1.本发明涉及吸管技术领域,具体涉及一种纸吸管掉纸毛纸粉的检测方法。
背景技术:
2.近年来,食品服务、包装行业迅速发展,随着人们环保意识的日益增强,纸吸管因具有可回收性开始逐渐替代塑料吸管,与此同时,纸吸管的使用安全性能、其对人体健康的影响也成为了消费者关注的焦点。
3.纸吸管在使用时直接接触食物及口腔,纸吸管的掉纸毛纸粉现象会直接影响其使用安全性能,不利于人体健康,因此,生产实践中,亟需开发一种能够可靠检测纸吸管掉纸毛纸粉性能的方法,以确保流入市场后纸吸管的使用安全性。
技术实现要素:
4.鉴于上述现有技术存在的不足,本发明提供了一种纸吸管掉纸毛纸粉检测方法,该检测方法能够可靠地检测纸吸管的掉纸毛纸粉性能,确保纸吸管的健康安全性。
5.本发明采用的技术方案是:提供一种纸吸管掉纸毛纸粉的检测方法,包括如下步骤:
6.s1.提供纸吸管,该纸吸管包括呈圆柱状的侧壁以及由该侧壁限定的中空部,所述的侧壁包括内侧面及外侧面;
7.s2.将所述侧壁沿纸吸管的长度方向剪开并展平为薄型片,所述的外侧面及内侧面分别形成薄型片的第一表面及第二表面,在第一表面及第二表面上分别贴附第一透明胶带及第二透明胶带;
8.s3.通过相机获取粘附有第一透明胶带的第一表面的第一图像,以及获取粘附有第二透明胶带的第二表面的第二图像;
9.s4.获取纸吸管掉纸毛纸粉指数v,其中,v=(p1 p2)/2, v=(m1 m2)/2;
10.其中:
11.p1为第一图像上第一预定分析区域上纸毛及纸粉的数量;
12.p2为第二图像上第二预定分析区域上纸毛及纸粉的数量;
13.m1为第一图像上预定分析区域上纸毛及纸粉的面积与第一预定分析区域的面积之比;
14.m2为第二图像上预定分析区域上纸毛及纸粉的面积与第二预定分析区域的面积之比。
15.进一步的,在步骤s2中,在第一表面及第二表面上分别贴附第一透明胶带及第二透明胶带采用下述步骤:
16.s21:将第一透明胶带铺展并可拆卸的固定在一平台上;
17.s22:在沿侧壁长度方向剪开的纸吸管的中空部插入一压棒,并将纸吸管置放于第一透明胶带上;
18.s23:在外力作用下推动压棒,沿第一透明胶带长度方向滚动压棒,使得纸吸管外侧面粘附在第一透明胶带上,使得纸吸管展开成薄型片;
19.s24:在薄型片的第二表面贴附第二透明胶带。
20.进一步的,所述的第一透明胶带包括具有粘合剂层的粘贴面及非粘附面,在步骤s21中,将第一透明胶带固定平台上时,粘附面朝上,并通过第一透明胶带的端部的角上贴附胶条的方式将第一透明胶带固定在平台上。
21.进一步的,在步骤s24后,还包括取下胶条从而从平台上取下第一透明胶带的步骤。
22.进一步的,所述压棒为重量100g~600g的不锈钢棒,所述的压棒穿过纸吸管并在纸吸管两端漏出,且漏出部分的长度相等,在并将纸吸管置放于第一透明胶带上时,所述的纸吸管的轴线大致垂直于第一透明胶带的长度方向。
23.进一步的,在步骤s23中,外力在对压棒施力时,在竖直方向上的分力为0.05n-1n,在步骤s23之后,还包括通过压棒在薄型片的两端之间来回滚动2-5次的步骤。
24.进一步的,在步骤s4中通过图像分析软件来获取第一图像、第二图像上纸毛及纸粉的数量或面积,所述的图像分析软件为 image j。
25.进一步的,在步骤s4之前包括,将所述第一图像或第二图像导入image j软件,选定预定分析区域,通过软件的计数模块测定该分析区域的纸毛/纸粉的数量及通过软件的面积检测模块测定该预定分析区域上纸毛/纸粉的面积,并计算所述纸毛/纸粉面积在整个预定分析区域的面积占比的步骤。
26.进一步的,在沿所述的纸吸管的长度方向剪开纸吸管侧壁时,剪开方向平行于纸吸管的轴线。
27.进一步的,在步骤s2中,在第一表面及第二表面上分别贴附第一透明胶带及第二透明胶带具体为,先在一平台铺设第一透明胶带,且第一透明胶带不固定在平台上,而后,在未剪开的纸吸管的中空部插入一压棒,并将纸吸管置放于第一透明胶带上,而后,在外力作用下推动压棒,沿第一透明胶带长度方向滚动压棒,使得纸吸管外侧面粘附在第一透明胶带上,而后,剪开带有第一透明胶带的纸吸管,并固定第一透明胶带,纸吸管展开成薄型片,而后,在薄型片的第二表面上贴附第二透明胶带。
28.有益效果:区别于现有技术,本发明所提供的纸吸管掉纸毛纸粉检测方法,可有效检测纸吸管外侧面和内侧面的掉纸毛纸粉程度,以全面评估纸吸管的掉纸毛纸粉性能,且操作便利,精准度高,能够及时监测纸吸管的掉纸毛纸粉性能,为纸吸管提供了品质保障,提升了纸吸管的健康安全性能。
附图说明
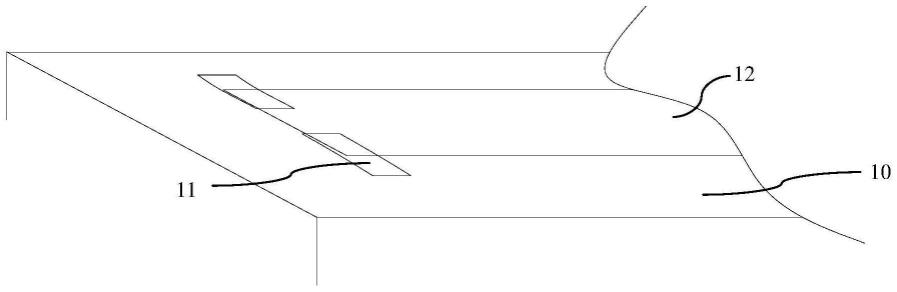
29.图1本技术实施例中在平台上固定第一透明胶带示意图;
30.图2本技术实施例中在纸吸管插入压棒并置放于第一透明胶带上示意图;
31.图3及图4本技术实施例中推动压棒得纸吸管展开成薄型片示意图;
32.图5本技术实施例中在薄型片的第二表面贴附第二透明胶带示意图。
33.图示元件说明:
34.平台10;胶条11;第一透明胶带12;纸吸管20;外侧面201;内侧面202;开口部21;压
棒30;第二透明胶带13。
具体实施方式
35.下面结合实施例,对本发明作进一步的详细描述。特别指出的是,以下实施例仅用于说明本发明,但不对本发明的范围进行限定。同样的,以下实施例仅为本发明的部分实施例而非全部实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.在本发明的描述中,需要理解的是,术语“上”、“下”、“内”、“外”、“纵”、“横”等指示的方位或位置关系为仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
37.本发明提供了一种纸吸管掉纸毛纸粉的检测方法,用于对纸吸管的掉纸毛纸粉性能进行检测评估,提升流入市场的纸吸管的品质,确保消费者使用端纸吸管的健康安全性能。
38.所述纸吸管可以是原色纸吸管、白色纸吸管、彩色纸吸管或印花纸吸管等现有各种形式的纸吸管。
39.本发明实施例提供的纸吸管掉纸毛纸粉的检测方法包括如下步骤:
40.s1.提供纸吸管,该纸吸管包括呈圆柱状的侧壁以及由该侧壁限定的中空部,所述的侧壁包括内侧面及外侧面。
41.其中,所述纸吸管由多个纸层螺旋卷合成型,相邻纸层部分重叠,重叠部分通过胶粘合,具体的,所述纸吸管为应用文献 cn112455008a中的方法所提供的纸吸管。
42.s2.将所述侧壁沿纸吸管的长度方向剪开并展平为薄型片,所述的外侧面及内侧面分别形成薄型片的第一表面及第二表面,在第一表面及第二表面上分别贴附第一透明胶带及第二透明胶带。
43.可以理解的,所述侧壁展开后为一长薄型片材,大致呈一矩形,另外,在沿所述的纸吸管的长度方向剪开纸吸管侧壁时,剪开方向平行于纸吸管的轴线,这样剪开后的薄型片将正好为一矩形。
44.在所述薄型片的第一表面和第二表面上分别贴附第一透明胶带及第二透明胶带,使得纸吸管外侧面及内侧面上纸毛/纸粉将被夹持在透明胶带与外侧面、内侧面之间,同时由于使用透明胶带,这些纸毛/纸粉仍然能够被观察或显现,在本技术中定义纸毛为突出于外侧面或内侧面呈丝状的纤维,定义纸粉为突出于外侧面或内侧面大致呈点状的纤维或粉尘,通常的,纸毛的长宽比大于等于5,纸粉的长宽比小于5,可以理解的,这些纸毛/纸粉由于与侧壁的结合力比较弱,因此在纸吸管使用过程中极易掉落。
45.进一步的,所述第一透明胶带及第二透明胶带的宽度大于等于所述薄型片的宽度,所述透明胶带的长度大于所述薄型片的长度,以确保第一透明胶带或第二透明胶带能够一次粘贴即可以全部覆盖所述薄型片的第一表面及第二表面以提高检测效率,可以理解
的,所述薄型片的宽度为纸吸管的长度,所述的薄型片的长度为纸吸管的圆周周长。
46.另外,所述第一透明胶带或第二透明胶带可以采用现有的各种透明胶带,通常的其厚度小于等于2mm,或者进一步的小于等于1mm,进一步的,所述的第一透明胶带及第二透明胶带的厚度小于等于65μm,在一个具体实施例中,所述的第一透明胶带及第二透明胶带均包括基材及粘合剂层,其中基材厚度为26μm,粘合剂层厚度14μm,另外,所述的基材可以为cpp、opp、bopp、pe、 pet、pvc或mopp,所述粘合剂可以包括水胶、油胶、热熔胶或橡胶,其中,所述的水胶包括丙烯酸酯粘合剂。
47.请一并参考图1-图5,在一个具体实施例中,可以通过下述方法在第一表面及第二表面上分别贴附第一透明胶带12及第二透明胶带13。
48.s21:将第一透明胶带12铺展并可拆卸的固定在一平台10上,所述的第一透明胶带12包括具有粘合剂层的粘贴面及非粘附面,其中,所述的粘附面朝上,所述的第一透明胶带12可拆卸的固定在平台10上,具体的,可以采用胶条11固定第一透明胶带12的端部的方式或采用如图钉固定等形式,在本实施例中,在第一透明胶带12的端部的角上贴附胶条11,通过胶条11将第一透明胶带 12固定在平台10上。
49.可选的,所述的透明胶带呈长条状,且设置有至少四个胶条 11,在第一透明胶带12的四个角上各设置有一胶条11固定,当然也可以设置有更多的胶条11以使得第一透明胶带12能够更好的被固定在平台10上。
50.s22:在沿侧壁长度方向剪开的纸吸管20的中空部插入一压棒 30,并将纸吸管20置放于第一透明胶带12上。
51.可以理解的,所述的压棒30的直径应与纸吸管20内径相当,可选的,所述压棒30的直径小于等于纸吸管20内径。
52.进一步的,所述压棒30为重量100g~600g的不锈钢棒,该压棒30表面光滑,其长度大于纸吸管20的宽度,当然,在其他实施例中,所述压棒30也可选用其他表面光滑其他材质压棒30,以防止压棒30在滚压过程中破坏所述纸吸管20的内侧面202,影响检测结果。
53.进一步的,所述的压棒30穿过纸吸管20并在纸吸管20两端漏出,且漏出部分的长度相等。
54.进一步的,在并将纸吸管20置放于第一透明胶带12上时,所述的纸吸管20的轴线大致垂直于第一透明胶带12的长度方向。
55.s23:在外力作用下推动压棒30,沿第一透明胶带12长度方向滚动压棒30,使得纸吸管20外侧面201粘附在第一透明胶带12 上,使得纸吸管展开成薄型片。
56.可以理解的,由于纸吸管20被剪开,形成一开口部21,当外力推动压棒30滚动时,压棒30抵推纸吸管20外侧面201逐步粘附至第一透明胶带12上,当压棒30运动至纸吸管20外侧面201 末端时,纸吸管20完全展开并使得其外侧面201完全粘附在透明胶带上,同时,当外侧面201完全粘附在第一透明胶带12上时,纸吸管20的内侧面202将也呈平直状态展开,从而使得纸吸管20 形成薄型片,并铺设在平台10上。
57.可以理解的,当形成薄型片时,纸吸管20的外表面形成薄型片的第一表面,纸吸管20的内表面形成薄型片的第二表面,且,此时,薄型片的第一表面上已经被贴附上第一透明胶带12。
58.另外,在外力推动压棒30时,均匀对压棒30施力,以防止在第一透明胶带12上形成
压痕。
59.进一步的,外力在竖直方向的作用力小于等于10n,更进一步的,外力在对压棒30施力时,其在竖直方向上的分力为0.05n-1n 之间。
60.进一步的,当外侧面201粘附在第一透明胶带12上后,还可以通过压棒30在薄型片上来回滚动2-5次,以使得纸吸管20外侧面201与透明胶带贴附完全。
61.s24:在薄型片的第二表面贴附第二透明胶带13。
62.可以理解的,在第二表面上贴附第二透明胶带13之后,还包括从平台10上取下第一透明胶带12的步骤,如当采用胶条11固定第一透明胶带12时,还包括取下胶条11的步骤,如当采用图钉固定第一透明胶带12时,还包括取下图钉的步骤。
63.在一些其他实施例中,也可以先不在平台10上固定第一透明胶带12,而先铺设第一透明胶带12后,再,在未剪开的纸吸管20 的中空部插入一压棒30,并将纸吸管20置放于第一透明胶带12上,再,在外力作用下推动压棒30,沿第一透明胶带12长度方向滚动压棒30,使得纸吸管20外侧面201粘附在第一透明胶带12上,再,剪开带有第一透明胶带12的纸吸管20,并固定第一透明胶带12,从而使得纸吸管20展开成薄型片,再,在薄型片的第二表面上贴附第二透明胶带13,同样可以使得薄型片的第一表面及第二表面贴附第一透明胶带12及第二透明胶带13。
64.s3.通过相机获取粘附有第一透明胶带的第一表面的第一图像,以及获取粘附有第二透明胶带的第二表面的第二图像。
65.进一步的,所述的相机为数码相机,可选的,所述数码相机的像素在500万以上,且带有微距功能,所述第一图像、第二图像在其微距模式下拍摄得到。
66.在所述透明胶带的粘黏作用下,纸吸管内侧面、外侧面上的纸毛/纸粉的方位发生改变,该纸毛/纸粉转移或部分转移至透明胶带上,所述第一图像、第二图像可以呈现纸吸管内侧面、外侧面上所述纸毛/纸粉的状态。
67.s4.获取纸吸管掉纸毛纸粉指数v,其中,v=(p1 p2)/2, v=(m1 m2)/2;
68.其中:
69.p1为第一图像上第一预定分析区域上纸毛及纸粉的数量;
70.p2为第二图像上第二预定分析区域上纸毛及纸粉的数量;
71.m1为第一图像上预定分析区域上纸毛及纸粉的面积与第一预定分析区域的面积之比;
72.m2为第二图像上预定分析区域上纸毛及纸粉的面积与第二预定分析区域的面积之比。
73.可以理解的,可以通过图像分析软件来获取第一图像、第二图像上纸毛及纸粉的数量或面积,所述的数量或面积可以多次测试结果的算术平均值。
74.进一步的,所述图像分析软件为imagej软件。
75.在一个实施方式中,将所述第一图像导入imagej软件;选定第一个分析区域,通过软件的计数模块测定该分析区域的纸毛/纸粉的数量;按照同样的方法,选定第二个分析区域,测定该分析区域的纸毛/纸粉的数量;依此对多个分析区域逐个进行纸毛/纸粉的数量测定;取多个所述数量的算术平均值,即为第一表面的p1值。
76.进一步的,所述的预定分析区域可以包括第一图像或第二图像上多个无重叠部分
的多个区域,可选的,选取3~5个所述分析区域进行检测。
77.可选的,所述分析区域选为面积100mm2的矩形区域。
78.在另一个实施方式中,将所述第一图像导入imagej软件;选定第一个分析区域,通过软件的面积检测模块测定该分析区域上纸毛/纸粉的面积,并计算所述纸毛/纸粉面积在整个分析区域的面积占比;按照同样的方法,选定第二个分析区域,测定该分析区域的纸毛/纸粉的面积,并计算所述纸毛/纸粉面积在整个分析区域的面积占比;依此对多个分析区域逐个进行纸毛/纸粉的面积占比的测定;取多个所述面积占比的算术平均值,即获取第一表面的m1值。
79.进一步的,所述纸毛/纸粉的面积、分析区域的面积用灰度值表示,所述纸毛/纸粉的面积占比为imagej软件的单个分析区域上纸毛/纸粉占用面积的灰度值与该分析区域面积的灰度值的比值。
80.同样的,可以获得p2及m2,此处不再赘述。
81.进一步的,在步骤s4之后还可以包括根据纸吸管掉纸毛纸粉指数v判断纸吸管掉纸毛纸粉合格情况,即可以预设一基准值z,当v≤z时,纸吸管掉纸毛纸粉合格,可以理解的,所述的z值可以根据实际需要进行设定,在此不再赘述。
82.本发明实施例所提供的纸吸管掉纸毛纸粉检测方法,操作便利,精准度高,可有效检测纸吸管外侧面和内侧面的掉纸毛纸粉程度,从而全面评估纸吸管的掉纸毛纸粉性能,且能够在生产端及时监测纸吸管的掉纸毛纸粉性能,为纸吸管提供了品质保障,提升了纸吸管的健康安全性能。
83.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。