1.本实用新型涉及一种电池检测设备,特别是一种动力电池下箱体的气密性检测设备。
背景技术:
2.现今,下箱体气密检测主要为人工手动运用简易工装检查,或水下负压检测,其缺点是:只有简易的密封面去密封下箱体,密封包含了检测区域,其中如高压接插件、低压接插件、msd组件都是在密封时把检测点一起密封,密封区域过多,易把不良的产品误判为良品。
技术实现要素:
3.本实用新型的目的在于:针对现有技术中多点采用同一个密封件,导致密封区域过多,气密性判断准确率低的问题,提供一种多点独立密封的动力电池下箱体的气密性检测设备。
4.为了实现上述实用新型目的,本实用新型提供了以下技术方案:
5.一种动力电池下箱体的气密性检测设备,包括下箱体本体,下箱体本体置于底板上方,底板上设有定位结构和局部密封结构,下箱体本体上方设有型腔密封结构,局部密封结构、型腔密封结构对下箱体本体的周向形成密封,型腔密封结构上开设有进气口;局部密封结构包括可独立运动并对相应接口进行封堵的第一高压接插件、msd接插件、低压接插件。
6.采用上述技术方案的本实用新型,通过将第一高压接插件、msd接插件、低压接插件分开设置,独立运动并可对下箱体本体上的对应接口进行独立密封,减小了密封时的封闭面积,提高了气密性检测的准确率;对气密性进行测量时,将下箱体本体放在底板、型腔密封结构之间,下箱体本体周向的接口通过局部密封结构封堵,以对下箱体本体形成完整地密封,再通过型腔密封结构上的进气口向下箱体本体内吹气,以测量下箱体本体的气密性是否达标。
7.进一步地,第一高压接插件、msd接插件、低压接插件通过各自动力件的推动以对下箱体本体的对应接口形成密封。动力件推动第一高压接插件、msd接插件、低压接插件运动并密封,结构操作简单,效率高。所有密封接插件的结构与对应的接口形状相对应,密封接插件通过仿形设计结构。
8.进一步地,动力件为气缸,三个动力件横向排列并固定在l形安装架上,安装架固定在设备的机架上。横向排列的动力间,与第一高压接插件、msd接插件、低压接插件三者的排列方式相对应。
9.进一步地,第一高压接插件、msd接插件、低压接插件位于下箱体本体的一侧,下箱体本体的对向侧设有防爆阀密封件、水冷密封件、第二高压接插件。下箱体本体另一侧的接口通过独立的结构,如防爆阀密封件、水冷密封件、第二高压接插件进行封堵;上述接插密
封件均设有独立的动力件,动力件也可采用气缸。
10.进一步地,下箱体本体侧面固定有吊耳。吊耳方便下箱体本体的起吊与搬运。
11.进一步地,底板下方设有导轨。导轨便于下箱体本体的移动,实现下箱体本体的自动化气密性测试;自动搬运下箱体检测效率高,减少搬运过程产品与测试工装的碰撞风险。
12.进一步地,下箱体本体沿导轨推进的方向设有定位块、定位销,定位块、定位销所在方向不同。定位块、定位销对下箱体本体的移动位置进行限定,且由于定位块、定位销所在的方向不同,因而可对下箱体本体的两个方向进行定位。
13.进一步地,导轨的外端设有急停控制器;设备的机架上固定有plc控制器、主机、触摸屏,并形成设备的控制系统;机架上还固定有感应器、光栅、气缸组件,以形成设备的安全系统。通过plc控制程序完成电池包下箱体全自动检查,即通过触摸屏设置下箱体气密测试设备程序,设置好的程序通过plc控制回路、对下箱体密封、定位、气密测试、测试数据记录并输出测试报告;通过感应器、安全光栅、气缸组件构成作业安全系统,通过各个安全元器件来保证动力电池下箱体能安全地进行整个检测过程,同时也能保证在设备运行过程中人员的作业的安全。
14.进一步地,型腔密封结构的上方设有气路系统和气密测试仪。
15.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:通过将第一高压接插件、msd接插件、低压接插件分开设置,独立运动并可对下箱体本体上的对应接口进行独立密封,减小了密封时的封闭面积,提高了气密性检测的准确率;对气密性进行测量时,将下箱体本体放在底板、型腔密封结构之间,下箱体本体周向的接口通过局部密封结构封堵,以对下箱体本体形成完整地密封,再通过型腔密封结构上的进气口向下箱体本体内吹气,以测量下箱体本体的气密性是否达标。
附图说明
16.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
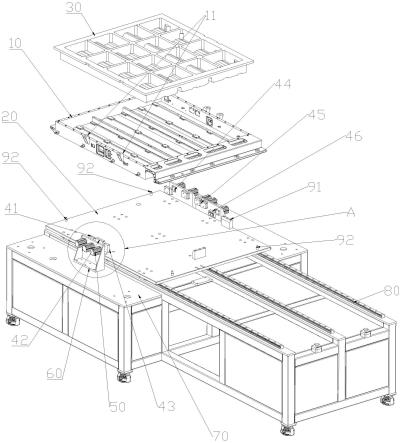
17.图1示出了本实用新型的动力电池下箱体的气密性检测设备的爆炸图。
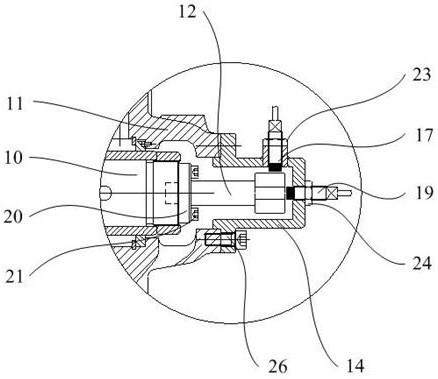
18.图2示出了图1中a处的放大图。
19.图3示出了本实用新型的动力电池下箱体的气密性检测设备的整体图。
20.其中,上述附图包括以下附图标记:
21.10、下箱体本体;11、吊耳;20、底板;30、型腔密封结构;41、第一高压接插件;42、msd接插件;43、低压接插件;44、防爆阀密封件;45、水冷密封件;46、第二高压接插件;50、动力件;60、安装架;70、机架;71、急停控制器;72、plc控制器、73、主机、74、触摸屏;75、感应器;76、光栅;78、气路系统;79、气密测试仪;80、导轨;91、定位块;92、定位销。
具体实施方式
22.需要指出的是,除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施
例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
24.如图1至图3,一种动力电池下箱体的气密性检测设备,包括下箱体本体10,下箱体本体10置于底板20上方,底板20上设有定位结构和局部密封结构,下箱体本体10上方设有型腔密封结构30,局部密封结构、型腔密封结构30对下箱体本体10的周向形成密封,型腔密封结构30上开设有进气口;局部密封结构包括可独立运动并对相应接口进行封堵的第一高压接插件41、msd接插件42、低压接插件43。
25.采用上述技术方案的本实用新型,通过将第一高压接插件41、msd接插件42、低压接插件43分开设置,独立运动并可对下箱体本体10上的对应接口进行独立密封,减小了密封时的封闭面积,提高了气密性检测的准确率;对气密性进行测量时,将下箱体本体10放在底板20、型腔密封结构30之间,下箱体本体10周向的接口通过局部密封结构封堵,以对下箱体本体10形成完整地密封,再通过型腔密封结构30上的进气口向下箱体本体10内吹气,以测量下箱体本体10的气密性是否达标。
26.进一步地,第一高压接插件41、msd接插件42、低压接插件43通过各自动力件50的推动以对下箱体本体10的对应接口形成密封。动力件50推动第一高压接插件41、msd接插件42、低压接插件43运动并密封,结构操作简单,效率高。所有密封接插件的结构与对应的接口形状相对应,密封接插件通过仿形设计结构。
27.进一步地,动力件50为气缸,三个动力件50横向排列并固定在l形安装架60上,安装架60固定在设备的机架70上。横向排列的动力间,与第一高压接插件41、msd接插件42、低压接插件43三者的排列方式相对应。
28.进一步地,第一高压接插件41、msd接插件42、低压接插件43位于下箱体本体10的一侧,下箱体本体10的对向侧设有防爆阀密封件44、水冷密封件45、第二高压接插件46。下箱体本体10另一侧的接口通过独立的结构,如防爆阀密封件44、水冷密封件45、第二高压接插件46进行封堵;上述接插密封件均设有独立的动力件50,动力件50也可采用气缸。
29.进一步地,下箱体本体10侧面固定有吊耳11。吊耳11方便下箱体本体10的起吊与搬运。
30.进一步地,底板20下方设有导轨80。导轨80便于下箱体本体10的移动,实现下箱体本体10的自动化气密性测试;自动搬运下箱体检测效率高,减少搬运过程产品与测试工装的碰撞风险。
31.进一步地,下箱体本体10沿导轨80推进的方向设有定位块、定位销,定位块、定位销所在方向不同。定位块、定位销对下箱体本体10的移动位置进行限定,且由于定位块、定位销所在的方向不同,因而可对下箱体本体10的两个方向进行定位。
32.进一步地,导轨80的外端设有急停控制器71;机架70上固定有plc控制器72、主机73、触摸屏74,并形成设备的控制系统;设备的机架70上还固定有感应器75、光栅76、气缸组件77,以形成设备的安全系统。通过plc控制程序完成电池包下箱体全自动检查,即通过触摸屏74设置下箱体气密测试设备程序,设置好的程序通过plc控制回路、对下箱体密封、定位、气密测试、测试数据记录并输出测试报告;通过感应器75、安全光栅76、气缸组件77构成作业安全系统,通过各个安全元器件来保证动力电池下箱体能安全地进行整个检测过程,同时也能保证在设备运行过程中人员的作业的安全。
33.进一步地,型腔密封结构30的上方设有气路系统78和气密测试仪79。
34.本实用新型的范围并非由上述描述的实施方式来限定,而是由所附的权利要求书及其等价物来限定。
35.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。