1.本实用新型与金属箔积层板制造设备有关,特别是指一种增厚型金属箔积层板制造设备。
背景技术:
2.关于软性印刷电路板(flexible printed circuit,fpc)又称为软性铜箔基板,在经过曝光、显影及蚀刻加工后,获得期望设计的电路导线,可作为电子产品电流讯号传输的媒介。软性印刷电路板(fpc)具有可挠以及轻薄短小的特性,也称为可挠性印刷电路板,相关产品大致区分为单面板、双面板及多层板等。
3.由于软性印刷电路板(fpc)具有可挠曲、轻薄短小、防静电、低消耗功率以及可依空间设计改变的多样性特性,在今日电子产品皆强调轻薄短小、耐曲折性的趋势之下,软性印刷电路板的应用市场不断增加,具有庞大的市场潜力。
4.软性铜箔基板(flexible copper clad laminate,fccl))为软性印刷电路板(fpc)的加工基材。依其是否含有接着剂,可区分为:有胶系三层软性铜箔基板(3l-ccl)以及无胶系双层软性铜箔基板(2l-fccl)两种。有胶系三层软性铜箔基板(3l-ccl)由于含有接着剂,所以在某些性能项目显得较差,例如尺寸安定性与耐热性方面,导致应用上受到较多限制;至于无胶系双层软性铜箔基板(2l-fccl),不但在尺寸安定性与耐热性,皆有较优异的表现,且同样包含细线路制备能力,相较于有胶系基板,更具有较佳的线路分辨率、耐热性佳,良好的尺寸安定性、电气特性、耐曲折与信赖性,亦提升fpc产品应用范围。
5.现有虽已能利用专用设备制造出无胶系双层软性铜箔基板(2l-fccl,以下简称:双层软性铜箔基板),然而现有所制造出的无胶系双层软性铜箔基板(2l-fccl)中的可塑性树脂黏结层,它的供货商只能制造出厚度小于50μm的可塑性树脂黏结层,已无法满足现今客户在厚规格新产品上使用的要求。换言之,所述供货商以现有技术根本无法制造出厚度大于50μm的可塑性树脂黏结层,而此即为本方案创作人所亟欲解决的问题。
技术实现要素:
6.本实用新型的目的在于提供一种增厚型金属箔积层板制造设备。
7.为了达成上述目的,本实用新型提供一种增厚型金属箔积层板制造设备,包括:一第一供料轮和一第二供料轮,分别输出位于最外两层的两保护层;一第三供料轮和一第四供料轮,分别输出位于次内两层的两金属箔;一第五供料轮和一第六供料轮,分别输出位于中间两层的两热塑性树脂黏结层;以及一热压滚轮组,热压合彼此层叠的该两保护层、该两金属箔和该两热塑性树脂黏结层而共同形成一双面金属箔积层板,以成为所需的增厚型金属箔积层板,且该两热塑性树脂黏结层之间以及各该热塑性树脂黏结层与各该金属箔之间皆彼此黏结固定。
8.相较于现有技术,本实用新型具有以下功效:既能单纯以层叠至少两层热塑性树脂黏结层来增厚,又能确保所形成的增厚型金属箔积层板不会在任相邻两热塑性树脂黏结
层之间剥离。
附图说明
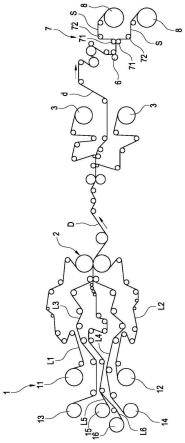
9.图1为本实用新型第一实施例中的前段部分的结构示意图。
10.图2为本实用新型第一实施例中的后段部分的结构示意图。
11.图3为本实用新型所制出的双面金属箔积层板的局部放大图。
12.图4为本实用新型第二实施例的结构示意图。
13.附图中的符号说明:
14.1:供料轮组;
15.11:第一供料轮;
16.12:第二供料轮;
17.13:第三供料轮;
18.14:第四供料轮;
19.15:第五供料轮;
20.16:第六供料轮;
21.2:热压滚轮组;
22.3:保护层收料轮;
23.4a:半成品收料轮;
24.4b:半成品供料轮;
25.5:半成品供料结构;
26.6:宽度裁切器;
27.8:成品收料轮;
28.d:双面金属箔积层板(具有两保护层);
29.d:双面金属箔积层板(不具有两保护层);
30.f:黏结加强面;
31.l1,l2:保护层;
32.l3,l4:金属箔;
33.l5,l6:热塑性树脂黏结层。
具体实施方式
34.有关本实用新型的详细说明和技术内容,配合图式说明如下,然而所附图式仅提供参考与说明用,非用以限制本实用新型。
35.本实用新型提供一种增厚型金属箔积层板制造设备,用于制造出具有所需厚度的无胶系双层双面软性金属箔积层板(以下简称:双面金属箔积层板)。
36.如图1至图3所示,本实用新型的增厚型金属箔积层板制造设备(以下简称:制造设备)的第一实施例包括:一供料轮组1以及一热压滚轮组2,较佳还包括:两保护层收料轮3、一半成品收料轮4a、一半成品供料轮4b、一半成品供料结构5、一宽度裁切器6以及一成品收料轮8。其中,如图1所示为本实用新型制造设备第一实施例的前段部分,用于制出双面金属箔积层板;如图2所示则为本实用新型制造设备第一实施例的后段部分,用于对所制出的双
面金属箔积层板裁切出所需宽度。
37.如图1所示的前段部分,包含其中的供料轮组1、热压滚轮组2、保护层收料轮3以及半成品收料轮4a,详述如后(至于如图2所示的后段部分,则包含其中的半成品供料轮4b、半成品供料结构5、宽度裁切器6以及一成品收料轮8)。
38.供料轮组1包含:一第一供料轮11、一第二供料轮12、一第三供料轮13、一第四供料轮14、一第五供料轮15和一第六供料轮16,合计共六个供料轮,用于输出六层物料。
39.第一、二供料轮11、12分别输出位于最外两层(也就是图1所示的第一、六层)的两保护层l1、l2;第三、四供料轮13、14分别输出位于次内两层(也就是图1所示的第二、五层)的两金属箔l3、l4;第五、六供料轮15、16则分别输出位于中间两层(也就是图1所示的第三、四层)的两热塑性树脂黏结层l5、l6。需说明的是,两热塑性树脂黏结层l5、l6在被第五、六供料轮15、16输出之后以及在还未被热压滚轮组2热压合之前,即已先彼此重叠且共同绕行同一绕行路径。
40.金属箔l3、l4可为任何金属箔片,例如:铜箔或铝箔,但不以此为限。热塑性树脂黏结层l5、l6可为任何具有热塑性特性且能用于黏结的树脂,举例而言,可以是热塑性的聚酰亚胺(polyimide, pi)薄膜,聚酰亚胺(pi)薄膜具有良好的耐高低温性能、环境稳定性、力学性能以及优良的介电性能;热塑性树脂黏结层l5、l6还可是液晶聚合物(liquid crystal polymer, lcp)薄膜,它是一种热塑性的有机材料,具有低吸湿、耐化性佳、高阻气性及低介电常数/介电耗损因子等特性,且还具有良好的可弯曲性;但本实用新型并不以聚酰亚胺(pi)薄膜或液晶聚合物(lcp)薄膜为限。
41.热压滚轮组2则热压合彼此层叠的两保护层l1、l2、两金属箔l3、l4和两热塑性树脂黏结层l5、l6,以共同形成一已增厚的双面金属箔积层板d(具有两保护层l1、l2)。因此,此时各热塑性树脂黏结层l5、l6是分别与各金属箔l3、l4的粗糙面彼此黏结固定,至于两热塑性树脂黏结层l5、l6之间则借由在生产中控制温度以及其他参数而彼此黏结固定。
42.需说明的是,热塑性树脂黏结层l5、l6本身的原始表面(原始膜面)为光滑且具有可塑性,虽然在一定的高温下才会与具有粗糙面的材质黏结固定,但两热塑性树脂黏结层l5、l6彼此光滑的原始表面之间的黏结性则相当弱,因此本实用新型需要增设能够加强黏结的结合力的方法或结构,详细说明如下段。
43.以能够加强黏结的结合力的方法而言,则如前所述,借由在生产中控制温度以及其他参数,以让两热塑性树脂黏结层l5、l6之间彼此黏结固定。以能够加强黏结的结合力的结构而言,则如图3所示,各热塑性树脂黏结层l5、l6皆具有彼此相对的两表面,每一表面皆事先经过黏结结合力加强的表面处理而形成一黏结加强面f;如此一来,两热塑性树脂黏结层l5、l6之间即能经由彼此邻接的各黏结加强面f而彼此紧密地黏结固定,两热塑性树脂黏结层l5、l6另经由彼此远离的各黏结加强面f而紧密地黏结固定于各金属箔l3、l4。
44.借此,本实用新型利用热塑性树脂黏结层l5、l6可在特定条件下或可在增设有黏结加强面f之后即能产生足够的黏结的结合力的特性,同时层叠有至少两层热塑性树脂黏结层l5、l6,以在热压合后与其它层共同形成一增厚型金属箔积层板(也就是已增厚的双面金属箔积层板d)。因此,本实用新型既能单纯以层叠至少两层热塑性树脂黏结层来增厚,又能确保所形成的增厚型金属箔积层板不会在任相邻两热塑性树脂黏结层l5、l6之间剥离。
45.需补充说明的是,上述热塑性树脂黏结层l5、l6所使用的热塑性聚酰亚胺
(polyimide, pi)薄膜,其英文简写为:tpi;上述所制出的双面金属箔积层板d的英文简写为:2ld-fccl。
46.较佳而言,本实用新型制造设备的第一实施例还包括见于图1的两保护层收料轮3和半成品收料轮4a以及见于图2的半成品供料轮4b、半成品供料结构5、宽度裁切器6和成品收料轮8。
47.宽度裁切器6如图2所示位于后段部分的半成品供料结构5与成品收料轮8之间,且宽度裁切器6用以对双面金属箔积层板d裁切出所需宽度。
48.两保护层收料轮3、半成品收料轮4a和半成品供料结构5,皆位于热压滚轮组2之后且皆位于宽度裁切器6之前。如图1所示,两保护层收料轮3对双面金属箔积层板d分别卷收两保护层l1、l2,使双面金属箔积层板d变成双面金属箔积层板d(不具有两保护层l1、l2。双面金属箔积层板d不具有两保护层l1、l2的所剩余部分即是双面金属箔积层板d)并被半成品收料轮4a所卷收。
49.将半成品收料轮4a设置于半成品供料结构5上而变成半成品供料轮4b。半成品供料轮4b则输出所卷收的双面金属箔积层板d给宽度裁切器6。宽度裁切器6则对已不具有两保护层l1、l2的双面金属箔积层板d裁切出所需宽度。
50.成品收料轮8位于宽度裁切器6之后,且成品收料轮8是在卷收已裁切出所需宽度的双面金属箔积层板(即前述的增厚型金属箔积层板)。
51.此外,为了达到最佳的黏结固定效果,本实用新型还可在热压滚轮组2之后,借由控制滚轮的数量来增加或减少不同热塑性树脂黏结层l5、l6经过滚轮时所需的熟成时间,如此即能达到最佳的黏结固定效果。且滚轮的位置设计还可搭配所运用空间(例如:厂房内部空间)的大小来做不同的变化。
52.如图4所示则为本实用新型制造设备的第二实施例,第二实施例大致与前述第一实施例相同,差异仅在于第二实施例为一台不分前、后段部分的整体性设备,因此,第二实施例并不包括第一实施例中的半成品收料轮4a、半成品供料轮4b以及半成品供料结构5。
53.换言之,在第二实施例中,双面金属箔积层板d是直接输出给宽度裁切器6,完全不需要第一实施例中的半成品收料轮4a、半成品供料轮4b以及半成品供料结构5,进而减少设备成本。
54.以上所述,仅为本实用新型的较佳可行实施例而已,并非因此即局限本实用新型的专利范围,举凡运用本实用新型说明书及图式内容所做的等效结构变化,均理同包含于本实用新型的权利范围内,合予陈明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。