1.本实用新型属于加热装置技术领域,具体是一种厚板焊接预热及后热的加热装置。
背景技术:
2.重要构件的焊接、合金钢的焊接及厚重部件的焊接,首先都要对焊接部位及周围进行必须预热,来减缓焊后的冷却速度,降低焊接应力。有冷裂纹倾向的焊件,当焊接工作停止后,若不能立即进行热处理,应进行后热。这种能预热、后热的加热装置,针对这些问题都能迎刃而解,而且结构简单,操作方便,工作效率高,无形之中大大增加了企业的经营成本。
技术实现要素:
3.为了弥补现有技术的不足,本实用新型提供一种厚板焊接预热及后热的加热装置的技术方案。
4.所述的一种厚板焊接预热及后热的加热装置,包括加热装置,所述加热装置包括内圈加热装置和外圈加热装置,所述内圈加热装置与外圈加热装置分别设置在法兰焊接盘的内外两侧,所述加热装置包括钢管,所述钢管的一端设置有连接端,另一端密封设置,所述连接端连接至外接气管上,所述钢管上设置有喷火头。
5.进一步的,所述喷火头设置有多组,均布设置在所述钢管的一侧。
6.进一步的,所述喷火头设置在所述内圈加热装置的钢管的外凸侧;
7.所述喷火头设置在所述外圈加热装置的钢管的内凹侧。
8.进一步的,所述加热装置为圆环状;
9.或者所述加热装置为多段结构,分别通过多段内圈加热装置或外圈加热装置组成圆环状结构。
10.进一步的,所述连接端包括球阀、补心接头以及快速接头,所述球阀螺纹连接在所述钢管上,所述补心接头螺纹连接在所述球阀上,所述快速接头螺纹连接在所述补芯接头上。
11.进一步的,所述钢管上均布设置有圆孔,所述圆孔上焊接设置有安装螺母,所述喷火头与所述安装螺母固定连接。
12.进一步的,所述加热装置还包括直板加热装置,所述直板加热装置上的钢管呈直线型。
13.与现有技术相比,本实用新型有以下优点:
14.焊接较厚重的焊接件时可两侧同时预热,焊接时一侧焊接,另一侧小火焰继续加热,使温度持续保持预热温度,而且焊接完成后可立即后热,这样可以更好的提高焊接质量。制作简单,操作方便,可根据厂里现有的资源制作,工作效率高,制作使用成本低,具有很好的使用及经济价值。
附图说明
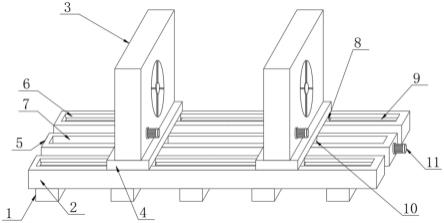
15.图1为本实用新型加热装置安装使用示意图;
16.图2为本实用新型外圈加热装置结构示意图;
17.图3为本实用新型内圈加热装置结构示意图;
18.图4为本实用新型直板加热装置结构示意图。
具体实施方式
19.下面结合附图对本实用新型作进一步说明。
20.如图1-3所示,一种厚板焊接预热及后热的加热装置,包括加热装置1,加热装置包括内圈加热装置2和外圈加热装置3,内圈加热装置2与外圈加热装置3分别设置在法兰焊接盘4的内外两侧,加热装置1包括钢管101,钢管101的一端设置有连接端102,另一端密封设置,连接端102连接至外接气管上,钢管101上设置有喷火头103。
21.喷火头103设置有多组,均布设置在钢管101的一侧。例如喷火头103设置在内圈加热装置2的钢管101的外凸侧;或者喷火头103设置在外圈加热装置3的钢管101的内凹侧。
22.加热装置1为圆环状,或者加热装置1为多段结构,分别通过多段内圈加热装置2或外圈加热装置3组成圆环状结构。钢管101上均布设置有圆孔,圆孔上焊接设置有安装螺母,喷火头103与安装螺母固定连接。
23.连接端102包括球阀1021、补心接头1022以及快速接头1023,球阀1021螺纹连接在钢管101上,补心接头1022螺纹连接在球阀1021上,快速接头1023螺纹连接在补芯接头1022上。
24.如图4所示,另一种实施例为,加热装置1为直板加热装置5,直板加热装置5上的钢管101呈直线型。
25.快速接头1023为8mm快速接头,补芯接头为4分转6分铜补芯接头,球阀1021为nd20球阀。
26.外接气管为乙炔皮管,乙炔皮管两端分别与快速接头1023以及乙炔气管接头相连,打开乙炔气管接头的阀门及钢管101上球阀1021,点燃若干个均匀分布的喷火头103,即可对焊接件预热。焊接较厚重的焊接件时可两侧同时预热,焊接时一侧焊接,另一侧小火焰继续加热,使温度持续保持预热温度,而且焊接完成后可立即后热,这样可以更好的提高焊接质量。
27.其中,钢管101的直径为27mm,可以通过弯曲来加工成符合我们所焊接工件的形状,也可以根据焊接件的长度,制作不同长度的加热装置。
28.喷火头可以选用不同型号的喷头,根据喷头型号大小来选择火焰的大小,控制温度的高低。钢管101上有多个喷火头103并排组合一起火焰加热,预热效率大大增加,工作效率高。且喷火头103是螺纹连接,可以自由拆卸安装,灵活方便。
29.制作简单,操作方便,可根据厂里现有的资源制作,工作效率高,制作使用成本低,具有很好的使用及经济价值。
技术特征:
1.一种厚板焊接预热及后热的加热装置,其特征在于包括加热装置(1),所述加热装置包括内圈加热装置(2)和外圈加热装置(3),所述内圈加热装置(2)与外圈加热装置(3)分别设置在法兰焊接盘(4)的内外两侧,所述加热装置(1)包括钢管(101),所述钢管(101)的一端设置有连接端(102),另一端密封设置,所述连接端(102)连接至外接气管上,所述钢管(101)上设置有喷火头(103)。2.根据权利要求1所述的一种厚板焊接预热及后热的加热装置,其特征在于所述喷火头(103)设置有多组,均布设置在所述钢管(101)的一侧。3.根据权利要求2所述的一种厚板焊接预热及后热的加热装置,其特征在于所述喷火头(103)设置在所述内圈加热装置(2)的钢管(101)的外凸侧;所述喷火头(103)设置在所述外圈加热装置(3)的钢管(101)的内凹侧。4.根据权利要求1所述的一种厚板焊接预热及后热的加热装置,其特征在于所述加热装置(1)为圆环状;或者所述加热装置(1)为多段结构,分别通过多段内圈加热装置(2)或外圈加热装置(3)组成圆环状结构。5.根据权利要求1所述的一种厚板焊接预热及后热的加热装置,其特征在于所述连接端(102)包括球阀(1021)、补芯接头(1022)以及快速接头(1023),所述球阀(1021)螺纹连接在所述钢管(101)上,所述补芯接头(1022)螺纹连接在所述球阀(1021)上,所述快速接头(1023)螺纹连接在所述补芯接头(1022)上。6.根据权利要求3所述的一种厚板焊接预热及后热的加热装置,其特征在于所述钢管(101)上均布设置有圆孔,所述圆孔上焊接设置有安装螺母,所述喷火头(103)与所述安装螺母固定连接。7.根据权利要求1所述的一种厚板焊接预热及后热的加热装置,其特征在于所述加热装置(1)还包括直板加热装置(5),所述直板加热装置(5)上的钢管(101)呈直线型。
技术总结
本实用新型公开一种厚板焊接预热及后热的加热装置,包括加热装置,所述加热装置包括内圈加热装置和外圈加热装置,所述内圈加热装置与外圈加热装置分别设置在法兰焊接盘的内外两侧,所述加热装置包括钢管,所述钢管的一端设置有连接端,另一端密封设置,所述连接端连接至外接气管上,所述钢管上设置有喷火头。焊接较厚重的焊接件时可两侧同时预热,焊接时一侧焊接,另一侧小火焰继续加热,使温度持续保持预热温度,而且焊接完成后可立即后热,这样可以更好的提高焊接质量。制作简单,操作方便,可根据厂里现有的资源制作,工作效率高,制作使用成本低,具有很好的使用及经济价值。具有很好的使用及经济价值。具有很好的使用及经济价值。
技术研发人员:卢定敏 赵秀娥 金佳斌 陈世华
受保护的技术使用者:浙江海重重工有限公司
技术研发日:2021.12.24
技术公布日:2022/6/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。