1.本发明属于标签加工技术领域,具体涉及一种立体窗式透景标签的成型工艺。
背景技术:
2.众所周知,标签是用来标识自己产品的相关说明的印刷品,并且大部分都是以背面自带胶的,但也有一些印刷时不带胶的,也可称为标签,其中有胶的标签就是通俗称的"不干胶标签"。
3.目前,标签包括基层、印刷在基层上的印刷层、以及透明膜层,其中印刷层进行显示图案和相关信息,然而,这种标签太常规,在人们生活中,无法起到醒目效果,也无法引起消费者的注意力,然而,为了提升标签效果,采用立窗式透景的方式展现,且模切加工的较多,但是模切加工存在以下不足:
4.1、模切具有良好的遮蔽性,但是所形成标签的柔软度和平整度较差,影响用户的触感;
5.2、模切形成标签,所形成的图案不够精细,造成透视图案无法清晰的显示。
技术实现要素:
6.本发明所要解决的技术问题是克服现有技术的不足,提供一种全新的立体窗式透景标签的成型工艺。
7.为解决以上技术问题,本发明采用如下技术方案:
8.一种立体窗式透景标签的成型工艺,其包括如下步骤:
9.s1、正面印刷
10.选用收缩膜材料,使用凹印哑油结合柔版印刷在收缩膜表面展示标签的基本信息,其中基本信息包括标签的品牌来源、产地、条码、logo;
11.s2、遮蔽印刷
12.采用多层白墨配合线网纹辊进行印刷,且分别表现出由浅到深的在载墨量,突出层次并勾勒出所显影的一处或多处轮廓,使得收缩膜视觉上不能完全通透,其中载墨量与线网纹辊的线数呈反比;
13.s3、背面印刷
14.使用翻转架,对标签进行反转,使用网纹辊对标签背面进行ymck四色印刷,其中所述标签使用时,轮廓形成窗口,背面所印刷的纹案透过产品并结合窗口形成立体透景。
15.优选地,在s1中,先对收缩膜的正面和背面进行电晕处理。电晕的作用主要对收缩膜的正面和背面进行放电处理,这样印刷后,大幅度降低掉墨率。
16.根据本发明的一个具体实施和优选方面,在s1的印刷过程中,收缩膜的进膜张力小于出膜张力。在此张力控制下,保证膜类印刷稳定,同时也确保标签的柔软度和平整度。
17.优选地,进膜张力为90
±
2mn/m;出膜张力为100
±
5mn/m。
18.根据本发明的又一个具体实施和优选方面,在s2中采用三层白墨印刷。此时,所形
成的遮蔽印刷层能够完美起到遮蔽效果,而且也能够实施不同位置处窗口轮廓的勾勒。
19.优选地,线网纹辊的线数从大变小,且为260线~80线,载墨量随着所述线网纹辊变化且为6~20cm3/m2。
20.进一步的,线网纹辊的线数为260线~220线,载墨量为6~6.5cm3/m2。说明线数越大,所需要的载墨量越小,且线数在小幅度的变化中,载墨量的变化也较小。
21.优选地,在s3中采用450~550线的网纹辊进行ymck四色印刷。这样所形成纹案清晰度高,且使得所印刷的透影图案活灵活现的呈现,且展现纯粹的自然效果。
22.印刷四色模式是彩色印刷时采用的一种套色模式,利用色料的三原色混色原理,加上黑色油墨,共计四种颜色混合叠加,形成所谓"全彩印刷"。四种标准颜色是:c:cyan=青色,又称为“天蓝色”或是“湛蓝”m:magenta=品红色,又称为“洋红色”;y:yellow=黄色;k:black=黑色,虽然有文献解释说这里的k应该是key color(定位套版色),但其实是和制版时所用的定位套版观念混淆而有此一说。此处缩写使用最后一个字母k而非开头的b,是为了避免与blue混淆。cmyk模式是减色模式,相对应的rgb模式是加色模式。
23.根据本发明的又一个具体实施和优选方面,上述的成型工艺还包括s4,其采用透明保护膜形成在遮蔽印刷层表面。采用透明模进行保护,使得标签具有很好的耐磨性,同时也有效的避免掉墨。
24.优选地,透明保护膜热熔覆合在遮蔽印刷层正面,且透明保护膜侧边冒出遮蔽印刷层外边缘形成粘接边。在此说明透明保护膜还具有粘接边从而方便标签和产品的相对固定,且不易造成印刷层和收缩膜的损坏。
25.由于以上技术方案的实施,本发明与现有技术相比具有如下优点:
26.本发明采用背面印刷纹案与遮蔽印刷所勾勒出的窗口结合所形成立体式透景标签,不仅满足了标签自身标识的需要,而且在不同角度下欣赏透影,引人注目,从而增加用户的好奇感,同时也能够有效的分散注意力,缓解视觉疲劳,此外,透影清晰,且标签的柔软度和平整度较好。
具体实施方式
27.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
28.实施例1
29.本实施例所涉及的立体窗式透景标签的成型工艺,其包括如下步骤:
30.s1、正面印刷
31.选用收缩膜材料,先对收缩膜的正面和背面进行电晕处理,使用凹印哑油结合柔版印刷在收缩膜表面展示标签的品牌来源、产地、条码、logo等基本信息,其中印刷过程中,进膜张力为90mn/m,出膜张力为100mn/m;
32.s2、遮蔽印刷
33.采用三层白墨配合线网纹辊进行印刷,且分别表现出由浅到深的在载墨量,突出层次并勾勒出所显影的多处轮廓,使得收缩膜视觉上不能完全通透,其中线网纹辊分别为
260线、220线和80线,所对应的载墨量为6.0cm3/m2、6.5cm3/m2、20cm3/m2;
34.s3、背面印刷
35.使用翻转架,对标签进行反转,使用采用500线的网纹辊进行ymck四色印刷,其中标签使用时,轮廓形成窗口,背面所印刷的纹案透过产品并结合窗口形成立体透景;
36.s4、覆膜
37.采用透明保护膜热熔覆合在遮蔽印刷层正面,且透明保护膜侧边冒出遮蔽印刷层外边缘形成粘接边。
38.具体的,针对载墨量的解释,例如载墨量6.0cm3/m2,其是指每平米上所形成的载墨量为6立方厘米。
39.实施例2
40.本实施例所涉及的标签成型工艺与实施例1基本相同,不同之处如下。
41.在s1中,进膜张力为88mn/m,出膜张力为105mn/m。
42.在s2中线网纹辊分别为250线、240线和100线,所对应的载墨量为6.5cm3/m2、6.8cm3/m2、12cm3/m2。
43.在s3中网纹辊的线数为450线。
44.实施例3
45.本实施例所涉及的标签成型工艺与实施例1基本相同,不同之处如下。
46.在s1中,进膜张力为92mn/m,出膜张力为95mn/m。
47.在s2中线网纹辊分别为230线、200线和90线,所对应的载墨量为6.6cm3/m2、7.1cm3/m2、16.6cm3/m2。
48.在s3中网纹辊的线数为550线。
49.对比例1
50.本对比例所涉及的标签成型工艺与实施例1基本相同,不同之处如下。
51.在s1中,进膜张力为80mn/m,出膜张力为95mn/m。
52.在s2中线网纹辊分别为300线和280线,所对应的载墨量为5.5cm3/m2、5.9cm3/m2,且进行两侧白墨印刷。
53.在s3中网纹辊的线数为400线。
54.对比例2
55.本对比例所涉及的标签成型工艺与实施例2基本相同,不同之处如下。
56.在s1中,进膜张力为100mn/m,出膜张力为90mn/m。
57.在s2中线网纹辊分别为150线,所对应的载墨量为8.8cm3/m2。
58.对比例3
59.本对比例所涉及的标签成型工艺与实施例3基本相同,不同之处如下。
60.在s1中,进膜张力为95mn/m,出膜张力为95mn/m。
61.在s2中线网纹辊分别为260线、240线和75线,所对应的载墨量为6.0cm3/m2、8.5cm3/m2、23.2cm3/m2。
62.在s3中网纹辊的线数为600线。
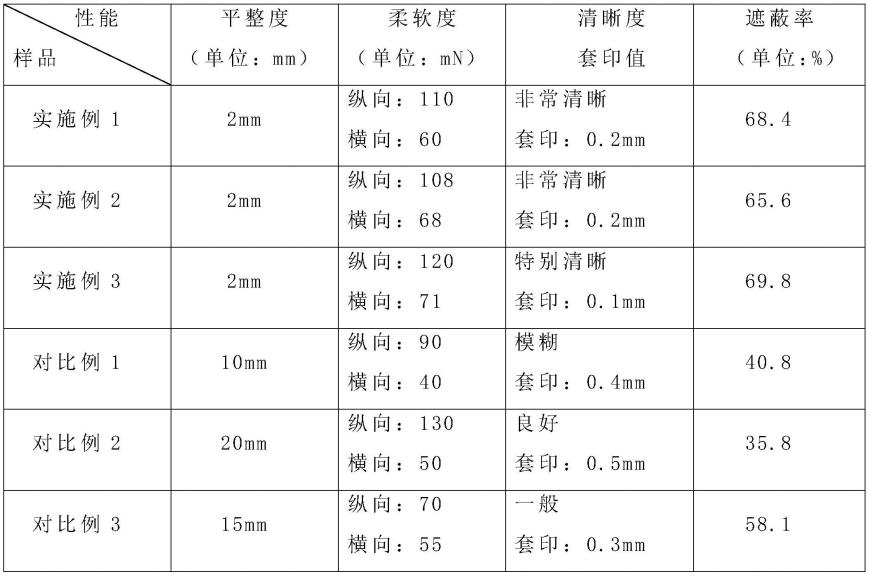
63.同时,对上述实施例1至3和对比例1至3进行性能检测,具体数据如下表所示。
[0064][0065]
综上,本实施例具有以下优势:
[0066]
1)采用背面印刷纹案与遮蔽印刷所勾勒出的窗口结合所形成立体式透景标签,不仅满足了标签自身标识的需要,而且在不同角度下欣赏透影,引人注目,从而增加用户的好奇感,同时也能够有效的分散注意力,缓解视觉疲劳;
[0067]
2)标签的立体透影清晰,且柔软度和平整度较好;
[0068]
3)使用四色印刷结合高线数网纹辊的使用,使标签反面的图案可以高清、且生灵活现的展现;
[0069]
4)透影纹案可以是自然风光或动物等等,通过此方式展现人们对大自然美好的欣赏和保护自然的决心,同时也呼吁人们敬畏自然、尊重生命,实现了外在美感和内在深层思考的效果。
[0070]
以上对本发明做了详尽的描述,其目的在于让熟悉此领域技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明的精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。