1.本实用新型属于机械设备技术领域,尤其涉及一种能够快速更换检品机皮带的转动轴。
背景技术:
2.检品机是检测烟标产品是否合格的设备,检品机通过皮带将纸张输送到检测装置中检测纸张外表面的图案是否完整、是否破损等。现有的检品机走纸方式都采用皮带走纸,机速为每小时10万张,皮带长时间高速运转磨损严重,平均每条皮带使用寿命不超过60天。一台设备有20多条皮带,在一个车间具有多台检品机,可多达几百条皮带,每月更换皮带的时间都要上百小时。
3.现有的更换皮带方式需要把皮带传动轴、皮带轮、皮带轴承拆卸下来,装上新的皮带以后再把皮带传动轴、皮带轮、皮带轴承安装回去。整个过程既费时又费力。
技术实现要素:
4.本实用新型目的在于提供一种能够快速更换检品机皮带的转动轴,以解决检品机皮带更换费时费力的技术问题。
5.为实现上述目的,本实用新型的一种能够快速更换检品机皮带的转动轴的具体技术方案如下:
6.一种能够快速更换检品机皮带的转动轴,所述转动轴由两部分组成,分别为左半轴和右半轴,所述左半轴和右半轴之间具有缝隙;所述缝隙的间距大于皮带的厚度,在所述左半轴和右半轴之间的外表面包有包套,所述包套将左半轴和右半轴固定连接为一体,所述包套可拆卸,拆卸包套后皮带可在左半轴和右半轴之间的缝隙穿进穿出。
7.进一步的,所述缝隙的间距为0.5-1.5cm。
8.进一步的,所述左半轴和右半轴的长度比为1:10~2:8。
9.进一步的,所述左半轴和右半轴的长度比为10:1~8:2。
10.进一步的,所述包套分为上下两部分,分别为上套体和下套体,上套体和下套体能够将转动轴的左半轴和右半轴从外面包住,从而将左半轴和右半轴连接为一个整体。
11.进一步的,所述上套体和下套体为半圆弧形,上套体和下套体盖合后为圆柱形套筒,上套体和下套体连接围成的圆柱形套筒内径与转动轴的外径相同。
12.进一步的,所述上套体上与下套体的连接处具有多个第一螺纹孔,所述下套体上与上套体的第一螺纹孔对应的位置具有第二螺纹孔,螺钉穿过上套体的第一螺纹孔和下套体的第二螺纹孔从而将上套体和下套体连接起来。
13.进一步的,所述包套的厚度为1-2cm。
14.进一步的,所述包套的长度为5-10cm。
15.进一步的,所述上套体的第一螺纹孔和下套体上的第二螺纹孔为左右各3组。
16.本实用新型的一种能够快速更换检品机皮带的转动轴具有以下优点:本实用新型
的对原有转动轴进行改进后只需拧开螺钉,拆下包套即可完成皮带的更换,大大缩短了检品机的皮带更换时间。同时不用将整根沉重的转动轴卸下,省时省力,提高了烟标产品检测的效率、节省了人力资源。
附图说明
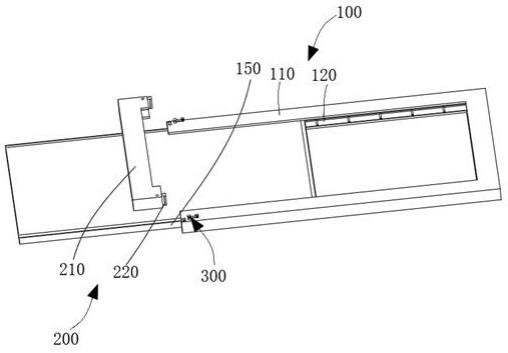
17.图1为检品机纸张传输结构示意图;
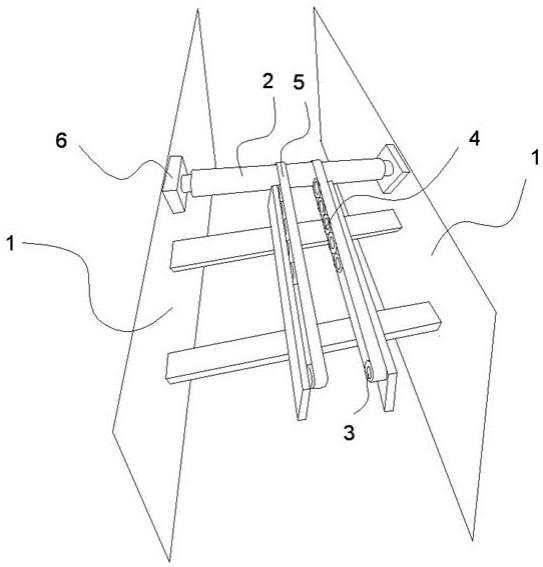
18.图2为本实用新型的皮带转动轴结构示意图;
19.图3为本实用新型的皮带转动轴与包套结构示意图;
20.图4为本实用新型的包套结构示意图;
21.图中标记说明:1、侧板;2、转动轴;3、皮带滚轮;4、传动轮;5、皮带;6、轴承保护套;7、包套;8、螺钉;21、左半轴;22、右半轴;71、上套体;72、下套体;711、第一螺纹孔;721、第二螺纹孔。
具体实施方式
22.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型一种能够快速更换检品机皮带的转动轴做进一步详细的描述。
23.如图1所示,检品机的进纸口具有左右两块侧板1,两块侧板1之间安装有转动轴2,转动轴2两端具有轴承,轴承外具有轴承保护套6。皮带5一端安装在转动轴2中间位置,另一端套在皮带滚轮3上,皮带5中间具有多个传动轮4,皮带5根据需要可以安装2-3根。皮带5在转动轴2的带动下转动,从而带动纸张前进,进入检测装置中进行质量检测。检品机进纸处的机速为每小时10万张,皮带长时间高速运转磨损严重,当皮带磨损后需要定期进行更换,以免影响设备的正常使用。通常,更换皮带时需要先将转动轴2两端的轴承保护套6的螺钉拆卸下来,然后将轴承拆卸下来,最后将转动轴2卸下,然后将新的皮带套进转动轴2,新的皮带套上以后安装好转动轴2的轴承,然后将轴承保护罩6安装好。整个过程废时费力,工人每月需要花费大量时间和力气在更换皮带上。
24.基于上述现有的设备结构,本实用新型进行了一些改进。如图2所示,本实用新型的转动轴2的一端切开,分成两部分,分别为左半轴21和右半轴22,左半轴21和右半轴22之间具有缝隙。缝隙的间距大于皮带的厚度,能够供皮带穿过从而套进转动轴2上。缝隙间距为0.5-1.5cm,当缝隙间距小于0.5cm时,皮带穿过时稍紧,会摩擦到皮带,当缝隙间距大于1.5cm时,间距过大会对下文即将描述的转动轴2外的包套产生较大的压力。因此间距在0.5-1.5cm之间最为合适,优选为1cm。为了避开皮带的安装位置,左半轴21和右半轴22的长度比为1:10~2:8或者10:1~8:2,即切口设置在转动轴2的一端靠近轴承的位置,此处没有皮带位,不影响皮带的正常安装。
25.为了不影响转动轴2的主体功能,在左半轴21和右半轴22之间的外表面包有包套7,包套7将左半轴21和右半轴22重新固定连接为一体,在电机的带动下左半轴21和右半轴22同时跟随转动,不影响转动轴2的主体功能。如图3所示,包套7分为上下两部分,分别为上套体71和下套体72,上套体71和下套体72为半圆弧形,上套体71和下套体72盖合后为圆柱形套筒,能够将转动轴2的左半轴21和右半轴22从外面包住,从而将左半轴21和右半轴22连接为一个整体。上套体71上与下套体72的连接处具有多个第一螺纹孔711,下套体72上与上
套体71的第一螺纹孔711对应的位置具有第二螺纹孔721,螺钉8穿过上套体71的第一螺纹孔711和下套体72的第二螺纹孔721从而将上套体71和下套体72连接起来。上套体71和下套体72连接围成的圆柱形套筒内径与转动轴2的外径相同。因转动轴2的重量大,包套7的厚度不能小于1cm,否则承受不住转动轴2的重量。为了节省材料,包套7的厚度优选为1-2cm。包套7的长度越长,对转动轴2的支撑就越大,但包套7的长度过长不仅浪费材料而且会影响皮带的安装位置,因此经过多次实验得到,包套7的长度优选为5-10cm。为了拆装方便同时保证包套7的牢固性,上套体71的第一螺纹孔711和下套体72上的第二螺纹孔721优选为左右各3组。
26.当需要更换皮带时,首先将包套7上的螺纹拆卸下来。打开包套7,此时对转动轴2加以支撑,将旧皮带从转动轴2的左半轴21和右半轴22之间的间隙取出,然后将新皮带从转动轴2的左半轴21和右半轴22之间的间隙套入,最后套上包套7,将螺钉8拧入包套7的螺纹孔固定,即可完成一次皮带更换。本实用新型的对原有转动轴进行改进后只需拧开螺钉,拆下包套7即可完成皮带的更换,大大缩短了检品机的皮带更换时间。同时不用将整根沉重的转动轴2卸下,省时省力。提高了烟标产品检测的效率、节省了人力资源。
27.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。