1.本实用新型属于加工定位技术领域,具体涉及一种采用外圆和中心槽为定位基准的侧面加工定位装置。
背景技术:
2.在加工一种铝制零件时,其侧面不同位置和角度方向需要进行铣槽和钻扩孔加工,正常加工需要多道工序,设计多套定位装置,并且重复装夹将造成零件尺寸和位置的加工误差,影响零件质量。为将零件侧面各部位一次性加工出来,并且保证装夹稳定性和尺寸、位置精度,需要设计一种侧面加工定位装置。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型提出一种侧面加工定位装置,以解决如何解决一次性加工出零件侧面各部位,提高零件生产效率和合格率的技术问题。
5.(二)技术方案
6.为了解决上述技术问题,本实用新型提出一种侧面加工定位装置,该加工定位装置包括左侧装置和右侧装置;其中,
7.左侧装置包括底座和定位块;其中,底座具有凹腔部及位于凹腔部开口端的环形凸台部,环形凸台部加工有用于与机床主轴连接的螺钉孔,凹腔部封闭端加工有用于与定位块连接的螺钉孔;定位块包括圆盘连接部与设置于圆盘连接部中心的凸起部,圆盘连接部加工有用与底座连接的沉孔;
8.右侧装置包括定位销、定位座和定位柱;其中,
9.定位销呈t字形,包括零件安装部与定位部,零件安装部结构据零件外形及侧面加工尺寸,在相应部位预留加工位置,定位部连接在零件安装部的右侧,定位部的中段加工有定位槽,用于装配时与侧面螺钉配合定位,防止定位销旋转,定位部右端加工有螺纹,用于装配垫圈和螺母,避免定位销发生轴向位移;
10.定位座包括主体部及位于主体部右端的环形凸台部,主体部根据零件外形及侧面加工尺寸,在相应部位预留加工位置,主体部加工有具有台阶结构的中心孔,主体部侧面加工有用于装配螺钉的螺纹孔;定位销从主体部的中心孔左侧穿入,并露出定位销的零件安装部,以作为零件的装夹定位基准,定位销的定位部从主体部的中心孔右侧穿出;环形凸台部加工有用于与机床连接的沉孔;
11.定位座的主体部中心孔右端装配有定位柱,定位柱包括相连的配合部和定位部,配合部外径大于定位部,定位柱的配合部与定位座的主体部中心孔过盈配合,定位柱的定位部用于与机床主轴相连,以保证旋转时零件与机床主轴的同轴度。
12.进一步地,定位块的凸起部顶端焊铜。
13.进一步地,定位销的零件安装部宽度与零件中心槽宽度对应,两侧加工有作为钻
孔预留位置的盲孔。
14.(三)有益效果
15.本实用新型提出一种侧面加工定位装置,包括左侧装置和右侧装置,左侧装置包括底座和定位块,右侧装置包括定位销、定位座和定位柱。本装置结构简单、方便实用、安全可靠,采用零件外圆和中心槽为定位基准,能够实现快速、稳定、可靠装夹,并随机床和夹具旋转和移动至程序规定的角度和位置,能够解决零件侧面圆周方向多部位一次性加工的问题,提高零件的生产效率和合格率。
附图说明
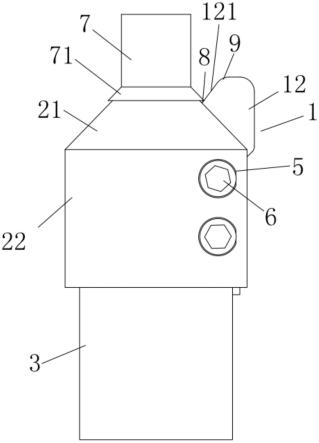
16.图1为本实用新型实施例的侧面加工定位装置整体结构示意图;
17.图2为本实用新型实施例中左侧装置结构示意图;
18.图3为本实用新型实施例中底座结构示意图:(a)主视剖视图,(b)侧视图;
19.图4为本实用新型实施例中定位块结构示意图:(a)主视剖视图,(b)侧视图;
20.图5为本实用新型实施例中右侧装置结构示意图;
21.图6为本实用新型实施例中定位销结构示意图:(a)主视图,(b)俯视图,(c)侧视图;
22.图7为本实用新型实施例中定位座结构示意图:(a)主视剖视图,(b)侧视图;
23.图8为本实用新型实施例中定位柱结构示意图。
具体实施方式
24.为使本实用新型的目的、内容和优点更加清楚,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
25.本实施例提出一种侧面加工定位装置,其整体结构如图1所示,包括左侧装置(结构如图2所示)和右侧装置(结构如图5所示)。
26.左侧装置结构如图2所示,包括底座1和定位块2。其中,底座1的结构如图3所示,具有凹腔部及位于凹腔部开口端的环形凸台部。环形凸台部加工有均布的四个螺钉孔,用于通过拧入螺钉与机床主轴连接。凹腔部的封闭端加工有均布的三个螺钉孔,用于通过拧入螺钉3与定位块2连接。
27.定位块2的结构如图4所示,包括圆盘连接部与设置于圆盘连接部中心的凸起部。圆盘连接部加工有均布的三个沉孔,用于通过拧入螺钉3与底座1连接。装夹时,零件放入右侧装置中贴紧定位面后,左侧装置移动顶住零件。凸起部顶端焊铜,以防止将零件装夹变形。
28.右侧装置结构如图5所示,主要包括定位销4、定位座5和定位柱6。其中,定位销4的结构如图6所示,定位销4呈t字形,包括零件安装部与定位部。零件安装部根据零件中心槽宽度铣削成相应宽度,因零件侧面要加工两个与中心槽垂直相交的交叉孔,所以零件安装部的铣削平面两侧加工有两个盲孔,作为钻孔预留位置。定位部的中段加工有宽度5mm的定位槽,用于装配时与侧面螺钉配合定位,防止定位销4旋转,定位部的右端加工有螺纹,用于装配垫圈8和螺母7,避免定位销4发生轴向位移。
29.定位座5的结构如图7所示,包括主体部及位于主体部右端的环形凸台部。主体部
根据零件外形及侧面加工尺寸,在相应部位预留加工位置,主体部两个端面加工有相通但内径不同的中心孔,主体部侧面加工有用于装配螺钉的螺纹孔。装配时,定位销4穿过定位座5左侧端面的中心孔,并露出定位销4的零件安装部,以与零件的中心槽配合,作为零件的装夹定位基准,定位销的定位部通过螺纹与垫圈8和螺母7装配。调整定位销4与定位座5的相对位置后,拧紧侧面螺钉和底部螺母,保证定位销4不发生轴向位移和旋转。定位座5的环形凸台部加工有均布的三个沉孔,用于通过螺钉与机床稳固连接。
30.定位座5的主体部中心孔右端装配有定位柱6。定位柱6的结构如图8所示,包括相连的配合部和定位部,配合部的外径大于定位部。定位柱6的配合部与定位座5的主体部右端面中心孔过盈配合,定位柱6的定位部用于与机床主轴相连,以保证旋转时零件与机床主轴的同轴度。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种侧面加工定位装置,其特征在于,所述加工定位装置包括左侧装置和右侧装置;其中,所述左侧装置包括底座和定位块;其中,所述底座具有凹腔部及位于凹腔部开口端的环形凸台部,环形凸台部加工有用于与机床主轴连接的螺钉孔,凹腔部封闭端加工有用于与定位块连接的螺钉孔;所述定位块包括圆盘连接部与设置于圆盘连接部中心的凸起部,圆盘连接部加工有用与底座连接的沉孔;所述右侧装置包括定位销、定位座和定位柱;其中,所述定位销呈t字形,包括零件安装部与定位部,零件安装部结构据零件外形及侧面加工尺寸,在相应部位预留加工位置,定位部连接在零件安装部的右侧,定位部的中段加工有定位槽,用于装配时与侧面螺钉配合定位,防止定位销旋转,定位部右端加工有螺纹,用于装配垫圈和螺母,避免定位销发生轴向位移;所述定位座包括主体部及位于主体部右端的环形凸台部,主体部根据零件外形及侧面加工尺寸,在相应部位预留加工位置,主体部加工有具有台阶结构的中心孔,主体部侧面加工有用于装配螺钉的螺纹孔;定位销从主体部的中心孔左侧穿入,并露出定位销的零件安装部,以作为零件的装夹定位基准,定位销的定位部从主体部的中心孔右侧穿出;环形凸台部加工有用于与机床连接的沉孔;所述定位座的主体部中心孔右端装配有定位柱,定位柱包括相连的配合部和定位部,配合部外径大于定位部,定位柱的配合部与定位座的主体部中心孔过盈配合,定位柱的定位部用于与机床主轴相连,以保证旋转时零件与机床主轴的同轴度。2.如权利要求1所述的加工定位装置,其特征在于,所述定位块的凸起部顶端焊铜。3.如权利要求1所述的加工定位装置,其特征在于,所述定位销的零件安装部宽度与零件中心槽宽度对应,两侧加工有作为钻孔预留位置的盲孔。
技术总结
本实用新型提出一种侧面加工定位装置,包括左侧装置和右侧装置,左侧装置包括底座和定位块,右侧装置包括定位销、定位座和定位柱。本装置结构简单、方便实用、安全可靠,采用零件外圆和中心槽为定位基准,能够实现快速、稳定、可靠装夹,并随机床和夹具旋转和移动至程序规定的角度和位置,能够解决零件侧面圆周方向多部位一次性加工的问题,提高零件的生产效率和合格率。格率。格率。
技术研发人员:徐淼 刘建华 吕艳梅
受保护的技术使用者:国营第五四二四厂
技术研发日:2021.11.04
技术公布日:2022/7/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。