一种pp板材生产用定型机构
技术领域
1.本实用新型涉及pp板材生产技术领域,具体涉及一种pp板材生产用定型机构。
背景技术:
2.pp板是一种半结晶性材料。它比pe要更坚硬并且有更高的熔点。应用于耐酸碱设备,环保设备,废水、废气排放设备用,洗涤塔,无尘室,半导体厂及其相关工业之设备,也是制造塑料水箱的首选材料,其中pp 厚板材广泛用于冲压板,冲床垫板等。
3.现有技术中pp板材在成型时,使用三辊成型机构来对板材进行定型,但是现有的三辊成型机构在定型时,其压辊的表面温度较高,成型效率低下,现有技术中向压辊中注入冷气来降低压辊的温度,但是这种方式会导致压辊中冷热空气交汇,从而导致压辊中含有大量的水,进而导致压辊锈蚀,降低压辊的使用寿命。
4.因此,如何提供一种pp板材生产用定型机构,以解决现有技术所存在的问题,对其应用具有重要意义。
技术实现要素:
5.有鉴于此,本技术的目的在于提供一种pp板材生产用定型机构,以解决现有技术中向压辊中注入冷气来降低压辊的温度,但是这种方式会导致压辊中冷热空气交汇,从而导致压辊中含有大量的水,进而导致压辊锈蚀,降低压辊的使用寿命问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种pp板材生产用定型机构,包括底座,所述底座的顶端的两侧分别固定连接有第一支架和第二支架,所述第一支架和第二支架的正面均安装有滑轨,两个所述滑轨的内部分别滑动连接有三个第二滑块和三个第一滑块,三个所述第二滑块的外侧均安装有电机,三个所述第二滑块的内侧均安装有压辊,所述电机的输出轴与压辊传动连接,所述压辊远离第二滑块的一端为开口,所述压辊的内部为空心,三个所述第一滑块均固定连接内管,所述第一滑块的内侧安装有盖板,所述压辊末端的开口与盖板相卡合,所述内管延伸至压辊的内部,所述内管的表面开设有孔洞。
8.作为本实用新型的一种优选技术方案,所述压辊的内部安装有螺旋叶,所述螺旋叶与内管的外表面相贴合,所述螺旋叶与内管转动连接。
9.作为本实用新型的一种优选技术方案,所述盖板底端的一侧连通有排水管,所述盖板顶端的一侧连通有排气管。
10.作为本实用新型的一种优选技术方案,所述底座底端的一侧安装有冷气泵,所述冷气泵的出气端与内管之间通过连接管连通。
11.作为本实用新型的一种优选技术方案,所述滑轨的外侧安装有锁紧机构,所述第二滑块和第一滑块均与锁紧机构相适配。
12.作为本实用新型的一种优选技术方案,所述排水管的进水端与压辊内壁的底端相持平。
13.作为本实用新型的一种优选技术方案,所述内管的末端与排水管的末端均安装有单项出阀,所述排水管的末端连通有回收罐。
14.与现有技术相比,本实用新型的有益效果是:
15.1、本实用新型通过设置排水管和螺旋叶来排出压辊中的水分的,在使用时,通过冷却泵通过连接管向内管进行输送冷气,冷却气体输送至压辊的内部,从而降低压辊的温度,方便进行压片成型,同时压辊内部热气和冷气交替会产的水,此时螺旋叶带动冷却水流动,使得冷却水通过排水管排出,本实用新型能够对压辊进行冷却,并将压辊中的冷却水排出,从而避免压辊锈蚀,提高压辊的使用寿命。
16.2、本实用新型通过设置内管内向压辊内输送冷气的,在使用时,内管表面的孔洞能够输出冷气,冷气输出量大,冷气输出点多,降温效果更佳,能够迅速进行降温,大大提高降温效率,压片成型效率更高。
17.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,从而可依照说明书的内容予以实施,并且为了让本技术的上述和其他目的、特征和优点能够更明显易懂,以下以本技术的较佳实施例并配合附图详细说明如后。
18.根据下文结合附图对本技术具体实施例的详细描述,本领域技术人员将会更加明了本技术的上述及其他目的、优点和特征。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
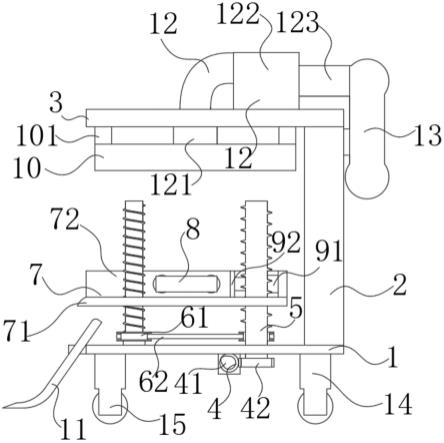
20.图1为本实用新型的结构示意图;
21.图2为本实用新型中压辊一端的结构示意图;
22.图3为本实用新型a-a的结构剖视图。
23.图中:1、底座;2、滑轨;3、第一支架;4、第二支架;5、电机;6、压辊;7、孔洞;8、螺旋叶;9、冷气泵;10、连接管;11、排水管; 12、排气管;13、内管;14、第一滑块;15、盖板;16、第二滑块。
具体实施方式
24.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
25.此外,本技术可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
26.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在 b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
27.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
28.请参阅图1-3,本实用新型提供了一种pp板材生产用定型机构的技术方案:一种pp板材生产用定型机构,包括底座1,底座1的顶端的两侧分别固定连接有第一支架3和第二支架4,第一支架3和第二支架4的正面均安装有滑轨2,两个滑轨2的内部分别滑动连接有三个第二滑块16 和三个第一滑块14,三个第二滑块16的外侧均安装有电机5,三个第二滑块16的内侧均安装有压辊6,电机5的输出轴与压辊6传动连接,压辊6远离第二滑块16的一端为开口,压辊6的内部为空心,三个第一滑块14均固定连接内管13,第一滑块14的内侧安装有盖板15,压辊6末端的开口与盖板15相卡合,内管13延伸至压辊6的内部,内管13的表面开设有孔洞7,在使用时,通过三个压辊6的延压来对pp板材进行定型,在使用时,内管13表面的孔洞7能够输出冷气,冷气输出量大,冷气输出点多,降温效果更佳,能够迅速进行降温,大大提高降温效率,压片成型效率更高。
29.压辊6的内部安装有螺旋叶8,螺旋叶8与内管13的外表面相贴合,螺旋叶8与内管13转动连接,在使用时,压辊6内部的冷热空气交替产生冷凝水,此时螺旋叶8不断转动,从而带动冷凝水从排水管11排出,避免压辊内部的冷却水过多,保护压辊6,提高使用寿命。
30.参照图2,盖板15底端的一侧连通有排水管11,盖板15顶端的一侧连通有排气管12,防止压辊6的内部压力过大,冷却气体在进入压辊6 中后,由于压辊6需要与挤出机挤出的原材料进行延压,使得压辊6的表面温度升高,并且需要不断的向压辊6内注入冷却,迫使压辊6的内部压力增加,使用排气管12来进行排气,释放压力。
31.参照图2结合图3,底座1底端的一侧安装有冷气泵9,冷气泵9的出气端与内管13之间通过连接管10连通,用于提供冷源,从而为压辊6 进行降温,提供板材的成型效率。
32.进一步的,滑轨2的外侧安装有锁紧机构,第二滑块16和第一滑块 14均与锁紧机构相适配,解锁锁紧机构,即可调节三个压辊6之间的间距。
33.进一步的,排水管11的进水端与压辊6内壁的底端相持平,使得冷凝水能够及时排出。
34.进一步的,内管13的末端与排水管11的末端均安装有单项出阀,避免气体倒流,排水管11的末端连通有回收罐,用于对冷凝水进行回收。
35.具体使用时,启动三个电机5,此时三个压辊6开设转动,并开启冷气泵9,冷气泵9将冷气通过连接管10输送至内管13,然后通过内管13 表面的孔洞7向压辊6的内部输送冷气,压辊6内部的冷热空气交替产生冷凝水,此时螺旋叶8不断转动,从而带动冷凝水从排水管11排出,避免压辊内部的冷却水过多,保护压辊6,提高使用寿命。
36.以上所述仅为本实用新型的优选实施例而已,其并非因此限制本实用新型的保护
范围,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本实用新型的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。