1.本实用新型涉及焊接领域,特别是一种激光焊夹具。
背景技术:
2.本产品是弯管类零件,同时结构小巧,弯管处变形量大定位需避让,使得产品定位空间缩小,无可拿取空间。常规卸料方式是靠员工一个个拿取,由于存在定位机构,且定位机构精度很高,所以在拿取时非常不便,很容易出现产品在定位机构中卡顿,拿不出的现象。
技术实现要素:
3.本实用新型的目的在于提供一种激光焊夹具,解决现有技术中的各种问题。
4.本实用新型提供的一种激光焊夹具,其特征在于,由压紧机构、固定板、卸料及定位机构、底板和竖板构成;所述竖板垂直固定在所述底板上;所述压紧机构固定于所述竖板的上部,用于在激光焊接时压紧产品;所述固定板固定于所述竖板的中部;用于在激光焊接前对所述产品定位,以及在激光焊接后对所述产品卸料的所述卸料及定位机构,底端固定在所述底板上,顶端穿过所述固定板后,与所述固定板连接。
5.进一步地,所述压紧机构由上气缸,堵头和产品支撑装置构成;所述上气缸固定在所述竖板顶端;所述堵头与所述产品第一末端的形状配合,在所述上气缸的驱动下压紧所述第一末端,完成对所述产品的固定;所述产品支撑装置固定在所述上气缸和所述堵头下方的竖板上,用于配合卸料及定位机构共同支撑所述产品。
6.进一步地,所述卸料及定位机构由下气缸、定位装置和卸料装置构成;所述定位装置穿过所述固定板,与所述产品的外部轮廓以及基准面形状配合,用于确保所述产品只能以固定的姿态安装;所述下气缸固定在所述底板上,驱动所述卸料装置往复运动;所述卸料装置是卸料杆,当所述下气缸动作时,所述卸料杆从所述定位装置中穿过,将所述产品顶出。
7.进一步地,所述定位装置包含基准面定位块和产品外形定位块;所述基准面定位块与所述产品的第二末端的形状配合,所述产品外形定位快与所述产品中段外沿的形状配合。
8.进一步地,所述基准面定位块上包含一个矩形通孔和一个圆形通孔;所述圆形通孔匹配所述第二末端的形状,用于确定所述产品的安装方向;所述卸料装置在卸料过程中,从所述矩形通孔中穿过。
9.进一步地,所述产品外形定位块为中空环状柱体;所述环状柱体的内径与所述产品中段外沿的外径匹配,所述产品穿过所述环状柱体后,与所述压紧机构对齐。
10.进一步地,所述卸料杆的一端为圆柱体,连接到所述下气缸上;所述卸料杆的另一端为截面为矩形的长方体,在所述下气缸的驱动下穿过所述定位装置顶出所述产品,完成卸料。
11.进一步地,所述压紧机构一次压紧多个所述产品,所述卸料及定位机构一次对同样数量的多个所述产品进行定位和卸料。
12.进一步地,所述压紧机构一次压紧四个所述产品,所述卸料及定位机构一次对四个所述产品进行定位和卸料。
13.进一步地,还包括用于加强结构强度的支撑板;所述支撑板同时垂直固定于所述底板和所述竖板上。
14.本实用新型的激光焊夹具,通过在激光焊夹具上安装一套卸料及定位一体式机构,解决了狭小空间内产品子零件的定位可靠性及总成产品的卸料便捷性,结合一出四的设计,与现有技术相比,其显著特点有:在不增加人员的前提下,省去多次上料,下料的动作,一次性完成4个产品的装夹,大大提升了生产效率。相对于单工位,生产效率提升50%。
附图说明
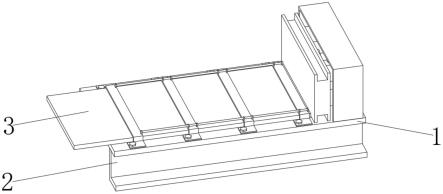
15.图1是本实用新型激光焊夹具的一个较佳实施例的结构示意图;
16.图2是本实用新型激光焊夹具的一个较佳实施例中卸料及定位机构的装配示意图;
17.图3是本实用新型激光焊夹具的一个较佳实施例中卸料杆的示意图;
18.图4是本实用新型激光焊夹具的一个较佳实施例中基准面定位块的示意图;
19.图5是本实用新型激光焊夹具的一个较佳实施例中产品外形定位块的示意图;
20.图6是本实用新型激光焊夹具的对应产品的示意图。
21.其中, 1-弯管类零件,2-底板,3-竖板3,4-支撑板,5-固定板,6-上气缸,7-堵头,8-产品支撑装置,9-产品外形定位块,10-基准面定位块,11-卸料杆;
22.101-第一末端,102-中间部分,103-第二末端。
具体实施方式
23.以下将结合附图说明本实用新型的具体实施例。
24.请参阅图6,本实用新型用于对弯管类零件1进行激光焊接。弯管类零件1的管道外径为9mm,中部的2个弯折将弯管类零件1分成第一末端101,中间部分102和第二末端103。第一末端和第二末端平行,圆心距7mm。第一末端长度23mm,第一末端至第二末端之间长度为68mm。弯管类零件1的品结构小巧,在弯管处变形量大。弯管类零件1使用的激光焊焊接方式,激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。这种焊接方式相比氩弧焊焊接变形量小,对产品本体破坏性小,相对与传统的氩弧焊接工艺,对产品的质量有很大的提升,焊接效率高。
实施例
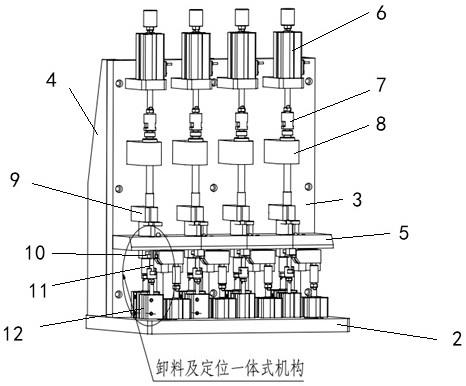
25.请参阅图1至图5,本实用新型激光焊夹具的一个较佳实施例,由压紧机构(上气缸6,堵头7和产品支撑装置8构成)、固定板5、卸料及定位机构(下气缸12、基准面定位块10和产品外形定位块9和卸料杆11)、底板2、竖板3和支撑板4构成。
26.竖板3垂直固定在底板2上,支撑板4同时垂直固定于底板1和竖板3上,用于加强结
构强度。在竖板3的顶端,固定有四个上气缸6。每个上气缸的活动端各连接一个堵头7。在每个上气缸6的下方,各设置一个产品支撑装置8,形成可以一次压紧固定四个产品的压紧机构。堵头7的形状与产品的第一末端的形状配合。当上气缸6动作,驱动堵头7压紧产品的第一末端,从而固定产品进行激光焊接。当上气缸6复位时,则释放产品,方便上料和下料。产品支撑装置8则用于配合基准面定位块10和产品外形定位块9,共同支撑产品。
27.在产品支撑装置8下方,即竖板3的中部,连接固定有固定板5。卸料及定位机构固定安装在固定板5和底板2之间。卸料及定位机构包含下气缸12、定位装置和卸料装置。其中,定位装置由基准面定位块10和产品外形定位块9构成,卸料装置是卸料杆11。定位装置用于在激光焊接前对产品定位,确保产品以正确的姿态安放,从而保证焊接质量。在激光焊接后,由下气缸12驱动卸料杆11完成产品卸料。具体而言,基准面定位块10穿过固定板5并固定在固定版5上。基准面定位块10上包含一个矩形通孔和一个圆形通孔,圆形通孔匹配产品的第二末端的形状(基准面形状),用于确定产品的安装方向。矩形通孔与卸料杆11的外形匹配,在卸料过程中,卸料杆11从矩形通孔中穿过,顶出产品。
28.产品外形定位块9的底部连接到基准面定位块10的顶部。产品外形定位块9为中空环状柱体。环状柱体的内径与产品中间部分的外沿的外径匹配(外部轮廓匹配)。当产品穿过环状柱体,确保中间部分与基准面定位块10匹配,且第二末端与产品外形定位块9匹配后,产品的第一末端就与压紧机构的堵头7对齐,方便压紧操作。
29.卸料杆11的一端为圆柱体,连接到下气缸12的活动端。卸料杆11的另一端为截面为矩形的长方体。下气缸12驱动卸料杆11,从定位装置中的基准面定位块10上的矩形通孔中穿过,顶出焊接后的产品,完成卸料。卸料后,下气缸12复位,带动卸料杆11复位,等待人工上料开始下一次焊接。
30.卸料及定位机构包含四组下气缸12、基准面定位块10和产品外形定位块9和卸料杆11,可以同时对四组产品进行定位和卸料。
31.使用本实用新型激光焊夹具进行焊接的时候,先放置产品子零件,压紧各定位基准和固定位置,启动焊接程序。待焊接完成后,下气缸12推动卸料杆11前进,将产品推离定位机构,从而使得基准面定位块10和产品外形定位块9不再对拿取产生干扰,方便人工下料,提升操作便利性。
32.综上所述仅为本实用新型的较佳实施例而已,并非用来限定本实用新型的实施范围。即凡依本实用新型申请专利范围的内容所作的等效变化与修饰,都应为本实用新型的技术范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。