1.本发明属于自动上料设备技术领域,具体涉及一种基于工业物联网的工业机器人自动化上料装置。
背景技术:
2.目前,对于,应用在层叠式上料方式的装置较少。如单块板粘接呈复合板,通过现有的上料装置,虽然能够实现其上料、压紧,但是,其取料、上料过程大多数呈间歇式取料、上料方式,从而使得整个上料结构的流畅性、效率较低,且,取料、传递、上料的定位,大多数均需要人工参与进行判断调控,从而增大了单块板的粘接误差,且对于长期间歇式的传递时,尤其是电机的急停及启动过程,对动力装置的损坏较大。
技术实现要素:
3.为实现上述目的,本发明提供如下技术方案:一种基于工业物联网的工业机器人自动化上料装置,其包括:
4.上料板架,上下平行设置两组,其面向平板面上均设有导轨一;
5.纵向平板,前后平行设置两组,用于连接上下方所述上料板架,形成回形腔室,所述回形腔室横向中心左、右端处对应设有传料装置;传送装置,设置六组,呈前后平行对应安装在所述纵向平板纵向侧板面上;
6.升降装置,对称设置在所述传送装置的左右侧,且一组所述升降装置上安装有三组呈层叠结构设置的上料装置。
7.作为本发明的一种优选技术方案,一组所述纵向平板上安装有三组所述传送装置,呈三角结构设置,处于中心处的传送装置水平设置,上下方所述传送装置均纵向设置,其传送端面距中心水平传送端面相同,所述传送装置包括定位滑轨、驱动辊及传送带,
8.定位滑轨,被配置为三组,左、右组所述定位滑轨均横向且同平面设置,中心所述定位滑轨纵向设置;
9.驱动辊,被配置为所组,安装在所述定位滑轨上;
10.传送带,转动连接在所述驱动辊上。
11.作为本发明的一种优选技术方案,处于中心处同平面内对应前后侧的所述传送装置中的定位滑轨下端面安装有对应的伸缩板座,且前后侧所述伸缩板座对应安装在前后侧纵向平板上。
12.作为本发明的一种优选技术方案,所述升降装置包括导向板,与所述导轨一对应设置,其上端面分别通过导轮座二连接在对应侧所述导轨一上,且所述导向板上安装有两组间隔一定间距的导轮座一,上下方对应所述导轮座一之间均安装有对应的升降组件。
13.作为本发明的一种优选技术方案,所述升降组件包括:
14.导轨二,呈双层平行导轨设置结构,且内、外侧所述导轨二上分别安装有对应对应驱动座一、驱动座二,且所述驱动座二设有两组,并位于驱动座一上下侧;
15.回形套板,与所述驱动座二对应设置,安装在驱动座二上,并套在内侧所述导轨二外侧,且所述回形套板、驱动座一内侧端均固定有衔接块。
16.作为本发明的一种优选技术方案,上方所述上料装置包括:
17.凹型夹罩,被配置为四组,处于同一平面,呈方形结构设置,其左、右侧两组所述凹型夹罩均通过伸缩导板固定在对应所述衔接块前后端上,所述凹型夹罩内纵向、上、下侧壁上均安装有定位杆一,且上、下侧所述定位杆一输出端均安装有驱动转轮,所述驱动转轮、纵向所述定位杆一输出端均安装有定位组件;
18.吸附组件,与所述凹型夹罩对应设置,并安装在对应所述凹型夹罩内部靠上方处。
19.作为本发明的一种优选技术方案,所述吸附组件包括:
20.平移装置,且呈前后方向安装在所述凹型夹罩上;
21.导轨三,其外侧端安装在所述平移装置上;
22.定位杆二,纵向安装在所述导轨三上,其输出端安装有负压器,所述负压器输出端安装有吸盘。
23.作为本发明的一种优选技术方案,所述定位组件包括:
24.平行夹架,其左右侧平行架下端均转动连接有转轴一,所述转轴一内侧轴侧壁局部呈外凸环结构,且左侧所述转轴一由传感电机驱动;
25.轴套,与所述转轴一对应设置,并套在所述转轴一外侧转动连接,其左端固定在所述平行夹架上,且其右端内侧开设有环形槽,所述环形槽内侧壁及与其对应转轴一侧壁上安装有环形结构的制动片;
26.转轴二,其左右端套在所述轴套外侧转动连接,且其轴环壁上开设有传感凹槽,其左右端开设有凹型环槽,所述传感凹槽内安装有传感压杆,所述传感压杆外侧端安装有橡胶轴套,所述凹型环槽内安装有弹性压件,呈圆周排列设置多组,其输出端安装有z型杆,且所述z型杆左端伸入环形槽内,其与所述制动片相对的杆面安装有块状的制动片,所述z型杆右端固定有电磁元件,其对应凹型环槽内侧壁对应安装有电磁吸附元件;
27.清洁刷辊,设置于所述橡胶轴套上方,固定在所述平行夹架上。
28.作为本发明的一种优选技术方案,位于上下方所述平行夹架靠内端处安装有计时监测仪,用于监测单块板的进入、停滞定位。
29.与现有技术相比,本发明提供了一种基于工业物联网的工业机器人自动化上料装置,具备以下有益效果:
30.1、本发明中通过设置传送装置、升降装置及上料装置等设计传送结构,从而提高单块板上料、取料及传递的流畅性、效率,并配合计时监测仪及电磁吸附元件等控制构件,提高其定位的精确性、稳定性,从而提高单块板贴合的精确度。
31.2、本发明中通过计时监测仪的监测方式及定位组件的结构设计,使得单块板的上料过程,能够自行进行自检、矫正,从而保证后续单块板精准贴合,通过吸附组件结构设计,提高针对不同结构的单块板进行吸附,通过弹性压件、电磁吸附元件及制动片,以及传感压杆、橡胶轴套的夹持,从而使得单块板能够瞬停,且同时,传感电机输出轴无作用力作用,进而对电机形成保护,且启动、瞬停的过程较为便捷、高效,且橡胶轴套上方设有清洁刷辊使得,避免橡胶轴套长时间作用单块板时,积累粘附灰尘,进而保护装置正常运行。
附图说明
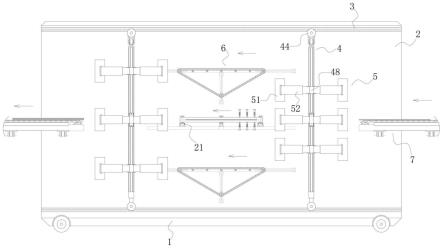
32.图1为本发明的上料设备结构示意图;
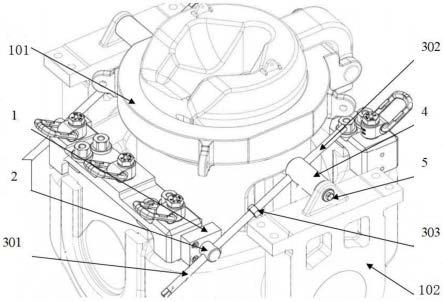
33.图2为本发明的升降装置右视局部结构放大示意图;
34.图3为本发明的上料装置右视局部结构放大示意图;
35.图4为本发明的定位组件局部结构放大示意图;
36.图5为本发明的a处结构放大示意图;
37.图中:1、上料板架;2、纵向平板;3、导轨一;4、升降装置;5、上料装置;6、传送装置;7、传料装置;21、伸缩板座;41、导轨二;42、导轮座一;43、导向板;44、导轮座二;45、驱动座一;46、驱动座二;47、回形套板;48、衔接块;51、凹型夹罩;52、伸缩导板;53、定位杆一;54、驱动转轮;55、定位组件;56、吸附组件;561、平移装置;562、导轨三;563、定位杆二;564、负压器;565、吸盘;551、平行夹架;552、清洁刷辊;553、计时监测仪;554、传感电机;555、轴套;556、转轴一;557、转轴二;558、z型杆;559、弹性压件;5510、电磁吸附元件;5551、环形槽;5552、制动片;5571、传感压杆;5572、橡胶轴套。
具体实施方式
38.参照图1-5,本发明提供一种技术方案:一种基于工业物联网的工业机器人自动化上料装置,其包括:
39.上料板架1,上下平行设置两组,其面向平板面上均设有导轨一3;
40.纵向平板2,前后平行设置两组,用于连接上下方所述上料板架1,形成回形腔室,所述回形腔室横向中心左、右端处对应设有传料装置7;
41.传送装置6,设置六组,呈前后平行对应安装在所述纵向平板2纵向侧板面上;
42.升降装置4,对称设置在所述传送装置6的左右侧,且一组所述升降装置4上安装有三组呈层叠结构设置的上料装置5;
43.且上料板架下端安装有万向轮,进而提高其可移动安装灵活性;
44.本结构设计,主要用于复合层叠上料结构形式,如复合板的层叠上料制备,例三复合板制备;
45.以纵向、横向结构划分,通过左右侧升降装置、中心处传送装置及层叠结构的上料装置的设置结构,主要用于,促使每次复合板制备上料时,在能够提高单块板取料过程中的精确性,同时,提高其上料流畅性,避免传料装置呈间歇式传送单块板以达到取料的精确性;
46.作为最佳实施例,纵向平板为透明结构,采用钢化玻璃结构设置,从而提高装置运行监测的便捷性。
47.本实施例中,一组所述纵向平板2上安装有三组所述传送装置6,呈三角结构设置,处于中心处的传送装置6水平设置,上下方所述传送装置6均纵向设置,其传送端面距中心水平传送端面相同,所述传送装置6包括定位滑轨、驱动辊及传送带,
48.定位滑轨,被配置为三组,左、右组所述定位滑轨均横向且同平面设置,中心所述定位滑轨纵向设置;
49.驱动辊,被配置为所组,安装在所述定位滑轨上;
50.传送带,转动连接在所述驱动辊上;
51.此中,处于上方的左右侧上料装置及对应传送装置,对复合板进行上传送,处于下方的左右侧上料装置及对应传送装置,对复合板进行下传送,左侧处于中心处的上料装置用于复合板制备固定,右侧处于中心处的上料装置及对饮传送装置用于,对复合板进行水平传送;
52.此中,定位滑轨、驱动辊,主要用于根据长度相差较大的单块板进行调配,致使单块板左右长度长于传送带传送端面左右长度,便于单块板传递过程中交接传递。
53.本实施例中,处于中心处同平面内对应前后侧的所述传送装置6中的定位滑轨下端面安装有对应的伸缩板座21,且前后侧所述伸缩板座21对应安装在前后侧纵向平板2上;
54.此中,伸缩处于中心处前同平面前后侧设置传送装置,其前后间隔间距为单块板前后宽度,主要对单块板进行侧夹传送,使得单块板上下端面为空面,以便在单块板上下方设置喷胶装置;
55.此中,伸缩板座,主要用于调节,其前后侧传送装置传送端面间隔间距。
56.本实施例中,所述升降装置4包括导向板43,与所述导轨一3对应设置,其上端面分别通过导轮座二44连接在对应侧所述导轨一3上,且所述导向板43上安装有两组间隔一定间距的导轮座一42,上下方对应所述导轮座一42之间均安装有对应的升降组件;
57.此中,导轮座二用于维持,传送装置、上料装置配合单块板左右长度进行调节后,传送装置与上料装置之间相隔一定距离,便于单块板的上料和脱离;
58.导向板,用于配合上料装置调节适配单块板的宽度。
59.本实施例中,所述升降组件包括:
60.导轨二41,呈双层平行导轨设置结构,且内、外侧所述导轨二41上分别安装有对应对应驱动座一45、驱动座二46,且所述驱动座二46设有两组,并位于驱动座一45上下侧;
61.回形套板47,与所述驱动座二46对应设置,安装在驱动座二46上,并套在内侧所述导轨二41外侧,且所述回形套板47、驱动座一45内侧端均固定有衔接块48;
62.此中,导轨二设计结构,主要为了上料装置的同步及独立驱动,且上下方驱动座二为独立驱动,即可独立控制,主要适配单块板的上料和脱离过程;
63.衔接块,作为上料装置的安装;
64.回形套板与内侧导轨二自由滑动连接。
65.本实施例中,上方所述上料装置5包括:
66.凹型夹罩51,被配置为四组,处于同一平面,呈方形结构设置,其左、右侧两组所述凹型夹罩51均通过伸缩导板52固定在对应所述衔接块48前后端上,所述凹型夹罩51内纵向、上、下侧壁上均安装有定位杆一53,且上、下侧所述定位杆一53输出端均安装有驱动转轮54,所述驱动转轮54、纵向所述定位杆一53输出端均安装有定位组件55;
67.吸附组件56,与所述凹型夹罩51对应设置,并安装在对应所述凹型夹罩51内部靠上方处;
68.吸附组件,主要用于,单块板复合粘接时,对单块板进行固定,并驱动单块板进行粘合;
69.驱动转轮,用于驱动定位组件外旋脱离单块板、内旋紧靠单块板,便于单块板进行粘合
70.此中,上、下侧定位杆一,用于调节对应定位组件紧靠单块板上下板面,纵向定位
杆一,侧夹单向板侧壁,主要用于单块板进入过程中,单块板的矫正调节,以及单块板粘合过程中辅助夹持固定。
71.本实施例中,所述吸附组件56包括:
72.平移装置561,且呈前后方向安装在所述凹型夹罩51上;
73.导轨三562,其外侧端安装在所述平移装置561上;
74.定位杆二563,纵向安装在所述导轨三562上,其输出端安装有负压器564,所述负压器564输出端安装有吸盘562;
75.此中,平移装置能够调控导轨三前后移动,导轨三调控定位杆二左右移动,进而,调节吸盘吸附于单块板表面的位置,主要用于适配具有凹槽或孔状结构的单块板。
76.本实施例中,所述定位组件55包括:
77.平行夹架551,其左右侧平行架下端均转动连接有转轴一556,所述转轴一556内侧轴侧壁局部呈外凸环结构,且左侧所述转轴一556由传感电机554驱动;
78.轴套55,与所述转轴一556对应设置,并套在所述转轴一556外侧转动连接,其左端固定在所述平行夹架551上,且其右端内侧开设有环形槽5551,所述环形槽5551内侧壁及与其对应转轴一556侧壁上安装有环形结构的制动片5552;
79.转轴二557,其左右端套在所述轴套55外侧转动连接,且其轴环壁上开设有传感凹槽,其左右端开设有凹型环槽,所述传感凹槽内安装有传感压杆5571,所述传感压杆5571外侧端安装有橡胶轴套5572,所述凹型环槽内安装有弹性压件559,呈圆周排列设置多组,其输出端安装有z型杆,且所述z型杆左端伸入环形槽内,其与所述制动片5552相对的杆面安装有块状的制动片,所述z型杆右端固定有电磁元件,其对应凹型环槽内侧壁对应安装有电磁吸附元件5510;
80.清洁刷辊552,设置于所述橡胶轴套上方,固定在所述平行夹架551上;
81.此结构设计,主要为了使得单块板能够进行瞬停及瞬停过程中对电机进行保护;
82.电磁吸附元件与电磁元件排斥时,内侧块状制动片与内侧环状制动片贴合紧固,促使转轴一、转轴二同步转动,电磁吸附元件与电磁元件吸附时,内侧块状制动片与内侧环状制动片脱离,且外侧块状制动片与外侧环状制动片贴合紧固,从而转轴二进行抱死;
83.橡胶轴套,用于单块板的固定及定位;
84.传感压杆,主要用于应对不同材质的单块板,施加最佳的夹持压力,从而提高传送的流畅性,瞬停的稳定性。
85.本实施例中,位于上下方所述平行夹架551靠内端处安装有计时监测仪553,用于监测单块板的进入、停滞定位;
86.作为最佳实施例,此中,相对于设置在单块板左右端的计时监测仪,即右端为进入初始端,其左右侧计时监测仪的间隔与单块板长度相同,且进入初始端处的计时监测仪为倒计时调控,其倒计时时间段为单块板长度除以传感电机匀速速度,得出的时间,且单块板传递过程中,传感电机均处于匀速状态,而处于左端的计时监测仪,为正计时调控,且其计时方式为相对位移时计时方式,即,单块板移动触发其计时,用于监测瞬停的精确度;
87.需要注意的是,单块板瞬停及瞬停精确度监测过程为,倒计时结束后,则瞬间触发电磁吸附元件与电磁元件脱离,致使转轴二抱死,同时,倚靠橡胶轴套与单块板之间的摩擦进行抱死制动,此时,处于左端的计时监测仪,则刚好触发计时,但,此计时监测仪并不增
加,则为精准瞬停,若此计时监测仪持续增加,则说明为精准瞬停,并反馈至电磁吸附元件,传感电机进行反向驱动,直至右端计时监测仪触发时,完成矫正。
88.在具体实施时,通过测量单块板的长宽高,并调节传送装置的传送端面的长度,升降装置的位置,导轮座一相隔的间距,伸缩导板的伸缩长度,定位杆一的初始长度,计算计时监测仪倒计时时间段,通过驱动座一调节对应上料装置中与传料装置相平齐,此中定位杆一上安装的定位组件中橡胶轴套之间的间隔略小于单块板的厚度,并对单块板形成一定的夹持压力,侧定位组件对单块板侧端进行辅助矫正,并向处于中心处的传送装置进行夹持传递,并通过上下方喷胶装置进行喷胶,并传至左侧处于中心处的上料装置中进行定位,且,再右侧中心处的上料装置监测到单块板完全进入后,并导出后,则反馈至驱动座一、驱动座二配合调控上方上料装置与传料装置相平齐,此中,待单块板进入后,则可反馈至驱动座一、驱动座二中,使得上方上料装置与其左侧上方传送装置相平齐并传递至左侧上料装置中下移,再通过此中吸附组件对单块板进行吸附,下方驱动转轮外旋打开定位组件,并与处于中心单块板上端面相粘合,同时,调控下方上料装置与传料装置相平齐,导入单块板,再,向下移动,与左侧下方传送装置相平齐并传递至左侧上料装置中上移,再通过此中吸附组件对单块板进行吸附,上方驱动转轮外旋打开定位组件,并与处于中心单块板下端面相粘合,最终导出至左侧传料装置中排出,此中,位于右侧中心处的上料装置不需对单块板进行瞬停,可直接进行水平传递,重复上述步骤,依次运行。
89.以上所述,仅为发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。