1.本实用新型属于切割装置技术领域,具体地说是涉及一种多节膜壳自动送料切割装置。
背景技术:
2.多节膜壳为了生产方便、提高生产效率,常常是整根成型,每一整根就包括多个膜壳,那么在生产装配过程中,就需要将其进行定长切断,现有为人工送料至切割机位,进行切割。由于具体切割长度是根据人工预估,导致膜壳长短不一,不方便后续加工。
技术实现要素:
3.本实用新型的目的是提供一种多节膜壳自动送料切割装置,其意在解决背景技术中存在的技术问题。
4.为解决上述技术问题,本实用新型的目的是这样实现的:
5.一种多节膜壳自动送料切割装置,包括
6.移动支撑机构和固定支撑机构;所述移动支撑机构活动设置于机架,所述固定支撑机构固设于机架,所述移动支撑机构可相对所述固定支撑机构直线往复移动;
7.移送机构,所述移送机构将待切割的多节膜壳移送至所述移动支撑机构和所述固定支撑机构上,借助所述移动支撑机构和所述固定支撑机构将所述多节膜壳定位支撑;
8.切割机构;所述移动支撑机构推动所述多节膜壳进入所述切割机构设定长度后,所述切割机构将所述多节膜壳定长切断。
9.在上述方案的基础上并作为上述方案的优选方案:所述移动支撑机构包括 rgv。
10.在上述方案的基础上并作为上述方案的优选方案:还包括无动力输送线,所述无动力输送线位于所述切割机构的出口端。
11.在上述方案的基础上并作为上述方案的优选方案:还包括动力输送线,所述动力输送线的入口端临近所述无动力输送线的出口端。
12.在上述方案的基础上并作为上述方案的优选方案:还包括过渡输送线,所述动力输送线与所述无动力输送线平行设置,所述过渡输送线位于所述动力输送线和所述无动力输送线之间,切割后的膜壳可在外力作用下由所述过渡输送线移动至所述动力输送线上。
13.在上述方案的基础上并作为上述方案的优选方案:所述动力输送线向移送机构的工作范围下方延伸。
14.在上述方案的基础上并作为上述方案的优选方案:所述固定支撑机构上设置有直径测量装置。
15.在上述方案的基础上并作为上述方案的优选方案:所述移送机构包括搬运抓手和桁架,所述桁架包括横向桁架和纵向桁架,所述横向桁架可沿所述纵向桁架移动,所述所述搬运抓手沿所述横向桁架长度方向移动。
16.本实用新型相比现有技术突出且有益的技术效果是:本技术可以根据现有来料进
行自动测长、送料及切割,摆脱人工搬运送料、切割。
附图说明
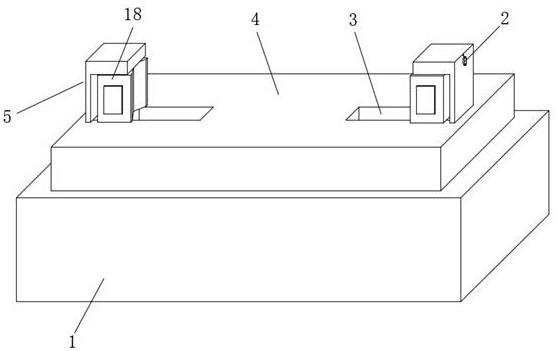
17.图1是本实用新型的整体结构示意图。
具体实施方式
18.为使本技术的目的、技术方案和优点更加清楚,下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部实施例。基于已给出的实施例,本领域普通技术人员在未做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.在本技术的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
20.在本技术的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
21.需要说明的是,术语“电解液”、“胶化剂”均为本领域的现有材料且常规使用的材料,并且上述技术特征也是不本实用新型的实用新型点,因此,对于“电解液”、“胶化剂”的成分不作赘述。
22.一种多节膜壳自动送料切割装置,包括
23.移动支撑机构1和固定支撑机构2;移动支撑机构活动设置于机架,固定支撑机构2固设于机架,移动支撑机构1可相对固定支撑机构2直线往复移动;本技术优选移动支撑机构1包括rgv,rgv上固设于夹具,因为rgv的运动状态可以通过现有的控制技术进行预设,所以其移动距离也就是可调和可控的;本技术中的固定支撑机构2也具有夹具,不过与移动支撑机构1上的夹具不同之处在于,固定支撑机构2在将多节膜壳夹持后,多节膜壳仍然可以沿其轴向进行移动,例如在固定支撑机构2与多节膜壳接触位置上设置多个滚轮,通过滚轮的转动便可以实现在将多节膜壳夹持定位的同时还可以让其移动,由此,通过rgv以及其携带的夹具并可以推动多节膜壳沿其轴向移动,实现送料,同时其送料长度可以通过程序预设,由此实现定长。本实施方式进一步优选固定支撑机构2上设置有直径测量装置,由于多节膜壳7沿其轴向存在多段外径以及变径,通过设置于固定支撑机构2上的直径测量装置,便可以对其夹持的多节膜壳7的外径进行监测;例如,可以预设多节膜壳7外径最大位置为定长切断的起点位置,那么rgv就可以相对这个起点位置移动设定的长度便可以实现精准的测量以及定长。需要说明的是直径测量装置与现有技术无异,例如雷达测距或者激光测距均可以实现,这里不再赘述。通过采用rgv可实现自动送料的形式,解决了人工送料的繁重,对于切割长度也可以保证其统一。
24.移送机构3,移送机构3将待切割的多节膜壳7移送至移动支撑机构1和固定支撑机构2上,借助移动支撑机构1和固定支撑机构2将多节膜壳7定位支撑;本技术中,移送机构3包括搬运抓手31和桁架32,桁架32包括横向桁架和纵向桁架,横向桁架可沿纵向桁架移动,搬运抓手31沿横向桁架长度方向移动,由此在移送机构3的抓取范围内设置一个多节膜壳
料架,搬运夹爪31便可以通过横向和纵向的移动并且在竖直方向上移移动实现从多节膜壳料架抓取带切割的多节膜壳,然后将其放置在移动支撑机构1和固定支撑机构2上,并通过移动支撑机构1和固定支撑机构2将其夹持和定位。
25.切割机构4;移动支撑机构1的rgv推动多节膜壳7进入切割机构4达到预设长度后,切割机构4在移动支撑机构1间歇停止的期间将多节膜壳7定长切断,随后移动支撑机构1继续推动多节膜壳7向前移动。本技术优选还包括无动力输送线5,无动力输送线5位于切割机构4的出口端,经过切割机构4切割后的多节膜壳7后获得了膜壳产品8,并且在移动支撑机构1的进一步带动下,进入到切割机构4内的多节膜壳7将切割机构4内的膜壳产品8顶出到无动力输送线5上,在无动力输送线5的侧边站有一工作人员10;还包括动力输送线 6,动力输送线6的入口端临近无动力输送线5的出口端,那么通过工作人员10 推动位于无动力输送线5上的膜壳产品8到动力输送线6上;本实施方式进一步优选,还包括过渡输送线9,动力输送线6与无动力输送线5平行设置,过渡输送线9位于动力输送线6和无动力输送线5之间,那么切割后的膜壳可在工作人员10推动作用下由过渡输送线9移动至动力输送线6上,过渡输送线9采用和膜壳产品8向平行设置的多个滚轮,从而明显的降低工作人员推动膜壳产品8需要的力量,使其能够轻松顺利的滚入到动力输送线上;当然,为了防止滚动的膜壳产品由动力输送线6另一侧滚下,本实施方式优选在动力输送线6 远离过渡输送线9的一侧设置后护栏,从而在膜壳产品8未能及时停止的时候拦下膜壳产品,从而避免其滚落。
26.进一步的,本实施方式优选,动力输送线6向移送机构3的工作范围下方延伸。从而可以借助移送机构3将其送入到下一工位,进一步提高自动化程度,减少人力。
27.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。