1.本技术涉及工装的领域,尤其是涉及一种飞刀工装。
背景技术:
2.车方加工是指利用车床在工件的回转表面加工出一个或多个平面(如:将圆柱体加工成四棱柱),常见的有四方加工、六方加工等。
3.具体的,是将n个刀具安装至一个工装上,且n个刀具绕工装的转动轴线均匀分布。m方加工时,车床驱使工件和工装同步转动,工装的转动轴线与工件的转动轴线平行,且工件每转动360/m度,则工装转动360/n度,以利用刀具车削工件的外周(回转表面),完成m方加工。
4.进行车方加工时,刀具安装至工装上后刀刃的位置精度直接影响车方加工的精度;如:刀具a的刀刃至工装的转动轴线的距离la大于其它刀具的刀刃至工装的转动轴线的距离l,则导致由刀具a在工件上加工出的面a至工件转动轴线的距离sa小于由其它刀具在工件上加工出的面至工件转动轴线的距离s。
5.现有的工装上同时安装了多个刀具,而不同刀具的刀刃磨损程度可能各不相同,进而可能导致不同刀具的刀刃至工装的转动轴线的距离各不相同,此时,为保证车方加工的精度,便需要更换该工装上的所有刀具,刀具使用成本高。
技术实现要素:
6.为了保证车方加工的加工精度,并控制刀具的使用成本,本技术提供一种飞刀工装。
7.本技术提供的一种飞刀工装,采用如下的技术方案:一种飞刀工装,包括连接件、滑块和锁止件;所述滑块设有一个,或者,所述滑块绕连接件的转动轴线等间隔设有多个;所述滑块用于供刀具安装;所述滑块滑动连接于连接件,且所述滑块的滑动方向与连接件的转动轴线之间存在夹角;所述锁止件用于固定滑块与连接件之间的相对位置。
8.通过采用上述技术方案,刀具安装于滑块上,在刀具的刀刃因磨损而导致刀刃的位置精度不符合加工要求时,驱使滑块滑动,以调整滑块及其上刀具相较于连接件转动轴线之间的相对位置,以使得刀刃的位置精度满足加工要求;进而在一个或多个刀具的刀刃发生磨损后,可通过调整滑块的位置及时调整对应刀具的位置,以满足车方加工的需求。降低更换刀具的频次,以控制刀具的使用成本。
9.优选的,在所述滑块绕连接件的转动轴线等间隔设有多个的情况下,所述滑块设有两个。
10.通过采用上述技术方案,多个滑块可供多个刀具安装,有利于提供车方加工的效率;而将滑块仅设有两个,以便于快速、准确的将所有刀具的位置调节至满足车方加工的要求。
11.优选的,两个所述滑块的滑动方向相互平行,且所述滑块的滑动方向垂直于连接件的转动轴线。
12.通过采用上述技术方案,驱使滑块滑动的过程中,实现快速增大或缩短滑块上刀具至连接件转动轴线之间的距离,提高调整刀具位置的效率。
13.优选的,所述滑块设有调节槽,所述调节槽沿平行于滑块滑动方向的方向延伸,且所述调节槽沿垂直于滑块滑动方向的方向贯穿滑块;所述连接件设有锁止孔,所述锁止孔连通调节槽;所述锁止件包括锁止杆和锁止部,所述锁止杆的一端穿过调节槽后嵌至锁止孔,且所述锁止杆的一端与连接件固定,所述锁止部固定连接于锁止杆的另一端,且所述锁止部朝向锁止杆的表面压紧滑块的表面。
14.通过采用上述技术方案,完成滑块的位置调节后,锁止件对滑块的压力使得滑块压紧连接件,进而利用锁止件与滑块之间的摩擦力、连接件与滑块之间的摩擦力实现固定滑块与连接件之间的相对位置。
15.优选的,沿a向,所述滑块朝向连接件转动轴线的一端用于供刀具安装,其中,a向、滑块滑动方向和连接件转动轴线之间两两垂直;沿a向,所述锁止孔中心至滑块供刀具安装的端部的距离小于所述调节槽中心至滑块供刀具安装的端部的距离。
16.通过采用上述技术方案,刀具加工工件的过程中,工装在a面(a面垂直于滑块的滑动方向)上的投影中,工件对刀具的反作用力f1在滑块上产生力矩m1,且力矩m1使得滑块具有绕滑块与连接件的连接处(滑块朝向连接件的端部处且远离连接件转动轴线的一点)正向转动的趋势;同时,锁止件对滑块的作用力f2在滑块上产生力矩m2,且力矩m2使得滑块具有绕滑块与连接件的连接处反向转动的趋势,即力矩m2与力矩m1的方向相反;同时,锁止孔中心至滑块供刀具安装的端部的距离小于调节槽中心至滑块供刀具安装的端部的距离,以使得锁止孔内的锁止件尽可能的靠近连接件转动轴线,进而增大力矩m2的力臂,以在加工工件的过程中,有利于滑块保持稳定。
17.优选的,对应于每个所述滑块,所述锁止孔设有多个,且多个所述锁止孔沿平行于滑块滑动方向的方向分布;在所述滑块绕连接件的转动轴线等间隔设有多个的情况下,所述滑块设有两个,任一所述滑块沿a向的一端表面平行于滑块滑动方向并与连接件的转动轴线重合。
18.通过采用上述技术方案,两个滑块的表面相互贴合,可实现两个滑块之间的相互定位;同时,刀具加工工件的过程中,工装在b面(b面垂直于连接件转动轴线)上的投影中,工件对刀具的反作用力f1在滑块上产生力矩m3,且力矩m3使得滑块具有正向转动的趋势;同时,多个锁止件对滑块的作用力在滑块上产生力矩m4,且力矩m4使得滑块具有绕滑块与连接件的连接处反向转动的趋势,即力矩m4与力矩m3的方向相反,以在加工工件的过程中,使得滑块保持稳定。
19.优选的,还包括限位件;所述限位件连接于滑块,所述连接件设有限位槽;或者,所述限位件连接于连接件,所述滑块设有限位槽;所述限位槽沿平行于滑块滑动方向的方向延伸,所述限位件滑动嵌于限位槽内。
20.通过采用上述技术方案,在滑动滑块以调整该当前滑块上的刀具的位置时,限位件和限位槽相互配合,以限制滑块的滑动方向,有利于保证刀具位置的调节精度。
21.优选的,沿a向,所述滑块朝向连接件转动轴线的一端用于供刀具安装,其中,a向、滑块滑动方向和连接件转动轴线之间两两垂直;沿a向,所述限位槽位于调节槽和滑块供刀具安装的端部之间。
22.通过采用上述技术方案,刀具加工工件的过程中,工装在a面(a面垂直于滑块的滑动方向)上的投影中,工件对刀具的反作用力f1在滑块上产生力矩m5,且力矩m5使得滑块具有绕滑块与连接件的连接处(滑块朝向连接件的端部处且远离连接件转动轴线的一点)正向转动的趋势;同时,限位件朝向连接件转动轴线的端部与限位槽内壁之间的相互作用力f3在滑块上产生力矩m6,且力矩m6使得滑块具有绕滑块与连接件的连接处反向转动的趋势,即力矩m6与力矩m5的方向相反;且相较于依靠限位件的抗弯强度提供使得滑块具有绕滑块与连接件的连接处反向转动的趋势而言,本方案中的相互作用力f3主要由限位件朝向连接件转动轴线的端部与限位槽内壁之间相互挤压而产生,以在加工工件的过程中,相互作用力f3保持稳定,进而使得滑块保持稳定。
23.优选的,所述连接件设有定位槽,所述定位槽沿平行于滑块滑动方向的方向延伸,且所述定位槽并排设有多个;所述滑块包括基体和定位条,所述基体用于供刀具安装,所述定位条连接于基体,且所述定位条滑动嵌于定位槽内。
24.通过采用上述技术方案,在滑动滑块以调整该当前滑块上的刀具的位置时,定位条和定位槽相互配合,以限制滑块的滑动方向,有利于保证刀具位置的调节精度。
25.优选的,所述定位槽沿a向分布的两个内壁之间的距离随槽深的增加而减小,其中,a向、滑块滑动方向和连接件转动轴线之间两两垂直;所述定位条的表面贴合定位槽的内壁。
26.通过采用上述技术方案,定位条嵌至定位槽内时,定位槽沿a向分布的两个内壁倾斜设置:一方面,对定位条起导向作用,便于定位条嵌至定位槽内;另一方面,对定位条起定位作用,以使得确定定位条沿a向的位置。
27.综上所述,本技术包括以下至少一种有益技术效果:1.在一个或多个刀具的刀刃发生磨损后,可通过调整滑块的位置及时调整对应刀具的位置,以满足车方加工的需求;2.滑块仅设有两个,以便于快速、准确的将所有刀具的位置调节至满足车方加工的要求。
附图说明
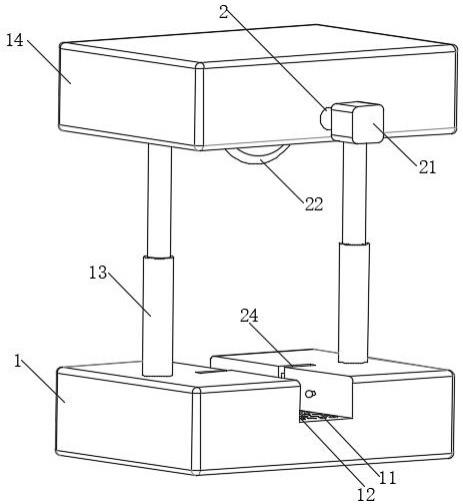
28.图1是飞刀工装的整体结构示意图。
29.图2是连接件的结构示意图。
30.图3是滑块的结构示意图。
31.图4是飞刀工装的剖视图。
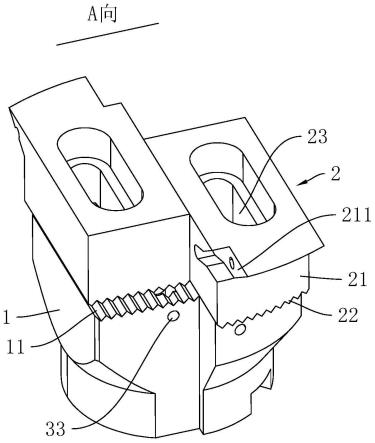
32.图5是飞刀工装的轴向视图。
33.附图标记说明:1、连接件;11、定位槽;12、锁止孔;2、滑块;21、基体;211、安装槽;22、定位条;23、调节槽;31、限位件;32、限位槽;33、通孔。
具体实施方式
34.以下结合附图1-5对本技术作进一步详细说明。
35.参照图1,本技术实施例公开一种飞刀工装,包括连接件1和滑块2。
36.参照图2,连接件1用于连接至机床的动力源,且机床的动力源驱使连接件1绕自身轴线转动,即连接件1的轴线与连接件1的转动轴线重合。连接件1沿自身轴向的一端并排设有多个定位槽11。定位槽11沿垂直于连接件1转动轴线的方向延伸。
37.多个定位槽11沿a向分布;其中,a向、定位槽11的延伸方向和连接件1的轴线之间两两垂直。同时,定位槽11内沿a向分布的两个内壁之间的距离随槽深的增加而减小。本实施例中,定位槽11的截面为等腰三角形,等腰三角形的底边为定位槽11的槽口,等腰三角形的两条腰即为定位槽11沿a向分布的两个内壁。在其它实施例中,定位槽11的截面还可以是等腰梯形,等腰梯形的上底为定位槽11的槽底,等腰梯形的下底为定位槽11的槽口,等腰梯形的两条腰即为定位槽11沿a向分布的两个内壁。
38.参照图1和图3,滑块2滑动连接于连接件1,且滑块2的滑动方向平行于定位槽11的延伸方向。滑块2包括基体21和定位条22。定位条22固定连接于基体21,定位条22滑动嵌于定位槽11内,且定位条22的表面滑动贴合定位槽11沿a向分布的两个内壁;并且,对应于多个定位槽11,定位条22并排设有多个。进而使得滑块2可相对于连接件1沿定位槽11的延伸方向滑动。
39.滑块2设有一个,或者,滑块2绕连接件1的转动轴线等间隔设有多个。
40.在滑块2设有一个的情况下,基体21沿定位槽11延伸方向的一端用于供刀具安装。
41.本实施例中,参照图1,滑块2绕连接件1的转动轴线等间隔设有多个。具体的,滑块2绕连接件1的转动轴线等间隔设有两个。任一基体21沿a向的一端表面与连接件1的转动轴线重合,且该与连接件1转动轴线重合的表面平行于滑块2的滑动方向,进而使得任一基体21与连接件1转动轴线重合的表面和另一基体21与连接件1转动轴线重合的表面相互贴合。
42.同时,基体21沿a向的一端设有安装槽211,且安装槽211还位于基体21与连接件1转动轴线重合的表面处。安装槽211用于供刀具嵌入。
43.参照图2和图3,飞刀工装还包括限位件31,且连接件1或滑块2设有限位槽32。且限位槽32的槽深方向平行于连接件1的转动轴线,且限位槽32沿平行于定位槽11延伸方向的方向延伸。同时,沿a向,限位件31朝向连接件1转动轴线的一端贴合限位槽32的内壁。
44.在限位件31连接于滑块2,连接件1设有限位槽32的情况下:限位槽32位于连接件1朝向滑块2的端面处;限位件31固定连接于基体21朝向连接件1的一端,且限位件31滑动嵌于限位槽32内。同时,对应于每个限位槽32,连接件1的外周还设有与限位槽32连通的通孔33。
45.在限位件31连接于连接件1,滑块2设有限位槽32的情况下(此情况图中未示出):限位槽32位于基体21朝向连接件1的一端;限位件31固定连接于连接件1朝向滑块2的端面处,且限位件31滑动嵌于限位槽32内。
46.参照图2和图3,滑块2还设有调节槽23。调节槽23沿平行于连接件1转动轴线的方
向贯穿滑块2,且调节槽23沿平行于滑块2滑动方向的方向延伸(即调节槽23的长度方向平行于a向,调节槽23的槽深方向平行于连接件1的转动轴线)。连接件1设有定位槽11的端面处还设有锁止孔12(即锁止孔12位于连接件1朝向滑块2的端面处),且锁止孔12连通调节槽23。并且,沿a向,锁止孔12位于限位槽32背离连接件1转动轴线的一侧。
47.飞刀工装还包括锁止件(图中未示出),锁止件用于固定滑块2与连接件1之间的相对位置。锁止件包括锁止杆和锁止部。锁止杆的一端穿过调节槽23后嵌至锁止孔12,且锁止杆的一端与连接件1固定。锁止部同轴并固定连接于锁止杆的另一端,锁止部的外径大于锁止杆的外径,且锁止部朝向锁止杆的表面压紧滑块2的表面。
48.本实施例中,锁止件可采用螺栓,且螺栓的杆部即为锁止杆,螺栓的头部即为锁止部;同时,锁止杆螺纹连接于锁止孔12内。
49.参照图4,沿a向,锁止孔12的轴线至连接件1转动轴线的距离小于调节槽23中心至连接件1转动轴线的距离。同时,d>b 2l,式中,d为锁止部(螺栓头部)的外径,b为调节槽23的宽度,l为锁止孔12的轴线与调节槽23中心之间沿a向的距离。
50.参照图4,在飞刀工装上安装刀具,并进行车方加工的过程中,工件对刀具的反作用力f1在滑块2上产生力矩m1,力矩m1使得滑块2具有绕图4中的a点沿顺时针方向翻转的趋势。与此同时,锁止件对滑块2施加的作用力f2在滑块2上产生力矩m2,力矩m2使得滑块2具有绕图4中的a点沿逆时针方向翻转的趋势,即力矩m2的方向与力矩m1的方向相反。并且,因锁止孔12的轴线至连接件1转动轴线的距离小于调节槽23中心至连接件1转动轴线的距离,实现增大力矩m2的力臂,进而在进行车方加工的过程中,利用锁止件使得滑块2保持稳定。
51.同时,对应于每个滑块2,锁止孔12设有多个,且多个锁止孔12沿平行于滑块2滑动方向的方向分布。本实施例中,对应于每个滑块2,锁止孔12设有两个。
52.参照图5,在飞刀工装上安装刀具,并进行车方加工的过程中,工件对刀具的反作用力f1在一个滑块2上产生力矩m3,力矩m3使得当前滑块2具有绕连接于该滑块2的两个锁止件中靠近安装槽211的一个(即图5中的b点)沿逆时针方向转动的趋势。与此同时,另一个滑块2及连接于另一个滑块2的锁止件对当前滑块2施加的作用力f4在滑块2上产生力矩m4,力矩m4使得当前滑块2具有绕图5中的b点沿顺时针方向转动的趋势,即力矩m4的方向与力矩m3的方向相反,以在进行车方加工的过程中,利用锁止件使得滑块2保持稳定。
53.本技术实施例一种飞刀工装的实施原理为:刀具安装于滑块2上,在刀具的刀刃因磨损而导致刀刃的位置精度不符合加工要求时,拧松锁止件,并手动驱使滑块2滑动,以调整滑块2及其上刀具相较于连接件1转动轴线之间的相对位置,调整完成后,再次拧紧锁止件,以固定滑块2与连接件1之间的相对位置,以使得刀刃的位置精度满足加工要求。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。