1.本实用新型涉及一种供料设施,尤其是涉及一种片状类金属零件的供料工装。
背景技术:
2.在工业生产中,片状类金属零件如钢质薄片或铁质薄片在很多领域有着广泛的应用,如制造发动机排气歧管或涡轮增压器部件的隔热罩采用了热浸镀铝钢板作为原材料。目前,这类片状类金属零件在取料时均为整包分装形式,在加工流水线上供料时再进行分离。现在很多加工流水线上采用人工对叠放在一起的片状类金属零件进行分离操作,这种分离方式存在以下问题:1)需要人工从上而下一片一片分开供给加工流水线的下一个工序,工作量非常大,工人劳动强度大,且容易出错;2)人工分离速度慢,难以与加工流水线上的自动化设备对接,导致生产效率低下。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种片状类金属零件的供料工装,其能够实现自动供料,减轻了工人的劳动强度,且避免了供料出错,自动供料速度快,能够很好地与加工流水线上的自动化设备对接,能够大幅提高生产效率。
4.本实用新型解决上述技术问题所采用的技术方案为:一种片状类金属零件的供料工装,其特征在于包括多个供料单元,所述的供料单元由多根平行且竖直设置的限位导向杆和一个强磁铁装置组成,多根所述的限位导向杆分散设置围成一个用于刚好容纳由数片片状类金属零件堆叠形成的零件堆垛体的容纳空间,所述的容纳空间内容纳的零件堆垛体的每一侧至少由一根所述的限位导向杆限位,所述的强磁铁装置布置于所述的容纳空间的最大容纳量区域位置外,且贴近限位所述的容纳空间内容纳的零件堆垛体的任一侧的所述的限位导向杆,在所述的容纳空间内容纳的零件堆垛体的顶部与所述的强磁铁装置的位置对应时,所述的强磁铁装置使所述的容纳空间内容纳的零件堆垛体的最上面两片片状类金属零件靠近其的一侧分离便于吸盘吸附片状类金属零件进行供料。
5.该供料工装还包括机架和移动基板,所述的移动基板可移动地设置于所述的机架的顶部上,所述的移动基板的顶部划分有多个区域,每个所述的区域上布置一个所述的供料单元,所述的限位导向杆的底部与所述的移动基板连接,所述的强磁铁装置通过安装支架与所述的移动基板连接。通过将移动基板的顶部划分为多个区域,每个区域布置一个供料单元,这样通过移动移动基板可确保连续供料。
6.所述的机架与所述的移动基板之间设置有用于驱动所述的移动基板沿所述的机架的长度方向移动的移动驱动机构。利用移动驱动机构使移动基板在机架上移动,在一个零件堆垛体被供料完毕后进行下一个零件堆垛体的供料。
7.所述的移动驱动机构包括移动气缸、直线导轨和滑块,所述的移动气缸水平安装于所述的机架的上部的长度方向的一侧上,所述的移动气缸的气缸杆通过连接轴与所述的移动基板的底部连接,所述的机架的顶部的长度方向的两侧对称设置有所述的直线导轨,
所述的移动基板的底部设置有与所述的直线导轨相配合的所述的滑块。
8.所述的机架上设置有用于使所述的容纳空间内容纳的零件堆垛体的顶部处于所述的容纳空间的最大容纳量区域位置处的上推机构。利用上推机构来确保取料的顺利进行。
9.所述的移动基板上与每个所述的容纳空间的中心区域对准的位置上开设有穿过孔,所述的上推机构包括用于与所述的容纳空间内容纳的零件堆垛体的底部抵接的推板,所述的移动基板移动使所述的穿过孔正对所述的推板,施力于所述的推板使所述的推板上移,所述的推板通过所述的穿过孔推动所述的容纳空间内容纳的零件堆垛体在所述的限位导向杆导向作用下直线上移使所述的容纳空间内容纳的零件堆垛体的顶部处于所述的容纳空间的最大容纳量区域位置处。由于在供料过程中零件堆垛体的片状类金属零件会越来越少,而吸盘吸附片状类金属零件的位置一般是固定的,因此在供料过程中需确保零件堆垛体的顶部即取料的位置,设定容纳空间的最大容纳量区域位置为取料的位置,利用推板推动零件堆垛体上移使零件堆垛体的顶部处于容纳空间的最大容纳量区域位置处。
10.所述的上推机构还包括用于驱动所述的推板上下移动的推动驱动机构,所述的推动驱动机构采用伺服电机结合丝杆和丝母的结构或采用电机结合涡杆和涡轮的结构。
11.所述的上推机构还包括用于使所述的推板上下移动更为稳定的导向机构,所述的导向机构采用导向杆和导向套配合的结构。导向机构的设置是为了使推板上下移动更为稳定可靠。
12.所述的移动基板上靠近每个所述的容纳空间安装有用于检测所述的容纳空间内是否存在片状类金属零件的检测器。利用检测器来判定是否供料完毕,如果完毕则使移动基板移动,用下一个零件堆垛体进行供料。
13.所述的移动基板上开设有数个安装孔,安装孔不仅用于安装限位导向杆、安装支架和检测器,而且将限位导向杆通过不同安装孔来安装,可扩大容纳空间或缩小容纳空间,适应于容纳不同尺寸的片状类金属零件。
14.与现有技术相比,本实用新型的优点在于:
15.1)多根限位导向杆分散设置使零件堆垛体始终位于容纳空间内,在容纳空间的最大容纳量区域位置外设置强磁铁装置,且强磁铁装置贴近限位零件堆垛体的任一侧的限位导向杆,这样当零件堆垛体的顶部位于容纳空间的最大容纳量区域位置时,强磁铁装置会吸附片状类金属零件,但在限位导向杆的限定下,最上面的几片片状类金属零件朝向强磁铁装置的一侧只能往上移动,这样至少最上面的两片片状类金属零件被迫分离,此时用吸盘就可轻易的吸附住最上面的一片片状类金属零件,而不会带动下一片片状类金属零件,实现了自动供料。
16.2)能够实现自动供料,减轻了工人的劳动强度,且在强磁铁装置的作用下避免了供料出错;自动供料速度快,能够很好地与加工流水线上的自动化设备对接,能够大幅提高生产效率。
附图说明
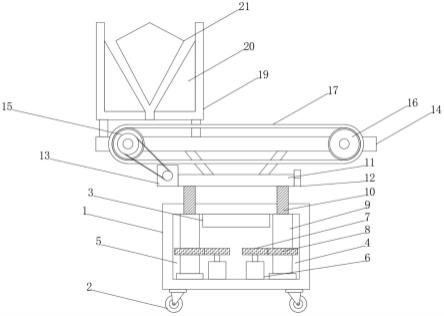
17.图1为本实用新型的供料工装的立体结构示意图一;
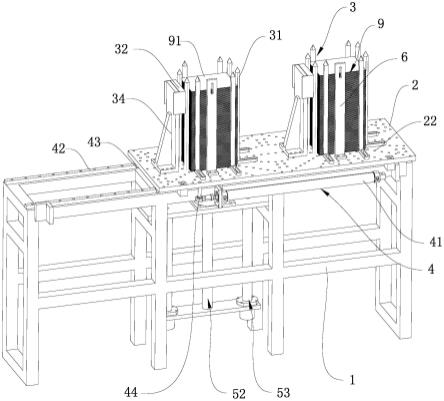
18.图2为本实用新型的供料工装的立体结构示意图二;
19.图3为本实用新型的供料工装(一个容纳空间未容纳零件堆垛体的情况)的立体结构示意图;
20.图4为本实用新型的供料工装的局部结构示意图。
具体实施方式
21.以下结合附图实施例对本实用新型作进一步详细描述。
22.本实用新型提出的一种片状类金属零件的供料工装,如图所示,其包括机架1、移动基板2、两个供料单元3,移动基板2可移动地设置于机架1的顶部上,移动基板2的顶部划分有两个区域,每个区域上布置一个供料单元3,供料单元3由八根平行且竖直设置的限位导向杆31和一个强磁铁装置32组成,限位导向杆31的底部与移动基板2连接,八根限位导向杆31分散设置围成一个用于刚好容纳由数片片状类金属零件91堆叠形成的零件堆垛体9的容纳空间(图中未示出),容纳空间内容纳的零件堆垛体9的每一侧由两根限位导向杆31限位,强磁铁装置32布置于容纳空间的最大容纳量区域位置外,且贴近限位容纳空间内容纳的零件堆垛体9的任一侧的限位导向杆31,强磁铁装置32通过安装支架34与移动基板2连接,在容纳空间内容纳的零件堆垛体9的顶部与强磁铁装置32的位置对应时,强磁铁装置32至少使容纳空间内容纳的零件堆垛体9的最上面两片片状类金属零件91靠近其的一侧分离便于吸盘(图中未示出)吸附片状类金属零件91进行供料。通过将移动基板2的顶部划分为多个区域,每个区域布置一个供料单元3,这样通过移动移动基板2可确保连续供料;容纳空间的最大容纳量区域位置可设置,为吸盘吸附片状类金属零件91的位置。
23.在本实施例中,机架1与移动基板2之间设置有用于驱动移动基板2沿机架1的长度方向移动的移动驱动机构4,移动驱动机构4包括移动气缸41、直线导轨42和滑块43,移动气缸41水平安装于机架1的上部的长度方向的一侧上,移动气缸41的气缸杆通过连接轴44与移动基板2的底部连接,机架1的顶部的长度方向的两侧对称设置有直线导轨42,移动基板2的底部设置有与直线导轨42相配合的滑块43。利用移动驱动机构4使移动基板2在机架1上移动,在一个零件堆垛体9被供料完毕后进行下一个零件堆垛体9的供料。
24.在本实施例中,机架1上设置有用于使容纳空间内容纳的零件堆垛体9的顶部处于容纳空间的最大容纳量区域位置处的上推机构5,利用上推机构5来确保取料的顺利进行,移动基板2上与每个容纳空间的中心区域对准的位置上开设有穿过孔21,上推机构5包括用于与容纳空间内容纳的零件堆垛体9的底部抵接的推板51,移动基板2移动使穿过孔21正对推板51,施力于推板51使推板51上移,推板51通过穿过孔21推动容纳空间内容纳的零件堆垛体9在限位导向杆31导向作用下直线上移使容纳空间内容纳的零件堆垛体9的顶部处于容纳空间的最大容纳量区域位置处。由于在供料过程中零件堆垛体9的片状类金属零件91会越来越少,而吸盘吸附片状类金属零件91的位置一般是固定的,因此在供料过程中需确保零件堆垛体9的顶部即取料的位置,设定容纳空间的最大容纳量区域位置为取料的位置,利用推板51推动零件堆垛体9上移使零件堆垛体9的顶部处于容纳空间的最大容纳量区域位置处。
25.在本实施例中,上推机构5还包括用于驱动推板51上下移动的推动驱动机构52和用于使推板51上下移动更为稳定的导向机构53,导向机构53的设置是为了使推板51上下移动更为稳定可靠,推动驱动机构52采用伺服电机结合丝杆和丝母的结构或采用电机结合涡
杆和涡轮的结构,导向机构53采用导向杆和导向套配合的结构。
26.在本实施例中,移动基板2上靠近每个容纳空间安装有用于检测容纳空间内是否存在片状类金属零件91的检测器6。利用检测器6来判定是否供料完毕,如果完毕则使移动基板2移动,用下一个零件堆垛体9进行供料。
27.在本实施例中,移动基板2上开设有数个安装孔22,安装孔22不仅用于安装限位导向杆31、安装支架34和检测器6,而且将限位导向杆31通过不同安装孔22来安装,可扩大容纳空间或缩小容纳空间,适应于容纳不同尺寸的片状类金属零件91。
28.在本实施例中,强磁铁装置32采用现有技术;移动气缸41采用现有的活塞式气缸;伺服电机结合丝杆和丝母的结构或电机结合涡杆和涡轮的结构为常规结构;导向杆和导向套配合的结构为常规结构;检测器6采用现有的能够检测金属物件是否存在的传感器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。