1.本实用新型涉及自动化生产线领域,具体为一种螺杆上帽生产线。
背景技术:
2.螺杆在加工完成之后,需要对螺杆进行上帽,通常采用人工的方式进行上帽和运输,但是这种方法上帽效率低,耗费成本高,无法满足生产加工企业对工时和产量的要求。
技术实现要素:
3.为克服背景技术中采用人工的方式对螺杆进行上帽和运输,上帽效率低,耗费成本高,无法满足生产加工企业对工时和产量的要求的缺点,本实用新型的目的在于提供一种螺杆上帽生产线。
4.为了达到以上目的,本实用新型采用的技术方案是:一种螺杆上帽生产线,包括运输装置和上帽装置,所述运输装置位于上帽装置一侧,用于将螺杆运送到上帽装置,并将拧上螺帽后的螺杆运回并送至下一工位;所述螺帽拧紧装置用于对螺杆进行上帽拧紧。
5.为了对本技术方案进行进一步补充,所述运输装置包括运输架、主传动轮、若干个从传动轮、若干条第一传送带、若干根传动轴、若干个传送滚轮和传送电机;所述从传动轮和传送滚轮通过均匀设置在运输架顶部且相互平行的传动轴相连接,所述从传动轮与主传动轮之间通过第一传送带相连接,所述主传动轮与设置在运输架底部的传送电机相连接,所述从传动轮之间通过第一传送带连接。
6.为了对本技术方案进行进一步补充,所述运输装置还包括支撑杆、若干个限位架和升降气缸;所述支撑杆设置在运输架顶部、位于传送滚轮的一侧;所述限位架与支撑杆相连,并且均匀分布在支撑杆上;所述升降气缸的驱动端与位于支撑杆中间位置处的限位架相连接。
7.为了对本技术方案进行进一步补充,所述限位架的限位端位于传送滚轮附近,螺杆位于所述传送滚轮上,并且与限位架的限位端相接触。
8.为了对本技术方案进行进一步补充,所述上帽装置包括用于承载各种组件的机架、用于对螺杆进行固定的定位组件、用于吸取螺帽和移动螺帽的翻转组件和用于吸取和上帽的拧紧组件;所述定位组件、翻转组件和拧紧组件均设置在机架上,其中所述翻转组件位于定位组件和拧紧组件中间。
9.为了对本技术方案进行进一步补充,所述定位组件包括定位架、定位气缸、固定轮组和滚动轮组;所述定位气缸设置在位于机架台面一端的定位架顶部,其驱动端与固定轮组连接;所述滚动轮组设置在机架上、位于固定轮组的正下方。
10.为了对本技术方案进行进一步补充,所述翻转组件包括支撑架、第一气缸、气缸组件、旋转气缸和第一气动夹具;所述第一气缸设置在位于机架台面中间的支撑架顶部,并且与旋转气缸相连接;所述旋转气缸与气缸组件相连接,所述气缸组件与第一气动夹具相连接。
11.为了对本技术方案进行进一步补充,所述拧紧组件包括第二气动夹具、第二传送带、主动轮和拧紧电机;所述第二气动夹具位于机架台面的另一端,与主动轮通过第二传送带连接;所述主动轮与拧紧电机的驱动端相连接,所述拧紧电机通过电机座固定在机架台面上、位于第二气动夹具一侧。
12.本实用新型的有益效果:
13.1.设置运输装置,传送电机驱动主传动轮进行顺时针或逆时针转动,主传动轮通过第一传送带带动从传动轮进行转动,螺杆通过传送滚轮运输到上帽装置;当螺杆上帽拧紧之后,传送电机驱动主传动轮进行逆时针或顺时针的反向转动,将其上面的上过螺帽的螺杆带回。实现螺杆自动化运输和运回,方便加工模块之间的转移,节省人力,提高运输效率。
14.2.设置定位组件,通过定位气缸带动固定轮组向下运动,固定轮组和滚动轮组对螺杆进行固定,防止在拧紧过程中,螺杆进行晃动和偏移,导致螺帽无法顺利拧紧,提高了上帽拧紧的效率。
15.3.设置翻转组件,通过第一气缸、气缸组件、旋转气缸和第一气动夹具;可实现对螺帽的自动吸取和移动螺帽,实现自动化取放螺帽,代替人工,提高了工作效率,有规律的进行取帽放帽。
16.4.设置拧紧组件,通过拧紧电机驱动主动轮进行转动,主动轮通过第二传送带带动第二气动夹具进行转动,因为第二气动夹具对螺帽进行固定,所以可以将螺帽拧紧到螺杆上,代替了人工,省时省力,上帽效率高,耗费成本低,满足了生产加工企业对工时和产量的要求。
附图说明
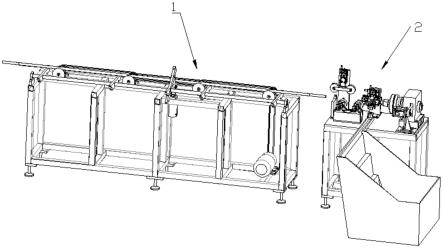
17.图1为本技术实施例一种螺杆上帽生产线的整体结构示意图;
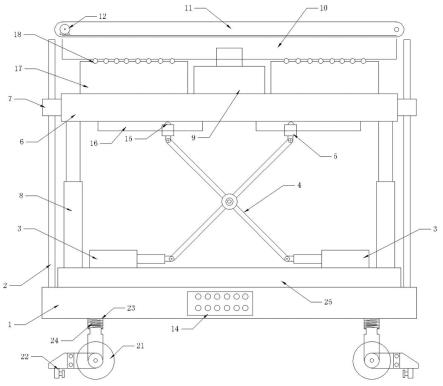
18.图2为本技术实施例运输装置结构示意图;
19.图3为申请实施例上帽装置结构示意图;
20.图4为申请实施例上帽装置局部结构示意图。
21.图中:1、运输装置;2、上帽装置;10、运输架;11、主传动轮;12、从传动轮;13、第一传送带、14、传动轴;15、传送滚轮;16、传送电机;17、支撑杆;18、限位架;19、升降气缸;20、机架;21、定位组件;22、翻转组件;23、拧紧组件;210、定位架;211、定位气缸;212、固定轮组;213、滚动轮组;220、支撑架;221、第一气缸;222、气缸组件;223、旋转气缸;224、第一气动夹具;230、第二气动夹具;231、第二传送带;232、主动轮;233、拧紧电机。
具体实施方式
22.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
23.参见附图1所示,本实施例中的一种螺杆上帽生产线,包括运输装置1和上帽装置2,所述运输装置1位于上帽装置2一侧,用于将螺杆运送到上帽装置2,并将拧上螺帽后的螺杆运回并送至下一工位;所述螺帽拧紧装置用于对螺杆进行上帽拧紧。
24.参见附图2所示,运输装置1包括运输架10、主传动轮11、若干个从传动轮12、若干条第一传送带13、若干根传动轴14、若干个传送滚轮15和传送电机16;所述从传动轮12和传送滚轮15通过均匀设置在运输架10顶部且相互平行的传动轴14相连接,所述从传动轮12与主传动轮11之间通过第一传送带13相连接,所述主传动轮11与设置在运输架10底部的传送电机16相连接,所述从传动轮12之间通过第一传送带13连接。传送电机16驱动主传动轮11进行顺时针或逆时针转动,主传动轮11通过第一传送带13带动从传动轮12进行转动,因为从传动轮12和传送滚轮15通过传动轴14连接,所以传送滚轮15进行顺时针或逆时针转动,螺杆通过传送滚轮15运输到上帽装置2;当螺杆上帽拧紧之后,传送电机16驱动主传动轮11进行逆时针或顺时针的反向转动,将其上面的上过螺帽的螺杆带回。
25.参见附图2所示,运输装置1还包括支撑杆17、若干个限位架18和升降气缸19;所述支撑杆17设置在运输架10顶部、位于传送滚轮15的一侧;所述限位架18与支撑杆17相连,并且均匀分布在支撑杆17上;所述升降气缸19的驱动端与位于支撑杆17中间位置处的限位架18相连接。限位架18的限位端位于传送滚轮15附近,螺杆位于所述传送滚轮15上,并且与限位架18的限位端相接触。当螺杆上帽拧紧之后,传送滚轮15将起上面的螺杆带回,升降气缸19带动限位架18绕着支撑杆17进行升起运动,限位架18通过升起运动将螺杆滚落至下一工位,然后升降气缸19将限位架18带回原位置。
26.参见附图3所示,上帽装置2包括用于承载各种组件的机架20、用于对螺杆进行固定的定位组件21、用于吸取螺帽和移动螺帽的翻转组件22和用于吸取螺帽和拧紧螺帽的拧紧组件23;所述定位组件21、翻转组件22和拧紧组件23均设置在机架20上,其中所述翻转组件22位于定位组件21和拧紧组件23中间。
27.参见附图4所示,定位组件21包括定位架210、定位气缸211、固定轮组212和滚动轮组213;所述定位气缸211设置在位于机架20台面一端的定位架210顶部,其驱动端与固定轮组212连接;所述滚动轮组213设置在机架20上、位于固定轮组212的正下方。螺杆通过滚动轮组213并且移动到拧紧组件23位置处,当螺杆在进行上帽拧紧时,定位气缸211带动固定轮组212向下运动,固定轮组212和滚动轮组213对螺杆进行固定,防止在拧紧过程中,螺杆进行晃动和偏移,导致螺帽无法顺利拧紧。
28.参见附图4所示,翻转组件22包括支撑架220、第一气缸221、气缸组件222、旋转气缸223和第一气动夹具224;所述第一气缸221设置在位于机架20台面中间的支撑架220顶部,并且与旋转气缸223相连接;所述旋转气缸223与气缸组件222相连接,所述气缸组件222与第一气动夹具224相连接。当螺杆进入到定位组件21位置处,第一气缸221带动第一气动夹具224向下运动,旋转气缸223带动第一气动夹具224的夹具端对准螺帽口对螺帽进行吸取,当第一气动夹具224吸取到螺帽后,气缸组件222带动第一气动夹具224上的螺帽移动到拧紧组件23;当拧紧组件23吸取到螺帽后,气缸组件222带动第一气动夹具224回到原来位置,此时,旋转气缸223带动第一气动夹具224的夹具端背离螺帽口,第一气缸221带动第一气动夹具224向上运动,为螺杆的通过预留位置,螺杆继续移动,其一端移动到拧紧组件23吸取到的螺帽处。
29.参见附图4所示,拧紧组件23包括第二气动夹具230、第二传送带231、主动轮232和拧紧电机233;所述第二气动夹具230位于机架20台面的另一端,与主动轮232通过第二传送带231连接;所述主动轮232与拧紧电机233的驱动端相连接,所述拧紧电机233通过电机座
固定在机架20台面上、位于第二气动夹具230一侧。第二气动夹具230吸取第一气动夹具224上的螺帽,拧紧电机233驱动主动轮232进行转动,主动轮232通过第二传送带231带动第二气动夹具230进行转动,因为第二气动夹具230对螺帽进行固定,所以可以将螺帽拧紧到螺杆上,
30.工作原理:
31.螺杆放到传送滚轮15上,传送电机16驱动主传动轮11进行顺时针转动,主传动轮11通过第一传送带13带动从传动轮12进行转动,从传动轮12带动传送滚轮15进行顺时针转动,螺杆通过传送滚轮15运输到定位组件21。
32.当螺杆进入到定位组件21位置处,第一气缸221带动第一气动夹具224向下运动,旋转气缸223带动第一气动夹具224的夹具端对准螺帽口对螺帽进行吸取,当第一气动夹具224吸取到螺帽后,气缸组件222带动第一气动夹具224上的螺帽移动到拧紧组件23;第二气动夹具230吸取第一气动夹具224上的螺帽,当第二气动夹具230吸取到螺帽后,气缸组件222带动第一气动夹具224回到原来位置,此时,旋转气缸223带动第一气动夹具224的夹具端背离螺帽口,第一气缸221带动第一气动夹具224向上运动,螺杆继续移动,其一端移动到拧紧组件23吸取到的螺帽处;定位气缸211带动固定轮组212向下运动,固定轮组212和滚动轮组213对螺杆进行固定,此时拧紧电机233驱动主动轮232进行转动,主动轮232通过传送带带动第二气动夹具230进行转动,将螺帽拧紧到螺杆上。
33.当螺杆上帽拧紧之后,传送电机16驱动主传动轮11进行逆时针的反向转动,使得传送滚轮15进行逆时针的反向转动,将其上面的上过螺帽的螺杆带回。
34.示例性的,所述运输装置1包括运输架10、主传动轮11、若干个从传动轮12、若干条第一传送带13、若干根传动轴14、若干个传送滚轮15和传送电机16;所述从传动轮12和传送滚轮15通过均匀设置在运输架10顶部且相互平行的传动轴14相连接,所述从传动轮12与主传动轮11之间通过第一传送带13相连接,所述主传动轮11与设置在运输架10底部的传送电机16相连接,所述从传动轮12之间通过第一传送带13连接。
35.示例性的,所述运输装置1还包括支撑杆17、若干个限位架18和升降气缸19;所述支撑杆17设置在运输架10顶部、位于传送滚轮15的一侧;所述限位架18与支撑杆17相连,并且均匀分布在支撑杆17上;所述升降气缸19的驱动端与位于支撑杆17中间位置处的限位架18相连接。
36.示例性的,所述限位架18的限位端位于传送滚轮15附近,螺杆位于所述传送滚轮15上,并且与限位架18的限位端相接触。
37.示例性的,所述上帽装置2包括用于承载各种组件的机架20、用于对螺杆进行固定的定位组件21、用于吸取螺帽和移动螺帽的翻转组件22和用于吸取和上帽的拧紧组件23;所述定位组件21、翻转组件22和拧紧组件23均设置在机架20上,其中所述翻转组件22位于定位组件21和拧紧组件23中间。
38.示例性的,所述定位组件21包括定位架210、定位气缸211、固定轮组212和滚动轮组213;所述定位气缸211设置在位于机架20台面一端的定位架210顶部,其驱动端与固定轮组212连接;所述滚动轮组213设置在机架20上、位于固定轮组212的正下方。
39.示例性的,所述翻转组件22包括支撑架220、第一气缸221、气缸组件222、旋转气缸223和第一气动夹具224;所述第一气缸221设置在位于机架20台面中间的支撑架220顶部,
并且与旋转气缸223相连接;所述旋转气缸223与气缸组件222相连接,所述气缸组件222与第一气动夹具224相连接。
40.示例性的,所述拧紧组件23包括第二气动夹具230、第二传送带231、主动轮232和拧紧电机233;所述第二气动夹具230位于机架20台面的另一端,与主动轮232通过第二传送带231连接;所述主动轮232与拧紧电机233的驱动端相连接,所述拧紧电机233通过电机座固定在机架20台面上、位于第二气动夹具230一侧。
41.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。