1.本发明是有关于一种无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法及其制品,属于高分子复合材料领域。
背景技术:
2.现今使用的以纤维补强的高分子复合材料(纤维复合材料,简称纤维复材)具有良好的力学性质,如高强度、低密度等,并广泛应用于航天、铁路、机械制造、建筑等多个领域。其中,使纤维复材具有阻燃性,从而提高安全性和减少火灾损失,是目前纤维复材的重要发展方向。
3.此外,随着纤维复材被大量且多元应用于各领域,此类生产过程中所产生的余废料及结束生命周期的纤维复材产品,其回收问题已不容忽视。面对环境和立法的压力以及逐渐提高的填埋费用,传统掩埋及焚烧的处理方式势必已面临淘汰,如何将纤维复材废弃物进行有效的回收与循环利用成为重要的课题。
技术实现要素:
4.本发明所要解决的技术问题在于:如何将纤维复合材料废料进行有效的回收与循环利用,且回收利用再制的复合板仍具有良好的阻燃性及力学性质。
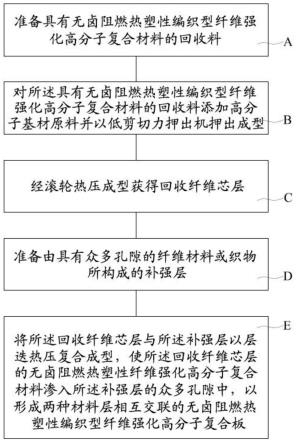
5.因此,本发明提供一种无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法,包括以下步骤:
6.步骤(a),准备具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料;
7.步骤(b),于所述步骤(a)之后,对所述具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料添加高分子基材原料并以低剪切力押出机押出成型;
8.步骤(c),于所述步骤(b)之后,经滚轮热压成型获得回收纤维芯层;
9.步骤(d),于所述步骤(c)之后,准备由具有众多孔隙的纤维材料或织物所构成的补强层;以及
10.步骤(e),于所述步骤(d)之后,将所述回收纤维芯层与所述补强层以层迭热压复合成型,使所述回收纤维芯层的无卤阻燃热塑性纤维强化高分子复合材料渗入所述补强层的众多孔隙中,以形成两种材料层相互交联的无卤阻燃热塑性编织型纤维强化高分子复合板。
11.于本发明的一实施例,所述步骤(a)中,所述具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料的尺寸为20~40mm。
12.于本发明的一实施例,所述步骤(b)中,所述高分子基材原料为热塑性树脂。
13.于本发明的一实施例,所述步骤(b)中,所述热塑性树脂为聚碳酸酯。
14.于本发明的一实施例,所述步骤(b)中,所述热塑性树脂为新料或回收料,且所述回收料不含无机纤维或无机粉体。
15.于本发明的一实施例,所述步骤(b)中,所述低剪切力押出机的螺杆转速介于20~80rpm,且押出温度介于200~280℃。
16.于本发明的一实施例,所述步骤(b)中,所述低剪切力押出机的螺杆的螺距介于10~15cm,且螺沟深度为20mm。
17.于本发明的一实施例,所述步骤(c)中,所述滚轮热压成型的滚轮温度介于50~200℃,且滚轮间隙介于0.5~2mm。
18.于本发明的一实施例,所述步骤(c)中,所述回收纤维芯层的纤维长度介于5~20mm,且厚度介于0.3~1.2mm。
19.此外,本发明还提供一种无卤阻燃热塑性编织型纤维强化高分子复合板,包括:
20.一回收纤维芯层,其是由回收而得的具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料所制成;以及
21.至少一补强层,其是由具有众多孔隙的纤维材料或织物所构成的网状体,各个该补强层具有一第一侧与一相反该第一侧的第二侧;
22.该回收纤维芯层与各个该补强层相互以层迭热压复合成型,使该回收纤维芯层的无卤阻燃热塑性纤维强化高分子复合材料渗入各个该补强层的众多孔隙中,且该回收纤维芯层的至少一部分是包覆在各个该补强层的该第一侧上,以形成两种材料层相互交联的无卤阻燃热塑性编织型纤维强化高分子复合板。
23.基于上述,本发明所提供的无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法及其制品通过具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料经一定加工程序后制成回收纤维芯层,并与补强层复合成型为板材,将纤维复合材料废弃物进行有效地回收与循环利用。此外,回收纤维芯层的纤维长度介于5~20mm,能够具有优异的机械强度,并仍具阻燃等级ul94 v0(1/32英寸试片厚度)。
附图说明
24.图1是使用本发明无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法的流程图。
25.图2是本发明回收纤维芯层的实品外观图。
26.图3是本发明一实施例中无卤阻燃热塑性编织型纤维强化高分子复合板的外观示意图。
27.图4是图3所示无卤阻燃热塑性编织型纤维强化高分子复合板的各层示意图。
28.图5是图3中圈选处的放大示意图。
29.符号说明:a~e-步骤、1-无卤阻燃热塑性编织型纤维强化高分子复合板、10-回收纤维芯层、20-补强层、21-第一侧、22-第二侧。
具体实施方式
30.下面结合具体实施例来进一步描述本发明,本发明的优点和特点将会随着描述而更为清楚。但这些实施例仅是范例性的,并不对本发明的范围构成任何限制。本领域技术人员应该理解的是,在不偏离本发明的精神和范围下可以对本发明技术方案的细节和形式进行修改或替换,但这些修改和替换均落入本发明的保护范围内。
31.请参照图1,本实施例的无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法,包括以下步骤:步骤(a),准备具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料;步骤(b),于所述步骤(a)之后,对所述具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料添加高分子基材原料并以低剪切力押出机押出成型;步骤(c),于所述步骤(b)之后,经滚轮热压成型获得回收纤维芯层;步骤(d),于所述步骤(c)之后,准备由具有众多孔隙的纤维材料或织物所构成的补强层;以及步骤(e),于所述步骤(d)之后,将所述回收纤维芯层与所述补强层以层迭热压复合成型,使所述回收纤维芯层的无卤阻燃热塑性纤维强化高分子复合材料渗入所述补强层的众多孔隙中,以形成两种材料层(回收纤维芯层与补强层)相互交联的无卤阻燃热塑性编织型纤维强化高分子复合板。
32.前述步骤(a)中,所述具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料可以为板材,且尺寸为20~40mm。
33.前述步骤(b)中,所述高分子基材原料可以为热塑性树脂。进一步地,所述热塑性树脂可以为聚碳酸酯(polycarbonate,pc),且所述热塑性树脂可以为新料(virgin resin)或回收料(recycled resin),且所述回收料不含无机纤维(如:玻璃纤维、碳纤维等)或无机粉体。所述低剪切力押出机的螺杆转速可以介于20~80rpm,且押出温度可以介于200~280℃。低剪切力押出机的螺杆的螺距可以介于10~15cm,且螺沟深度可以为20mm。
34.前述步骤(c)中,所述滚轮热压成型的滚轮温度可以介于50~200℃,且滚轮间隙可以介于0.5~2mm。所述回收纤维芯层的纤维长度可以介于5~20mm,厚度可以介于0.3~1.2mm,且押出成型时与押出机方向平行,故其机械强度优于市售短纤维板材,且仍符合阻燃等级ul94 v0(1/32英寸试片厚度)。此外,如图2所示的回收纤维芯层实品外观图,因其高纤维含量而具有美观的大理石纹路外观。
35.前述步骤(d)中,所述补强层的补强材料原材料结构由补强材料型态及补强材料种类确定,其中补强材料型态结构可以为:编织纤维布(woven fabrics)、不织布(non-woven fabrics)、单向纤维布(uni-direction fabrics)、多轴多层织物(multiaxial multilayer warp knitting;mmwk or non-crimp fabrics)其中任一或其组合式所构成;补强材料种类可以为:石墨纤维、石墨烯纤维、碳纤维、玻璃纤维、陶瓷纤维、硼纤维、硼氮纤维、氮化硅纤维、矿盐纤维其中任一者或任二者以上互相编织或不织布型态或单一方向纤维布制品。
36.请参照图3至图5,其为经前述制造方法步骤(a)~(e)所制成的无卤阻燃热塑性编织型纤维强化高分子复合板1,包括:回收纤维芯层10以及至少一补强层20。该回收纤维芯层10可以由回收而得的具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料经前述制造方法步骤(a)~(c)所制成。各个该补强层20可以为前述制造方法步骤(d)所述由具有众多孔隙的纤维材料或织物所构成的网状体,各个该补强层20具有一第一侧21与一相反第一侧21的第二侧22。如图5所示,该回收纤维芯层10与各个该补强层20可以如前述制造方法步骤(e)所述相互以层迭热压复合成型,使该回收纤维芯层10的无卤阻燃热塑性纤维强化高分子复合材料渗入至各个该补强层20的众多孔隙中,且该回收纤维芯层10的至少一部分是包覆在各个该补强层20的第一侧21上,以形成两种材料层(回收纤维芯层10与补强层20)相互交联的复合板。
37.于本实施例中,该无卤阻燃热塑性编织型纤维强化高分子复合板1可以由一层回
收纤维芯层10以及两层位于该回收纤维芯层10的相反两侧的两层补强层20相互层迭热压复合成型,即形成两层补强层20位于第一层及第三层,回收纤维芯层10位于第二层的三明治结构。可以理解的,回收纤维芯层10以及补强层20也能够以不同的迭层搭配及以不同加工形态形成无卤阻燃热塑性编织型纤维强化高分子复合板1,并不局限于本实施例所记载的层数或层迭态样。
38.综上所述,本发明所提供的无卤阻燃热塑性编织型纤维强化高分子复合板的制造方法及其制品,通过具有无卤阻燃热塑性编织型纤维强化高分子复合材料的回收料经一定加工程序后制成回收纤维芯层10,并与补强层20复合成型为板材,将纤维复合材料废弃物进行有效地回收与循环利用。此外,回收纤维芯层10的纤维长度介于5~20mm,能够具有优异的机械强度,并仍具阻燃等级ul94 v0(1/32英寸试片厚度)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
