1.本实用新型涉及一种定位设备,尤其涉及一种适用于薄壳盖板制造的定位设备。
背景技术:
2.对于薄壳盖板的制造来看,主要采用夹具之类的定位设备对其进行锁紧定位。目前,常规的方式是通过虎钳等进行夹持定位。容易造成薄壳盖板边缘受压变形。同时,由于薄壳盖板可能存在同一个外形但是不同高度的衍生型号。夹持期间需要调配不同的虎钳,影响加工效率。若直接沿用当前的夹持参数,容易造成定位不稳定,影响后续的加工。
技术实现要素:
3.本实用新型的目的在于克服现有技术存在的以上问题,提供一种适用于薄壳盖板制造的定位设备。
4.为实现本实用新型的目的适用于薄壳盖板制造的定位设备,包括有定位基座,其中:所述定位基座上设置有若干预设槽,所述预设槽上设置有加工座,所述加工座的两侧镜像分布有夹持定位装置,所述加工座的正面对应于夹持定位装置的位置处,开设有让位槽,所述夹持定位装置包括有伸缩气缸,所述伸缩气缸的工作端上设置有限位卡块,所述限位卡块为t字形卡块,所述t字形卡块的首端与伸缩气缸的工作端相连,所述t字形卡块的尾端构成压条结构。
5.进一步地,上述的适用于薄壳盖板制造的定位设备,其中,所述伸缩气缸与定位基座之间设置有安装基座,所述安装基座内设置有气缸行程调节模组,所述气缸行程调节模组与伸缩气缸相连。
6.更进一步地,上述的适用于薄壳盖板制造的定位设备,其中,所述定位基座上设置有若干限位槽,所述安装基座位于限位槽内。
7.更进一步地,上述的适用于薄壳盖板制造的定位设备,其中,所述t字形卡块的首端设置有限位轴,所述限位轴与伸缩气缸的工作端相连。
8.更进一步地,上述的适用于薄壳盖板制造的定位设备,其中,所述t字形卡块的底面设置有接触橡胶条。
9.更进一步地,上述的适用于薄壳盖板制造的定位设备,其中,所述预设槽内设置有若干定位孔,所述加工座对应位置处设置有限位孔,所述限位孔内设置有限位螺钉,所述限位螺钉与定位孔相连。
10.再进一步地,上述的适用于薄壳盖板制造的定位设备,其中,述定位基座的边缘处设置有圆弧倒角。
11.采用本实用新型技术方案的优点如下:
12.1、采用t字形卡块,可以更好的贴合薄壳盖板的边缘,实现有效的限位,且满足均匀施力,避免造成局部受压过度而出现非必要的内凹形变。
13.2、依托于气缸行程调节模组,可以根据不同的薄壳盖板来控制伸缩气缸的形成,
满足自动化调节,无需进行现场繁杂的调试,缩短夹装时间,提高加工效率。
14.3、设有接触橡胶条,不会在薄壳盖板上留下划痕,保证了表面洁净度。
15.4、整体构造简单,可以直接装配到薄壳盖板加工制造设备的相应工位上,便于实施。
16.本实用新型的目的、优点和特点,将通过下面优先实施例的非限制性说明进行图示和解释,这些实施例是参照附图仅作为例子给出的。
附图说明
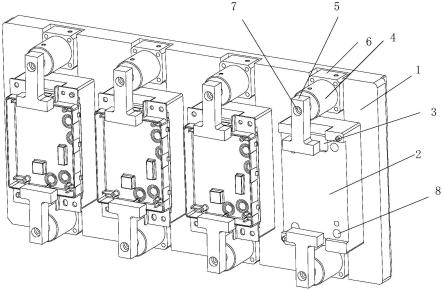
17.图1是适用于薄壳盖板制造的定位设备的构造示意图。
18.图中各附图标记的含义如下:
19.1 定位基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2 加工座
20.3 让位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4 伸缩气缸
21.5 t字形卡块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6 安装基座
22.7 限位轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8 限位孔
具体实施方式
23.如图1所示适用于薄壳盖板制造的定位设备,包括有定位基座1,其与众不同之处在于:定位基座1上设置有若干预设槽,预设槽上设置有加工座2。这样,在组装期间可以通过预设槽实现适当的限位,避免出现滑动,便于装配人员通过相应的加工座2进行连接定位。同时,为了对后续加工的薄壳盖板进行限位,便于对其进行后续的加工,加工座2的两侧镜像分布有夹持定位装置。实施期间,考虑到薄壳盖板的外形边缘较薄且可能存在一些凸起构造,为了便于实现稳固的收纳,且不会产生硬性挤压,加工座2的正面对应于夹持定位装置的位置处,开设有让位槽3。并且,考虑到有效的施力,满足开启让位与关闭锁紧的迅速切换,采用的夹持定位装置包括有伸缩气缸4,伸缩气缸4的工作端上设置有限位卡块。这样,可通过伸缩气缸4拉扯限位卡块来实现薄壳盖板的锁紧与释放。再者,为了对薄壳盖板的边缘实现有效的施力限位,且便于应力分散均匀,不会造成均布过度挤压,限位卡块为t字形卡块5,t字形卡块5的首端与伸缩气缸4的工作端相连,t字形卡块5的尾端构成压条结构。由此,在实际实施的时候,压条结构拥有较为宽泛的接触面积,不会让薄壳盖板出现局部受力过大,确保不出现挤压变形,且实现有效的限位。
24.结合本实用新型一较佳的实施方式来看,为了确保伸缩气缸4的稳定安装,伸缩气缸4与定位基座1之间设置有安装基座6。同时,本实用新型还可以在安装基座6内设置有气缸行程调节模组,气缸行程调节模组与伸缩气缸4相连。这样,通过气缸行程调节模组可以在后端控制系统的控制下,控制当前伸缩气缸4的实际运动行程,满足不同类别的薄壳盖板稳定限位。由此,满足贴合的夹装限位,不会出现施力多度或是松动的现象。并且,无需在加工期间进行反复的参数调整,实现快速上料定位。再者,定位基座1上设置有若干限位槽,安装基座6位于限位槽内。由此,可以避免安装基座6过于凸起,反而影响伸缩气缸4工作的缺陷。
25.进一步来看,为了满足稳定的结合,t字形卡块5的首端设置有限位轴7,限位轴7与伸缩气缸4的工作端相连。同时,t字形卡块5的底面设置有接触橡胶条。这样,可以对薄壳盖
板进行柔性施压接触,不会出现磕碰,不造成划伤。并且,可依托于接触橡胶条的存在,避免因为异常公差而导致的接触间隙,确保限位稳定。
26.结合实际实施来看,为了实现加工座2与定位基座1之间稳定连接,预设槽内设置有若干定位孔,加工座2对应位置处设置有限位孔8,限位孔8内设置有限位螺钉,限位螺钉与定位孔相连。同时,为了避免实际装配期间存在尖锐边角划伤装配人员,本实用新型在定位基座1的边缘处设置有圆弧倒角。
27.从本实用新型的实施过程来看:
28.将定位基座1安装到加工设备相应的工位上。使用期间,伸缩气缸4控制t字形卡块5抬起,提供一个让位空间。之后,在加工座2上放置薄壳盖板。之后,后台系统根据当前薄壳盖板的型号,反馈气缸行程调节模组相应的参数。接着,伸缩气缸4根据参数回缩适当的距离,令t字形卡块5有效夹持薄壳盖板的边缘。随后,进行相应的加工。加工完毕后,伸缩气缸4控制t字形卡块5抬起,便于取料。
29.通过上述的文字表述并结合附图可以看出,采用本实用新型后有如下优点:
30.1、采用t字形卡块,可以更好的贴合薄壳盖板的边缘,实现有效的限位,且满足均匀施力,避免造成局部受压过度而出现非必要的内凹形变。
31.2、依托于气缸行程调节模组,可以根据不同的薄壳盖板来控制伸缩气缸的形成,满足自动化调节,无需进行现场繁杂的调试,缩短夹装时间,提高加工效率。
32.3、设有接触橡胶条,不会在薄壳盖板上留下划痕,保证了表面洁净度。
33.4、整体构造简单,可以直接装配到薄壳盖板加工制造设备的相应工位上,便于实施。
34.当然,以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。除上述实施例外,本实用新型还可以有其它实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型所要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
