1.本实用新型涉及一种进气盖装配系统,具体涉及一种进气盖装配自动排料机。
背景技术:
2.随着工业自动化的不断发展,自动化程度越来越高,越来越多的人力被解放。工业自动化技术是一种运用控制理论、仪器仪表、计算机和其他信息技术,对工业生产过程实现检测、控制、优化、调度、管理和决策,达到增加产量、提高质量、降低消耗、确保安全等目的的综合性高技术,包括工业自动化软件、硬件和系统三大部分。工业自动化技术作为21世纪现代制造领域中最重要的技术之一,主要解决生产效率与一致性问题。无论高速大批量制造企业还是追求灵活、柔性和定制化企业,都必须依靠自动化技术的应用。它对企业生产过程起着明显的提升作用:
3.(1)提高生产过程的安全性;
4.(2)提高生产效率;
5.(3)提高产品质量;
6.(4)减少生产过程的原材料、能源损耗。
7.空气质量传感器是现如今常用的传感器之一,可以用于监测空气中的污染物浓度情况,是空气净化器及新风系统的重要组成部分。设置于空气质量传感器上的进气盖的产量也十分大,但现有的上料一般是靠人工一个一个排放上料,这样的上料方式的上料效率很低,难以满足自动化生产的需求,从而降低生产效率,为提高整体的上料效率,需多个人同时进行排料,不仅会增加人工成本,还会提高生产成本。
8.振动盘是一种自动组装或自动加工机械的辅助送料设备。它能把各种产品有序地排列出来,配合自动组装设备将产品各个部位组装起来成为完整的一个产品,或者配合自动加工机械完成对工件的加工。
技术实现要素:
9.现有的振动盘通常用于形状规整的物件的自动排料,对于如空气质量传感器的进气盖这类形状不规则的物件难以实现很好的排列,因而无法满足进气盖的自动排列要求。
10.本实用新型的目的就是为了解决上述问题至少其一而提供一种进气盖装配自动排料机,实现了进气盖的自动排列,并可自动的送入下一工段进行后续的加工装配。
11.本实用新型的目的通过以下技术方案实现:
12.一种进气盖装配自动排料机,包括振动盘、送料轨道和第一吹气装置;
13.所述的送料轨道绕设于振动盘外侧,一端接收来自振动盘的进气盖,并由另一端送出进气盖装配自动排料机;所述的送料轨道宽度不一,使朝向有误的进气盖掉落;
14.所述的第一吹气装置设置于送料轨道侧边,其吹气方向垂直于轨道,吹落朝向有误的进气盖。
15.优选地,所述的送料轨道包括依次连接的第一筛选段、第二筛选段、第三筛选段和
第四筛选段,其中第一筛选段、第二筛选段和第三筛选段的宽度依次减小;所述的第一筛选段和第四筛选段的宽度与进气盖直径的比为1.4-1.6:1,所述的第二筛选段的宽度与进气盖直径的比为1.15-1.25:1,所述的第三筛选段的宽度与进气盖直径的比为0.65-0.8:1。朝向有误的进气盖会在小于其直径的第三筛选段从送料轨道上掉落。
16.优选地,所述的送料轨道由一端(接收来自振动盘进气盖的进料端)至另一端有连续地倾斜,所述的倾斜为由进料端(与水平面夹角为0
°
)至另一端(与水平面夹角为60
°
)连续地逐渐增大角度,有利于朝向有误的进气盖从送料轨道上掉落。
17.优选地,所述的第一吹气装置设置的高度(高于轨道的距离)与进气盖的高度的比为0.8-0.9:1。所述的第一吹气装置将朝向有误的进气盖从送料轨道上吹落。
18.优选地,所述的送料轨道末端部分为卡槽轨道,所述的卡槽轨道在轨道两侧分别设有卡住进气盖的卡槽,所述的卡槽的高度与进气盖侧边设置的凸块的高度一致,在朝向正确的进气盖进入卡槽轨道时,通过卡槽将其卡住,防止其掉落;所述的第一吹气装置设置卡槽轨道首端,吹落朝向有误的进气盖,而朝向正确的进气盖由于被卡槽卡住而不会被吹落。
19.优选地,所述的卡槽轨道末端上方设有第二吹气装置,所述的第二吹气装置的吹气方向与轨道延伸方向的夹角为15-40
°
,用于辅助达到卡槽轨道末端的进气盖继续向前运动,进入下一工段。
20.优选地,所述的卡槽轨道末端还设有传送带,与第二吹气装置相配合,将进气盖推至传送带上后,由传送带运输至下一工段。
21.优选地,所述的卡槽轨道末端还设有红外感应器,用于检测进气盖是否通过感应区进入下一工段。当进气盖未通过时,第二吹气装置不吹气;当进气盖通过后,第二吹气装置开始吹气,推动下一个进气盖前进。
22.优选地,所述的振动盘内部设置有沿内壁螺旋向上的螺旋轨道,所述的螺旋轨道底部设有凹槽和沟壑,使进气盖随着振动盘的运作沿螺旋轨道逐渐向上移动。
23.优选地,所述的螺旋轨道末端上方设有第三吹气装置,所述的第三吹气装置的吹气方向与轨道延伸方向的夹角为15-40
°
,用于辅助将进气盖由螺旋轨道末端吹至送料轨道上。
24.优选地,所述的进气盖装配自动排料机还包括物料感应器,所述的物料感应器伸至振动盘底部,检测振动盘内部是否有进气盖。
25.优选地,在振动盘底部设有可以让掉落下来的进气盖返回振动盘内的进口,所述的送料轨道上掉落下来的进气盖由该进口回至振动盘内部,重新进行排料。
26.优选地,所述的第一吹气装置、第二吹气装置和第三吹气装置均为吹气杆。
27.本实用新型的工作原理为:
28.放置于振动盘内部的进气盖在振动盘运作(震动)下,随螺旋轨道逐渐上升,大部分朝向有误的进气盖会在上升过程中掉落至振动盘内部,重新进行排料。在进气盖上升至螺旋轨道末端后,随着振动盘的运作沿送料轨道继续前进,送料轨道宽度逐渐变窄,一部分朝向有误的进气盖会在该处掉落。剩余的进气盖前进至卡槽轨道处,朝向正确的会被卡槽轨道卡住,而朝向有误的则会被第一吹气装置吹落。在振动盘的持续运作下,进气盖继续前进,进入下一工段。
29.与现有技术相比,本实用新型具有以下有益效果:
30.1、在振动盘的基础上再增加一条宽度不一的送料轨道和卡槽轨道,可以有效地除去排列队伍中朝向有误的进气盖,并保证朝向正确的进气盖稳定前进并送至下一工段。
31.2、在送料轨道末端设置吹气装置,可以吹去朝向有误的进气盖,在螺旋轨道末端和卡槽轨道末端分别设置吹气装置,可以辅助推动进气盖继续前进。在螺旋轨道末端设置的吹气装置在振动盘内部物料不多时,起主要推动作用。
32.3、在卡槽轨道末端设置传送带,辅助运送进气盖,并设置红外感应器,控制出料频率和速度,保证自动排料机以及后续工段的有序运行。
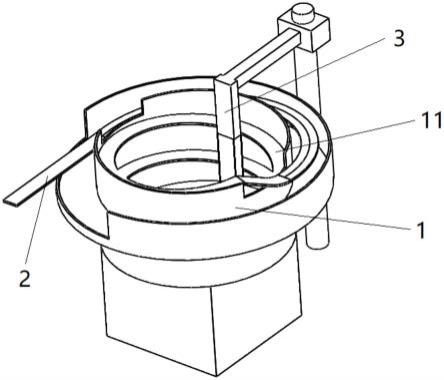
附图说明
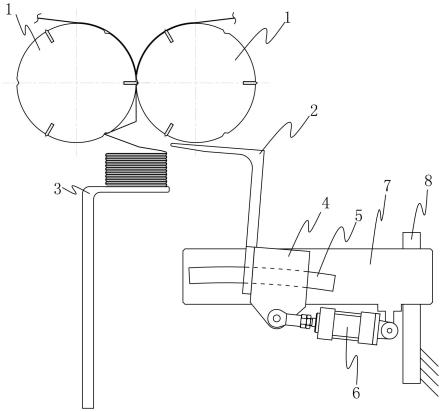
33.图1为本实用新型一种进气盖装配自动排料机的结构示意图;
34.图2为本实用新型一种进气盖装配自动排料机的侧视结构示意图;
35.图3为本实用新型一种进气盖装配自动排料机的俯视结构示意图;
36.图4为实施例1的送料轨道的第一筛选段至第四筛选段的局部结构示意图;
37.图5为实施例1的送料轨道末端的卡槽轨道的局部结构示意图;
38.图中:1-振动盘;11-螺旋轨道;2-送料轨道;21-第一筛选段;22-第二筛选段;23-第三筛选段;24-第四筛选段;25-卡槽轨道;3-物料感应器。
具体实施方式
39.下面结合附图和具体实施例对本实用新型进行详细说明。
40.实施例1
41.一种进气盖装配自动排料机,如图1-3所示,包括振动盘1、送料轨道2和第一吹气装置(图中未画出);送料轨道2绕设于振动盘1外侧,一端接收来自振动盘1的进气盖,并由另一端送出进气盖装配自动排料机;送料轨道2宽度不一,使朝向有误的进气盖掉落;第一吹气装置设置于送料轨道2侧边,其吹气方向垂直于轨道,吹落朝向有误的进气盖。
42.更具体地,本实施例中:
43.在振动盘1内部有沿内壁螺旋向上的螺旋轨道11,在螺旋轨道11底部设置多种类型的凹槽和沟壑,辅助进气盖随振动盘1震动沿螺旋轨道11逐渐向上移动。在螺旋轨道11末端的上方设置了第三吹气装置(图中未画出),它的吹起方向与轨道延伸方向的夹角大约为20
°
,辅助将进气盖吹至送料轨道2上,特别是在振动盘1内部物料少了的时候,仅依靠振动盘1的震动难以将其送至送料轨道2上,需要依靠吹气推动其前行,此时吹气成为其前进的主要动力。
44.送料轨道2按照宽度变化可以分为依次连接的第一筛选段21、第二筛选段22、第三筛选段23和第四筛选段24,如图4所示,其中第一筛选段21、第二筛选段22和第三筛选段23的宽度依次减小。第一筛选段21和第四筛选段24的宽度与进气盖直径的比为1.4:1,第二筛选段22的宽度与进气盖直径的比为1.2:1,第三筛选段23的宽度与进气盖直径的比为0.7:1,一部分朝向有误的进气盖会在第三筛选段23处从送料轨道2上掉落。特别地,送料轨道2从进料端至出料端呈连续地倾斜,进料端处送料轨道2与水平面夹角约为0
°
,至出料端处送料轨道2与水平面夹角约为60
°
,更加有利于从送料轨道2上掉落朝向有误的进气盖。
45.送料轨道2的末端为卡槽轨道25,轨道两侧各设有卡住进气盖的卡槽,卡槽的高度与进气盖侧边设置的凸块的高度一致,卡槽轨道25的两侧分别设置了卡住进气盖的卡槽,这样朝向正确的进气盖在进入卡槽轨道25时就会被卡槽卡住,不会被撞落或吹落。第一吹气装置设置在卡槽轨道25首端侧边,其高度(高于轨道的距离)与进气盖的高度的比为0.9:1,这样第一吹气装置吹出的气流会集中在进气盖的上部,有利于吹落朝向有误的进气盖,而朝向正确的进气盖由于被卡槽卡住,不会被吹落。在振动盘1底部设有可以让掉落下来的进气盖返回振动盘1内的进口,送料轨道2上掉落下来的进气盖由该进口回至振动盘1内部,重新进行排料。
46.在卡槽轨道25的末端上方设置了第二吹气装置(图中未画出),该吹气装置的吹起方向与轨道延伸方向的夹角大约为20
°
,同时在卡槽轨道25的最末端还有传送带,通过第二吹气装置可以辅助将进气盖推送至传送带上,并通过传送带继续向下一工段进行运输;红外感应器对进气盖是否通过进行检测,当检测到进气盖位于感应区时,第二吹气装置停止吹气,且传送带停止运行;当检测到进气盖离开感应区后,第二吹气装置开始吹气,传送带开始运作,输送下一个进气盖前进。
47.整个自动排料机还包括了用于感应振动盘1内部是否还有进气盖的物料感应器3,该物料感应器3的感应头伸入至振动盘1内部直至振动盘1的底部。
48.本实施例中,进气盖首先在振动盘1的震动下沿着螺旋轨道11逐渐上升,并到达螺旋轨道11末端,期间大部分朝向有误的进气盖从螺旋轨道11上掉落,回到振动盘1底部重新排料。在第三吹气装置的推动以及振动盘1的震动下,进气盖进入送料轨道2,并沿着送料轨道2前进。在进气盖到达第三筛选段23时,由于第三筛选段23的宽度较进气盖直径小,并且具有一定的倾斜度,因此,随着振动盘1的震动会有部分朝向有误的进气盖由送料轨道2上掉落。经过第三筛选段23和第四筛选段24后,到达卡槽轨道25处,朝向正确的进气盖两侧的凸块会被卡槽卡住,而朝向有误的进气盖会被设置在卡槽轨道25首端的第一吹气装置吹落。所有落下的进气盖会被汇总至振动盘1外围,并由振动盘1底部的开口返回至振动盘1内部重新进行排料。经过第一吹气装置的进气盖均为朝向正确的进气盖,在输送至卡槽轨道25末端时,会由第二吹气装置一同推动进气盖前进至传送带上,设置在侧边的红外感应器检测进气盖是否通过,当检测到进气盖未通过时,说明前方工段可能有堆积,此时,第二吹气装置和传送带暂停工作,当检测到进气盖通过后,重新开启第二吹气装置和传送带,继续向下一工段输送进气盖。
49.本实用新型的工作原理为:
50.放置于振动盘1内部的进气盖在振动盘1运作(震动)下,随螺旋轨道11逐渐上升,大部分朝向有误的进气盖会在上升过程中掉落至振动盘1内部,重新进行排料。在进气盖上升至螺旋轨道11末端后,随着振动盘1的运作沿送料轨道2继续前进,送料轨道2宽度逐渐变窄,一部分朝向有误的进气盖会在该处掉落。剩余的进气盖前进至第一吹气装置处,其中剩余的朝向有误的进气盖会在此处被吹落,朝向正确的进气盖继续前进进入卡槽轨道25,并被卡槽卡住防止掉落。在振动盘1的运作下,进气盖继续前进,进入下一工段。
51.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述
实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。