围限制件为轴承,所述锣刀包括传动轴和锣轮,所述轴承和锣轮设置在传动轴上,所述轴承位于锣轮上方。所述轴承和锣轮紧贴煲的外圆边,煲旋转过程中,轴承也跟随旋转,减少摩擦力,而且轴承限制锣轮接触煲的外圆边深度,从而保证锣刀对煲的任一位置切削量一样,大大提高煲的修边质量。
7.进一步地,所述锣轮为带r圆角的金刚砂锣轮。采用带r圆角的金刚砂锣轮与煲的外圆边匹配,令锣轮打磨煲的外圆边更光滑。
8.进一步地,还包括plc控制器,所述夹紧装置、旋转装置、修边装置和距离感应模块分别与plc控制器电连接。
9.进一步地,还包括距离感应模块,所述距离感应模块设置在机床上,所述旋转装置为可变速的电机,所述锣刀对煲的外圆边修整时跟随煲的轮廓移动,从而带动修边装置移动,当修边装置移动至距离感应模块的感应范围内,距离感应模块发出减速信号通过plc控制器传动至电机,电机执行减速动作。所述可变速的电机通过夹紧装置带动煲旋转,同时锣刀驱动组件带动锣刀旋转,从而使锣刀对煲的外圆边进行修整,若煲带耳朵,煲的耳朵途径锣刀时,煲的耳朵推动锣刀移动,导致修边装置移动,当修边装置移动至距离感应模块的感应范围内,距离感应模块发出减速信号通过plc控制器传动至电机,电机执行减速动作,从而确保锣轮对煲的外圆边以及煲的耳朵修边过程的线速度一致大大提高煲的修边质量。
10.进一步地,还包括脱模装置,所述脱模装置包括气缸和推块,所述气缸设置在机床上,所述推块设置在气缸的推杆上,推块朝向修边装置。当煲的外圆边修整成光滑圆弧后,用户通过plc控制器控制气缸动作,气缸通过推杆带动推块移动,令推块推动滑动件,以使修边装置克服拉簧的拉力移动,最终使锣刀远离煲的外圆边,用户通过plc控制器控制夹紧气缸动作,夹紧气缸动作令左夹爪和右夹爪相互远离,以便用户取出煲。
11.进一步地,所述夹紧装置包括夹紧气缸、左夹爪和右夹爪,所述夹紧气缸的左推杆连接左夹爪,夹紧气缸的右推杆连接右夹爪,夹紧气缸动作带动左夹爪和右夹爪相互靠拢或相互远离。所述夹紧装置采用左夹爪和右夹爪,左夹爪和右夹爪采用对夹的方式夹持煲,令夹紧装置可以夹取不同形状的煲,大大提高煲的修边机的实用性以及适用性。
12.进一步地,还包括支撑架和接头,所述支撑架设置在机床的顶面上,所述旋转装置设置在支撑架上,所述接头一端连接旋转装置的转轴,接头另一端连接夹紧气缸,旋转装置通过接头连接夹紧装置。
13.进一步地,所述机床设置有滑轨,滑轨上套置有滑块,所述滑动件和滑块连接,滑动件通过滑块沿滑轨滑行,从而调整修边装置的位置。
14.进一步地,所述弹性件为拉簧,拉簧一端连接机床,拉簧另一端连接滑动件。
15.进一步地,所述距离感应模块为接近开关。
16.本发明的有益效果如下:本发明,所述煲通过夹紧装置夹紧并位于修边区域上,煲的开口朝向并紧贴机床的顶面,机床的顶面可以作为一个平整的基准面从而保证锣轮修整的统一性,而且锣刀在弹性件的作用下始终紧贴煲的外圆边,旋转装置通过夹紧装置带动煲360度旋转,同时锣刀驱动组件带动锣刀旋转,锣刀对煲的外圆边进行修整,同时修边范围限制件限制锣刀的修边范围,从而保证锣刀对煲的任一位置切削量一样,使煲的外圆边修整成光滑圆弧,整个过程自动化,大大提高煲的修边效率以及修边质量,提高生产效率和缩短制造周期,优化制造流程。
17.本发明,采用带r圆角的金刚砂锣轮与煲的外圆边匹配,令锣轮打磨煲的外圆边更光滑。
18.本发明,所述轴承和锣轮紧贴煲的外圆边,煲旋转过程中,轴承也跟随旋转,减少摩擦力,而且轴承限制锣轮接触煲的外圆边深度,从而保证锣刀对煲的任一位置切削量一样,大大提高煲的修边质量。
19.本发明,所述可变速的电机通过夹紧装置带动煲旋转,同时锣刀驱动组件带动锣刀旋转,从而使锣刀对煲的外圆边进行修整,若煲带耳朵,煲的耳朵途径锣刀时,煲的耳朵
推动锣刀移动,导致修边装置移动,当修边装置移动至距离感应模块的感应范围内,距离感应模块发出减速信号通过plc控制器传动至电机,电机执行减速动作,从而确保锣轮对煲的外圆边以及煲的耳朵修边过程的线速度一致大大提高煲的修边质量。
附图说明
20.图1为煲的自动化修边机示意图。
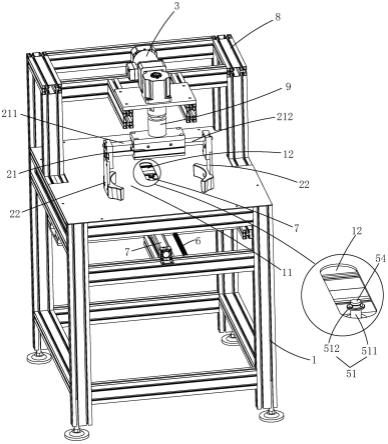
21.图2为煲的自动化修边机的另一角度示意图。
22.图3为煲的自动化修边机的另一角度示意图。
23.图4为煲的自动化修边机的另一角度示意图。
24.图5为煲的自动化修边机的剖视图。
25.图6为煲的自动化修边机的剖视图。
26.图7为煲的自动化修边机的另一角度剖视图。
27.图8为煲的自动化修边机的另一角度剖视图。
28.图9为煲的自动化修边机的分解图。
29.图10为煲的自动化修边机的修边范围限制件和锣刀组合示意图。
30.图11为煲的自动化修边机的带耳朵的煲示意图。
具体实施方式
31.下面结合附图及实施例对本发明作进一步描述:实施例,结合图1到图11所示,一种煲的自动化修边机,包括机床1、用于夹紧煲的夹紧装置2、旋转装置3、用于对煲4的外圆边41修整成光滑圆弧的修边装置5、弹性件6、距离感应模块(图中未出示)、脱模装置7、支撑架8、接头9和plc控制器(图中未出示)。
32.所述机床1的顶面设置有修边区域11,修边区域11开有滑槽12,所述机床1设置有滑轨13,滑轨13上套置有滑块14。
33.所述修边装置5包括锣刀51、锣刀驱动组件52、滑动件53和修边范围限制件,所述锣刀51包括传动轴511和锣轮512,所述传动轴511伸出滑槽12,所述锣轮512为带r圆角的金刚砂锣轮,所述修边范围限制件为轴承54,所述轴承54和锣轮512设置在伸出滑槽12的传动轴511上,轴承54位于锣轮512上方。
34.所述锣刀驱动组件52为旋转电机,锣刀驱动组件52设置在滑动件53上,所述传动轴511和旋转电机的转轴连接,旋转电机带动锣刀51旋转。
35.所述滑动件53两侧分别连接对应的滑块14,滑动件53通过滑块14沿滑轨13滑行,从而调整修边装置5的位置,而且滑槽12限制锣刀51的移动距离,从而限制修边装置5的位置,所述弹性件6为拉簧,拉簧一端连接机床1,拉簧另一端连接滑动件53。
36.所述脱模装置7包括气缸71和推块72,所述气缸71设置在机床1上,所述推块72设置在气缸71的推杆上,推块72朝向修边装置5。
37.所述夹紧装置2包括夹紧气缸21、左夹爪22和右夹爪23,所述夹紧气缸21的左推杆211连接左夹爪22,夹紧气缸21的右推杆212连接右夹爪23,夹紧气缸21动作带动左夹爪22和右夹爪23相互靠拢或相互远离。
38.所述支撑架8设置在机床1的顶面上,所述旋转装置3为可变速的电机,电机设置在
支撑架8上,所述接头9一端连接电机,接头9另一端连接夹紧气缸21,夹紧装置2朝向修边区域11,电机通过接头9连接夹紧装置2,电机带动夹紧装置2旋转。
39.所述距离感应模块为接近开关,所述距离感应模块设置在机床1上靠近修边装置5,所述plc控制器设置在机床1旁,所述可变速的电机、夹紧气缸21、旋转电机、接近开关和气缸71分别与plc控制器电连接。
40.工作原理:不带耳朵42的煲4:用户通过plc控制器控制夹紧气缸21动作,夹紧气缸21动作令左夹爪22和右夹爪23相互远离,此时用户将煲4放置在修边区域11,令煲4的开口朝向机床1的顶面,机床1的顶面可以作为一个平整的基准面从而保证锣轮512修整的统一性,接着令锣轮512和轴承54紧贴煲4的外圆边41,锣刀51在拉簧的作用下始终保持紧贴煲4的外圆边41,接着用户通过plc控制器控制夹紧气缸21动作,令左夹爪22和右夹爪23相互靠拢夹紧煲4。
41.接着,用户通过plc控制器控制旋转电机和电机同时工作,旋转电机通过夹紧装置2带动煲4进行360度旋转,电机带动锣刀51旋转,锣轮512对煲4的外圆边41修整成光滑圆弧,同时轴承54限制锣轮512的修边范围,令锣轮512的修边范围始终保持一致,从而将煲4的外圆边41修整成光滑圆弧。
42.最后,当煲4的外圆边41修整成光滑圆弧后,用户通过plc控制器控制气缸71动作,气缸71通过推杆带动推块72移动,令推块72推动锣刀驱动组件52,以使修边装置5克服拉簧的拉力移动,最终使锣刀51远离煲4的外圆边41,用户通过plc控制器控制夹紧气缸21动作,夹紧气缸21动作令左夹爪22和右夹爪23相互远离,以便用户取出煲4。
43.带耳朵42的煲4:用户通过plc控制器控制夹紧气缸21动作,夹紧气缸21动作令左夹爪22和右夹爪23相互远离,此时用户将煲4放置在修边区域11,令煲4的开口朝向机床1的顶面,机床1的顶面可以作为一个平整的基准面从而保证锣轮512修整的统一性,接着令锣轮512和轴承54紧贴煲4的外圆边41,锣刀51在拉簧的作用下始终保持紧贴煲4的外圆边41,接着用户通过plc控制器控制夹紧气缸21动作,令左夹爪22和右夹爪23相互靠拢夹紧煲4。
44.接着,用户通过plc控制器控制旋转电机和电机同时工作,旋转电机通过夹紧装置2带动煲4进行360度旋转,电机带动锣刀51旋转,锣轮512对煲4的外圆边41修整成光滑圆弧,同时轴承54限制锣轮512的修边范围,令锣轮512的修边范围始终保持一致,从而将煲4的外圆边41修整成光滑圆弧。
45.接着,当煲4的耳朵42移动至锣刀51位置时,煲4的耳朵42克服拉簧的拉力推动修边装置5移动,导致滑动件53进入接近开关的感应区域,接近开关发出减速信号至plc控制器,plc控制器控制旋转电机减速,锣轮512对煲4的耳朵42修整成光滑圆弧,从而确保锣轮512对煲4的外圆边41以及煲4的耳朵42修边过程的线速度一致。
46.最后,当煲4的外圆边41修以及煲4的耳朵42整成光滑圆弧后,用户通过plc控制器控制气缸71动作,气缸71通过推杆带动推块72移动,令推块72推动锣刀驱动组件52,以使修边装置5克服拉簧的弹力移动,最终使锣刀51远离煲4的外圆边41,用户通过plc控制器控制夹紧气缸21动作,夹紧气缸21动作令左夹爪22和右夹爪23相互远离,以便用户取出煲4。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。