1.本实用新型涉及飞机零部件加工技术领域,具体为一种飞机零部件加工模具。
背景技术:
2.目前注塑是一种工业产品生产造型的方法,产品通常使用橡胶注塑和塑料注塑,注塑还可分注塑成型模压法和压铸法,注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的,而目前飞机上各种塑料零部件大多都是利用注塑完成加工生产,但是现有的飞机零部件加工模具还存在着一些不足的地方,例如:现有公告号为(cn212707792u)的一种具有防偏纠正功能的飞机零部件用注塑模具,该实用新型中,通过设置的导向柱、导向筒、退料模导向杆、动模冷却腔、定模冷却腔、注塑管和截止阀,可以防止模具在工作过程中出现运动偏差,可以提高产品合格率和生产质量,同时便于产品的冷却,防止出现拉丝的现象。
3.但是该装置依旧存在以下缺点:该装置在注塑完成后其成型件的取出较为不便,虽然设置安装有顶出结构,但是依然需要手动将其取下,费时费力,繁琐不便,影响加工效率。
技术实现要素:
4.本实用新型的目的在于提供一种飞机零部件加工模具,解决了背景技术中所提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种飞机零部件加工模具,包括底座;所述底座左侧上方安装有套筒,所述套筒内活动安装有转杆,所述转杆顶部安装有支架,所述支架中部安装有液压推杆,所述液压推杆底部且固定安装有上模具,所述底座内部左侧安装有伺服电机,所述伺服电机顶部安装有齿轮a,所述转杆底部安装有齿轮b;所述支架顶部左侧安装有抽气泵,所述抽气泵右端安装有抽气管,所述抽气管底部两侧分别安装于上模具内部两侧,且抽气管于模腔相互连通,所述上模具两侧顶部嵌入安装有电推杆,所述电推杆底端且位于抽气管内安装有活塞。
6.作为本实用新型的一种优选实施方式,所述齿轮a与齿轮b相互啮合。
7.作为本实用新型的一种优选实施方式,所述上模具顶部右侧安装有注塑口。
8.作为本实用新型的一种优选实施方式,所述底座顶部安装有下模具。
9.作为本实用新型的一种优选实施方式,所述上模具左端安装有限位套环,所述限位套环活动套置于转杆上。
10.作为本实用新型的一种优选实施方式,所述下模具右侧下方安装有冷却口。
11.与现有技术相比,本实用新型的有益效果如下:
12.1.本实用新型一种飞机零部件加工模具,通过抽气泵启动即可进行抽气,因为抽气使得抽气管与零部件的接触可产生吸力,使得零部件能够被吸附于上模具内并可跟随其向上移动,再通过伺服电机可驱动转杆转动,从而带动支架以及上模具旋转,旋转到合适位
置后即可关闭抽气泵,此时失去吸附力的零部件即可位于上模具内掉落,从而实现自动脱模送出工作,较传统脱模后需要手动将其取出的方式更为便捷,大大提高加工效率,省时省力;
13.2.本实用新型一种飞机零部件加工模具,通过电推杆伸出可带动活塞卡入抽气管,此时即可实现对抽气管进行密封,避免注塑时堵塞抽气管。
附图说明
14.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
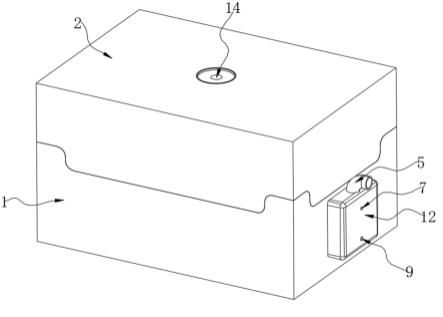
15.图1为本实用新型一种飞机零部件加工模具的正视结构示意图;
16.图2为本实用新型一种飞机零部件加工模具的剖面结构示意图。
17.图中:1、底座;2、套筒;3、转杆;4、下模具;5、支架;6、液压推杆;7、上模具;8、限位套环;9、注塑口;10、电推杆;11、抽气泵;12、抽气管;13、冷却口;14、伺服电机;15、齿轮a;16、齿轮b;17、活塞。
具体实施方式
18.请参阅图1-2,本实用新型提供一种技术方案:一种飞机零部件加工模具,包括底座1;所述底座1左侧上方安装有套筒2,所述套筒2内活动安装有转杆3,所述转杆3顶部安装有支架5,所述支架5中部安装有液压推杆6,所述液压推杆6底部且固定安装有上模具7,所述底座1内部左侧安装有伺服电机14,所述伺服电机14顶部安装有齿轮a15,所述转杆3底部安装有齿轮b16;所述支架5顶部左侧安装有抽气泵11,所述抽气泵11右端安装有抽气管12,所述抽气管12底部两侧分别安装于上模具7内部两侧,且抽气管12于模腔相互连通,所述上模具7两侧顶部嵌入安装有电推杆10,所述电推杆10底端且位于抽气管12内安装有活塞17。
19.本实施例中(请参阅图1和图2),通过抽气泵11启动即可进行抽气,因为抽气使得抽气管12与零部件的接触可产生吸力,使得零部件能够被吸附于上模具7内并可跟随其向上移动,再通过伺服电机14可驱动转杆3转动,从而带动支架5以及上模具7旋转,旋转到合适位置后即可关闭抽气泵11,此时失去吸附力的零部件即可位于上模具7内掉落,从而实现自动脱模送出工作,较传统脱模后需要手动将其取出的方式更为便捷,大大提高加工效率,省时省力。
20.本实施例中(请参阅图2),所述齿轮a15与齿轮b16相互啮合,通过齿轮a15与齿轮b16啮合可伺服电机14能够带动转杆3转动。
21.本实施例中(请参阅图1),所述上模具7顶部右侧安装有注塑口9,通过注塑口9可确保注塑的正常进行。
22.本实施例中(请参阅图1),所述底座1顶部安装有下模具4,通过下模具4与上模具7闭合即可位于内部进行注塑生产。
23.本实施例中(请参阅图1),所述上模具7左端安装有限位套环8,所述限位套环8活动套置于转杆3上,通过限位套环8可确保上模具7上下移动能够保持稳定,不会出现偏移,确保注塑质量。
24.本实施例中(请参阅图1),所述下模具4右侧下方安装有冷却口13,通过冷却口13
可注入冷却水完成注塑工作的冷却。
25.需要说明的是,本实用新型为一种飞机零部件加工模具,包括1、底座;2、套筒;3、转杆;4、下模具;5、支架;6、液压推杆;7、上模具;8、限位套环;9、注塑口;10、电推杆;11、抽气泵;12、抽气管;13、冷却口;14、伺服电机;15、齿轮a;16、齿轮b;17、活塞,部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知,工作时,首先通过 注塑口9连接注塑管道,随后可通过液压推杆6推动上模具7向下移动与下模具4闭合,随后可向模具内进行注塑工作,再通过冷却口13接入冷却水实现主随后的冷却工作,而注塑时通过电推杆10伸出可带动活塞17卡入抽气管12,此时即可实现对抽气管12进行密封,避免注塑时堵塞抽气管12,注塑完成后电推杆10可收回带动活塞17向上移动置最顶部,此时抽气管12开启,再通过抽气泵11启动即可进行抽气,因为抽气使得抽气管12与零部件的接触可产生吸力,使得上模具7向上移动时能够使零部件吸附于模具内,再通过伺服电机14可驱动齿轮a15和齿轮b16旋转,从而带动转杆3转动,通过转杆3转动即可带动支架5以及上模具7旋转,旋转到合适位置后即可关闭抽气泵11,此时失去吸附力的零部件即可位于上模具7内掉落,从而实现自动脱模送出工作,较传统脱模后需要手动将其取出的方式更为便捷,大大提高加工效率,省时省力。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。