1.本技术涉及汽车零部件检测领域,尤其是涉及一种汽车底盘安装支架的检测机构。
背景技术:
2.随着国内汽车行业的飞速发展,汽车的使用量越来越多,消费者在汽车上的消费水平也随着生活水平的提高而有着更高的要求。
3.汽车底盘的安装支架,它安装于汽车的底盘位置,主要起支撑作用,需要保证的是底盘与安装支架底面之间的间隙在一个规定的范围内,以免安装后的支架产生翘起现象,另外还需要兼顾其他面的间隙、以及一些安装孔的位置关系,传统的检测手段是通过检测工具如卡尺、百分表、平台测量等对每个部位单独检测数据,然后和标准的数值对比判定该安装支架是否合格,对比过程中由于测量误差,测得的检测数据还需要细微修整,其检测的工艺复杂、周期长、效率低、误差较大;另一种方法是将安装支架安装在汽车的底盘上进行测量,这种测量方法非常地浪费人力、物力,并且容易造成实体车的损坏。
4.如图1所示,为本技术所要检测的汽车底盘安装支架01,该汽车底盘安装支架01上设置有多个通孔02。本技术的发明人提出了一种汽车底盘安装支架的检测机构,解决上述操作繁琐、周期长、效率低的问题。
技术实现要素:
5.本技术所要解决的技术问题是提供一种汽车底盘安装支架的检测机构,达到与实体车相一致的检测效果,结构简单、操作方便,可以反复使用。
6.本技术采用的技术方案为:一种汽车底盘安装支架的检测机构,包括基板、以及安装在基板上的与汽车底盘安装支架结构相适应的安装组件,所述的安装组件上设置有与汽车底盘安装支架上的通孔一一对应的检测孔,基板上设置有检测孔配合使用的检测件,所述的安装组件上设置有基准块,汽车底盘安装支架安装在基准块上,且汽车底盘安装支架与安装组件表面存在间隙。
7.与现有技术相比,本技术的优点在于,首先设置与汽车底盘安装支架结构相适应的安装组件,能够模拟汽车底盘安装支架在实体车上的安装环境,达到良好的检测效果。然后在安装组件上对应汽车底盘安装支架的通孔设置检测孔,并且配合设置有检测件,使得汽车底盘安装支架安装后能够进行其通孔精度的检测,提高了检测效率。而且,本技术在安装组件上设置有基准块,汽车底盘安装支架通过基准块实现安装、也就使得汽车底盘安装支架在安装后与安装组件表面存在间隙,很好的模拟了汽车底盘安装支架(待检测件)在实体车内的安装环境,并实现检测汽车底盘安装支架的安装间隙是否标准范围内。综上所述,本技术能够达到与实体一致的检测效果,整体结构简单,检测时操作方便,也能够重复检测具有经济效益。
8.在本技术的一些实施例中,所述的安装组件包括前支架与后支架。
9.所述的前支架表面设置有检测孔;基准块安装在前支架上,且位于检测孔处。对应的基准块设置有孔位与检测孔相对应。检测件可以穿过孔位插入到检测孔内。优选的,所述的前支架表面设置有两个检测孔,对应的前支架上安装有两个基准块。
10.所述的后支架表面设置有检测孔;基准块安装在后支架上,且位于检测孔处。对应的基准块设置有孔位与检测孔相对应。检测件可以穿过孔位插入到检测孔内。优选的,所述的后支架表面设置有两个检测孔,对应的前支架上安装有两个基准块。
11.在本实施例中,汽车底盘安装支架通过四个基准块安装在前支架、后支架上。
12.在本技术的一些实施例中,所述的基板上设置有多个快速夹钳,快速夹钳作用于汽车底盘安装支架上。将汽车底盘安装支架女装在基准块上。
13.具体的,一个基准块对应设置有一个快速夹钳。所述的快速夹钳上设置有两个压脚,两个压脚对应下压在孔位或者检测孔的外周,即快速夹钳在安装后,其压脚是避开了汽车底盘安装支架上的通孔,而是作用于通孔的外周,压紧了汽车底盘安装支架,也限制了汽车底盘安装支架的通孔的位置,方便进行检测。
14.具体的,所述的检测孔为定位孔或插孔。所述的检测件为插销或塞规。
15.更具体的,插销与插孔对应,插销插入插孔内。塞规与定位孔对应,塞规插入定位孔内。
16.在本技术的一些实施例中,塞规包括依次连接的插轴、检测块与握手杆,所述的插轴伸入到定位孔内,所述的检测块的外周面与通孔内壁相适应。设置握手部便于检测人员操作。
17.在本技术的一些实施例中,所述的安装组件包括两个支座,所述的两个支座设置在前支架、后支架的中间,两个支座分别位于前支架的两端。支座上设置有定位孔。
18.在本技术的一些实施例中,所述的安装组件包括安装座,所述的安装座位于其中一个支座的外侧。所述的安装座上设置有两个定位孔。
19.在本技术的一些实施例中,所述的基板两侧设置有用于提放的把手,基板上设置有用于校准的基准柱。
附图说明
20.以下将结合附图和优选实施例来对本技术进行进一步详细描述,但是本领域 技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本技术范围的限制。此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
21.图1为本技术的汽车底盘安装支架结构示意图;
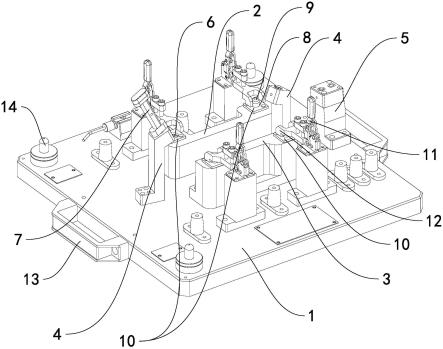
22.图2为本技术的结构示意图;
23.图3为本技术工作状态下的结构示意图。
24.其中,附图标记具体说明如下:01、汽车底盘安装支架;02、通孔;
25.1、基板;2、前支架;3、后支架;4、支座;5、安装座;6、定位孔;7、塞规;7a、握手杆;7b、检测块;8、插孔;9、插销;10、基准块;11、快速夹钳;12、压脚;13、把手;14、基准柱。
具体实施方式
26.下面结合附图,对本技术作详细的说明。
27.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
28.一种汽车底盘安装支架的检测机构,实施例一如图2、图3所示:包括基板1、以及安装在基板1上的与汽车底盘安装支架01结构相适应的安装组件,设置与汽车底盘安装支架01结构相适应的安装组件,能够模拟汽车底盘安装支架01在实体车上的安装环境,达到良好的检测效果。所述的安装组件上设置有与汽车底盘安装支架01上的通孔02一一对应的检测孔,基板1上设置有检测孔配合使用的检测件,使得汽车底盘安装支架01安装后能够进行其通孔02精度的检测,提高了检测效率。所述的安装组件上设置有基准块10,汽车底盘安装支架01安装在基准块10上,且汽车底盘安装支架01与安装组件表面存在间隙。本技术在安装组件上设置有基准块10,汽车底盘安装支架01通过基准块10实现安装、也就使得汽车底盘安装支架01在安装后与安装组件表面存在间隙,很好的模拟了汽车底盘安装支架01(待检测件)在实体车内的安装环境,并实现检测汽车底盘安装支架01的安装间隙是否标准范围内。综上所述,本技术能够达到与实体一致的检测效果,整体结构简单,检测时操作方便,也能够重复检测具有经济效益。
29.实施例二如图2、图3所示:所述的安装组件包括前支架2与后支架3。
30.所述的前支架2表面设置有检测孔;基准块10安装在前支架2上,且位于检测孔处。对应的基准块10设置有孔位与检测孔相对应。检测件可以穿过孔位插入到检测孔内。优选的,所述的前支架2表面设置有两个检测孔,对应的前支架2上安装有两个基准块10。
31.所述的后支架3表面设置有检测孔;基准块10安装在后支架3上,且位于检测孔处。对应的基准块10设置有孔位与检测孔相对应。检测件可以穿过孔位插入到检测孔内。优选的,所述的后支架3表面设置有两个检测孔,对应的前支架2上安装有两个基准块10。
32.在本实施例中,汽车底盘安装支架01通过四个基准块10安装在前支架2、后支架3上。
33.所述的基板1上设置有多个快速夹钳11,快速夹钳11作用于汽车底盘安装支架01上。将汽车底盘安装支架01女装在基准块10上。
34.具体的,一个基准块10对应设置有一个快速夹钳11。所述的快速夹钳11上设置有两个压脚12,两个压脚12对应下压在孔位或者检测孔的外周,即快速夹钳11在安装后,其压脚12是避开了汽车底盘安装支架01上的通孔02,而是作用于通孔02的外周,压紧了汽车底盘安装支架01,也限制了汽车底盘安装支架01的通孔02的位置,方便进行检测。
35.具体的,所述的检测孔为定位孔6或插孔8。所述的检测件为插销9或塞规7。
36.更具体的,插销9与插孔8对应,插销9插入插孔8内。塞规7与定位孔6对应,塞规7插入定位孔6内。
37.塞规7包括依次连接的插轴7a、检测块7b与握手杆7c,所述的插轴7a伸入到定位孔6内,所述的检测块7b的外周面与通孔02内壁相适应。设置握手部便于检测人员操作。
38.所述的安装组件包括两个支座4,所述的两个支座4设置在前支架2、后支架3的中间,两个支座4分别位于前支架2的两端。支座4上设置有定位孔6。
39.所述的安装组件包括安装座5,所述的安装座5位于其中一个支座4的外侧。所述的安装座5上设置有两个定位孔6。
40.所述的基板1两侧设置有用于提放的把手13,基板1上设置有用于校准的基准柱14。
41.实施例二的其他内容与实施例一相同。
42.以上对本技术进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。