支持rfid标签的针护罩
1.本技术是申请人为:艾斯曲尔医疗公司,申请日为:2017年6月22日,申请号为:201780039503.1,名称为:支持rfid标签的针护罩的发明的分案申请。
技术领域
2.本发明涉及rfid标签在医疗设备中的使用,更具体地说,涉及一种结合到注射装置的针护罩组件中或附接到其上的rfid标签。这种支持rfid标签的针护罩可用于跟踪产品生命周期,包括设计用于输送一剂或多剂药剂的注射装置的制造、组装和分销历史。
背景技术:
3.在医疗设备的设计、制造、组装,分销和销售领域中,能够跟踪各个设备或成批设备的从制造寿命初期直至设备的最终使用的历史变得非常重要。对于诸如自动注射器等注射装置,注射装置的可追溯性和连贯性、以及数据记录和检索能力正在成为一种标准。这种数据载体系统应该与医疗设备整合在一起,优选从代表制造或产品寿命期的初始的设备部件开始。例如,rfid标签(芯片)的使用应允许在医疗设备的整个历史中的数据写入和数据读取,包括从药品制造商、填充/完成过程、设备组装步骤、配送中心直至最终用户、医疗服务人员和患者的数据。通过将rfid标签结合到这样的设备部件中,建立于设备历史之上的产品、过程和事件历史能够像设备本身的谱系一样存储,而无需将相关信息存储在需要从设备制造、分销和使用所涉及的各方访问信息的单独或远程的数据库中。
4.这种跟踪系统在设备质量控制中也是有用的,由此能符合特定的物理、机械和化学标准,以确保设备的适当机械功能。在注射装置的情况中,这包括在注射器制造过程期间以及在装置制造、填充和包装/组装过程期间出现的标准。具有写入各个装置和从各个装置读取的质量控制数据能够最大限度地降低报废率,从而减少与预先填充到这些装置中的昂贵药剂相关的损失。对于最终用户关于装置的特定部件或整个最终装置本身的质量投诉,有时并不容易清楚地确定根本原因并同时具有可追溯性,以根据与每个产品相关联的附加信息识别相关产品。
5.鉴于与注射装置相关的上述愿望和目标,需要提供一种允许跟踪注射装置的统一方案。本发明通过提供一种支持rfid标签的针护罩组件来满足这些目标和需求,该针护罩组件从制造过程的最初时刻直至用户开始注射药剂之前的时刻始终与装置保持在一起。通过阅读以下的进一步详细说明和所附的附图,本发明的其它优点和目的将变得明显。
技术实现要素:
6.本发明的一个主要目的是提供一种针护罩组件,该针护罩组件提供固定附接至预充注射器或配置为容纳一剂或多剂药剂(例如药物)的其它容器的注射针或其它药剂输送口的无菌外壳。所述针护罩组件包括由与注射针或药剂出口的远端形成无菌且不渗漏流体的密封的材料制成的内部部分。该针护罩固定附接有配置为读写装置的rfid标签,该rfid标签可在整个产品寿命期中存储数据,并且可在整个产品寿命期中根据需要随时通过rfid
读取器读取。在某些情况下,所述rfid标签是只读的并具有仅包含唯一产品标识数据的存储器可能是有益的。
7.所述针护罩组件还可包括硬外罩和软内罩,其中硬外罩附接至软内罩,使得硬外罩的轴向移动引起软内罩的轴向移动。在某些情况下,所述rfid标签优选固定附接至硬外罩。这可通过多种紧固件中的一种来实现,例如卡扣配合、镶嵌、共模成型、粘接、层压、带捆、压入配合、或者这些附接方法的任何组合。所述针护罩组件还可具有与rfid标签电连通的天线。
8.所述针护罩组件可以是成品注射装置的一部分,其中针护罩组件附接至药剂容器,该药剂容器结合到组装好的注射装置中,例如笔式注射装置、使用预充注射器的自动注射装置、输液泵输送系统或贴片式装置。除了支持rfid标签的针护罩组件之外,注射装置本身可具有与该装置的一个或多个部件相关联的一个或多个rfid标签。这些附加的rfid标签可配置为与附接至针护罩组件的rfid标签交换信息。
9.本发明的另一方面涉及跟踪包括支持rfid标签的针护罩组件的药剂容器或结合有针护罩组件的注射装置的寿命期的方法,所述跟踪从rfid标签附接至针护罩然后该组件可移除地附接至与药剂容器(例如注射器筒)连接的注射针上以与注射针的远端形成无菌且不渗漏流体的密封的时间点开始。随着药剂容器通过制造成品注射装置的多个制造过程(例如硅化、药剂填充、运输、质量控制测试、仓储、与其它部件结合或结合在其它部件中),从该rfid标签读取或向其写入数据。
10.通过适当地参照附图阅读以下详细说明,本领域技术人员能够更清晰地理解本发明的支持rfid标签的针护罩的各个方面的这些优点和其它优点以及实现它们的方式。
附图说明
11.下面将参照附图更详细地说明本发明,在附图中:
12.图1是本公开的一种实施方式的药物输送装置的透视图;
13.图2是图1的药物输送装置的横截面图,示出了本公开的支持rfid标签的针护罩组件的一种实施方式;
14.图3是图1的实施方式处于分解状态时的部件分解透视图;
15.图4是图1的装置的一部分的部件分解透视图;
16.图5是本公开的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
17.图6是可用于制造本公开的支持rfid标签的针护罩组件的一种实施方式的模芯销的透视图;
18.图7是本公开的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
19.图8是本公开的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
20.图9是本公开的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
21.图10是本公开的具有天线的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
22.图11是本公开的具有天线的支持rfid标签的针护罩组件的一种实施方式的示意性横截面图;
23.图12是本公开的rfid标签和天线组合的一种实施方式的示意图;和
24.图13是图1的药物输送装置附接有装置附件时的透视图。
具体实施方式
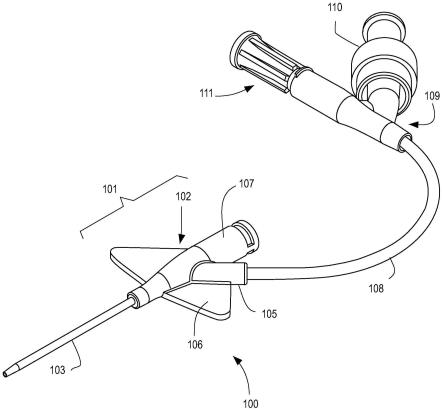
25.不仅能够跟踪医疗设备的从设备制造和组装的初始阶段到最后的最终使用阶段的历史或产品寿命期而且还能够在整个历史中读取和写入数据的能力是确保只向最终用户提供高质量且安全的医疗设备的一个重要优点。在注射装置领域中,尤其是在利用包含药剂的预充注射器的注射装置领域中,已经发现,将rfid标签在装置历史的早期结合到组装为装置的一部分的单个装置部件中能实现准确跟踪特定装置或特定批次装置的能力或可追溯性。典型情况下,注射装置包括主壳体,该主壳体包围用于设定药剂剂量和/或用于输送容纳在处于主壳体中或附接至主壳体的独立容器内的药剂的机构。图1示出了可在本发明中使用的注射装置的一个示例。这种特定的注射装置是自动注射器。
26.附图中示出的药物输送装置100包括前端或近端10和后端或远端61。前端10包括大致为管状的前主体12,该前主体12具有如图1和图2所示的用于观察注射器16的细长开口14,并且具有稍稍变窄的前端12a(参见图3)。装置100的后端61具有后部管状后主体13,该后主体13通过连接部15(参见图2)与前主体12连接,其中该连接部15的一部分位于前主体12上,并且配合的连接器位于后主体13上。在前主体12内设有可轴向滑动地布置的针护罩20。该针护罩20大致为管状,具有第一前部22和第二后部24,第一前部22具有一定的直径,而第二后部24具有比前部22大的直径,这些部分通过中间圆锥形部分26连接起来。在针护罩20的相对侧沿着针护罩20布置有两个细长槽28,这些细长槽28也用于观察注射器,并用于导引外主体57的轴向移动。在锥形部分26的内表面上布置有周向横档30。在针护罩20的后端布置有彼此相对的两个开口34,其中每个开口32布置有稍稍向内探入的柔性舌片34。
27.在针护罩20内布置有注射器托架组件36,并且该注射器托架组件36可向近侧方向轴向滑动。如图2-4所示的注射器托架组件36包括外主体57和内主体56,这两个主体优选为管状形状,内主体56装配在外主体57内,并可相对于外主体57滑动。注射器16布置在内主体56中,使得注射器和内主体56之间没有相对轴向移动。柱塞60与注射器16的塞件16d接触。柱塞60和塞件16d之间的这种接触防止注射器16向远侧方向移动。作为护帽组件50的一部分的尖舌54也阻止注射器16在内主体内相对于内主体移动。这些舌片抓住附接有rfid标签202的针护罩50b,并有助于将注射器16保持就位,直到护帽50在使用该装置之前被移除。注射器和内主体之间没有直接的附接或连接。内主体56的近端56c是锥形的或变窄的,以在注射器16被置于内主体56内时容纳注射器16的近端。外主体57以允许内主体56与外主体57之间相对轴向移动的方式套在内主体56上。
28.由于注射器16在注射过程中与注射器托架组件36一起轴向移动,因此在该过程中的某一点,注射器托架组件36会遇到位于前主体12的内表面上的硬止挡件12b,该硬止挡件阻止组件36向前或向近侧移动。为了防止损坏注射器16和/或防止作为接受注射的人体验到的不应有的触觉感受的反冲现象,需要提供力消除机构,以最大限度地减少或消除这些可能的不良后果。一种这样的力消除机构包括阻尼环58,该阻尼环58用作该注射器托架组件36的第三部件。阻尼环58套在内主体56的外表面56a上,或者配装到位于外主体57的远端处的杯状部分57a中并邻接面向远端的内唇部57b。
29.内主体56也是中空管,它具有锥形或变窄的开口近端56c,该近端56c具有能够收
纳和保持注射器16的近端的内部形状,从而仅允许固定的注射针16c和/或针座组件16b从内主体56向近侧突出(参见图2)。内主体56的远端终止在凸缘构造中,该凸缘构造的直径大于内主体56的外径。该凸缘提供用于与注射器的凸缘邻接的远侧支承面以及用于与阻尼环58的远侧支承面邻接的近侧支承面56h。
30.虽然内主体56和外主体57可相对于彼此轴向移动,但是内主体和外主体彼此旋转固定,即,两个主体不能相对于彼此旋转。如上所述,柱塞60与注射器16的塞件16d接触。柱塞60和塞件16d之间的这种接触防止注射器16向远侧方向移动。作为护帽组件50的一部分的尖舌54也阻止注射器16在内主体内相对于内主体移动(参见图4)。这些舌片抓住针护罩50b并有助于将注射器16保持就位,直到护帽50在使用该装置之前被移除。注射器和内主体之间没有直接的附接或连接。内主体56的近端56c是锥形的或变窄的,以在注射器16被置于内主体内时容纳注射器16的近端。外主体57以允许内主体56与外主体57之间相对轴向移动的方式套在内主体56上。
31.针护罩50b附接至保持注射器16的注射针16c的固定针座16b,该针护罩50b与注射器16的固定针座16b摩擦配合。针护罩50b被针护罩抓取件52包围,该针护罩抓取件52具有尖舌54,该尖舌54稍稍向内,并朝向所述装置的前端或近端。针护罩抓取件52与护帽50可操作地连接,从而护帽50的移除会导致针护罩50b和抓取件52被同时移除。
32.在向药剂容器填充药剂之前,针护罩50b通常由药剂容器制造商(通常是注射器制造商)添加到固定针座16b上,作为预充注射器制造过程的一部分。除了制造实际容器(玻璃或塑料材料)之外,注射器制造商还会负责将注射针16c附接(铆固)到针座16b上,并且还对注射器内部进行硅化处理。当然,在该制造步骤之前,必须像下文中更详细地论述的那样制造针护罩组件。本发明的针护罩组件的制造商将rfid标签与用于形成针护罩的材料结合。在整个注射装置制造过程的这个初期阶段,rfid标签能够存储允许历史跟踪的数据。注射器制造商会从另一个制造商接收支持rfid标签的针护罩组件和针套管,并将这两个部件结合,作为注射器制造过程的一部分。此时,rfid标签也可存储由注射器制造商输入的与套管货源有关的信息,例如日期、批号、套管制造商标识、地点等。如上所述,注射器制造商还可向rfid添加与硅化参数、日期、配方、测试标准等相关的数据。在完成时,带有针护罩组件的注射器随后被直接转移至药剂填充位置,或者被储存/仓储,直到运送至填充位置。此时也可将数据写入rfid标签或从rfid标签读取数据,以跟踪和/或记录与产品历史有关的信息。
33.药剂填充过程通常由另一个制造商(即,制药公司或合同填充公司)进行。由于rfid针护罩是在药剂填充之前附接至注射器的,因此填充制造商也可从rfid标签读取和向rfid标签写入与药剂相关的信息,例如批号、制造日期、警告、安全信息、使用说明、剂量限制等。通过将rfid标签纳入为针护罩组件的一部分,能实现在成品注射装置的整个制造过程中的很早阶段进行跟踪和数据收集。由于针护罩组件在成品注射装置的用户进行注射之前一直保留在注射器上,因此rfid标签能够存储与注射装置的几乎整个历史有关的数据。通常,在形成成品注射装置的组件和装置制造过程中涉及许多相关方。这些不同的相关方通常也位于许多不同的物理地点。这些相关方可能包括:
[0034]-橡胶制造商
[0035]-注射针制造商
[0036]-针护罩制造商
[0037]-注射器制造商(玻璃/塑料)
[0038]-制药公司(药品制造商)
[0039]-合同制造商(药剂填充)
[0040]-设备制造商(设备组装)
[0041]-配送和运输
[0042]
上述的各个相关方可能具有由他们独立控制并独立于其他方备档的不同的质量和特定产品标准。在向注射器填充好药剂后,将注射器直接储存或运输到最终将其结合到成品注射装置中的地点。此时也可从rfid标签读取或向rfid标签写入与预充注射器的存储和运输有关的信息。
[0043]
注射装置组装过程通常将带有支持rfid标签的针护罩的预充注射器与形成注射装置的工作部件(即剂量机构)并使注射器中的药剂被迫通过注射针16c的各种金属或塑料部件接合或结合。在装置组装步骤中,可向rfid标签写入数据和/或从rfid标签读取数据。另外,剂量机构的一个或多个部件可伴随有第二rfid标签。第二rfid标签包含与这些部件的制造有关的历史数据。在将预充注射器与剂量机构结合后,可交换每个rfid标签上的数据,从而确保每个rfid标签包含成品注射装置的完整产品历史。
[0044]
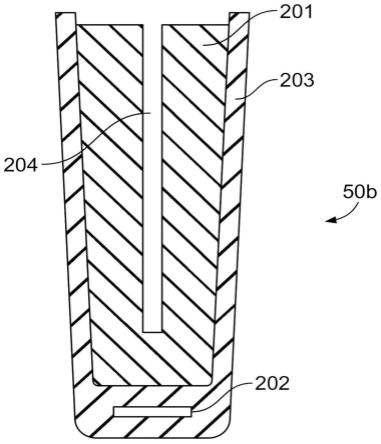
图5示出了一种可能的针护罩设计,该针护罩包括围绕并包围柔性针护套201的刚性护套203,柔性针护套201由比用于制造刚性护套203的材料软的材料制成。优选柔性针护套201包括橡胶材料,但是,可使用允许注射针16c配装在腔体204内从而保持无菌状态并与注射针形成液体密封的任何材料。优选注射针16c的尖锐近端嵌入腔体204的近端中,并嵌入柔性针护套材料中。柔性针护套201可摩擦配合在刚性护套内,或者也可用粘合剂或其它连接方式将其保持在适当位置。
[0045]
在图5所示的实施方式中,rfid标签202嵌入在刚性护罩203的近端中。这可通过共模成型制造工艺实现。在一种可能的制造工艺中,芯销210(参见图6)用于支撑rfid标签202,而熔融塑料材料用于形成刚性护套203并封装rfid标签202。一个或多个支柱214位于销腔或笼212内,以支撑rfid标签,防止rfid标签在模制过程中弯曲或破裂。一个或多个机器人工具用于选择、写入数据,并将rfid标签置于进行共模成型过程的适当位置。其它机器人工具用于从制造过程中移除共模成型的支持rfid标签的针护套。
[0046]
图7-9示出了将rfid标签202与刚性护套203结合或关联的一种替代制造技术,每个刚性护套使用卡扣构造205,而rfid标签通过一体地形成在刚性护套203的外表面206或内表面207上的柔性臂、指状件或槽道固定就位。图9尤其示出了柔性针护套201在刚性护套203内的配合可用作撞锤以将rfid标签202安置到卡扣配件205中。虽然图7-9示出了刚性护套和柔性针护套作为两个独立部件的使用方式,但是将rfid标签结合到制造为单个部件的针护罩部件中也在本发明的范围内,即,其中刚性外部部分与能够密封注射针的近端的柔软的柔性内部部分是一体的。这种提供刚性和软针护套的单件式针护罩可制造成由不同硬度材料构成的独立部分,然后将两个不同部分物理地永久附接在一起。也可通过共模成型工艺形成单件式针护罩。采用这种方式,仅需制造单个针护罩,而不是制造两个独立的不同部件,然后在将针护罩组件组装到注射器和注射针之前必须首先将它们组装到一起。
[0047]
针护罩组件50b的另一种替代设计包括天线构造。在图10和图11中示出了两种可能的实施方式,其中天线208围绕刚性护套203的外表面附接形成,或者印刷在护套的表面
上。在任何一种情况下,天线都电连接至rfid标签202。天线的使用会改善rfid标签的写入和读取,尤其是在共模成型制造工艺中嵌入和覆盖rfid标签时。图12示出了在天线弯曲或围绕刚性护套的外表面形成之前连接至rfid标签的天线构造。可使用胶粘或涂层方式将天线208保持在刚性护套的表面上。
[0048]
rfid标签可以是只读装置,但更优选是可读写rfid。rfid标签可基于不同的频带,包括以hf-rfid和nfc频率或uhf频率工作的rfid标签。信息的交互和读取通过用于uhf/hf频率的工业rfid读取器、手持式读取器和附件以及实现了nfc技术的普通智能手机进行。
[0049]
rfid具有可使用rfid读取器和类似装置读取和/或写入的存储器。存储在存储器中的数据通常与rfid标签的不可更改或擦除的唯一标识符(例如序列号)分开。应选择适当的rfid标签存储容量,以实现数据保存和检索的目标,例如,所述目标可能是记录所述装置的整个产品历史记录,直到该装置被最终用户使用时为止,或者可能仅需要有足以保留关于药剂的信息(例如剂量和安全信息)的存储容量。较大的存储器允许rfid标签存储制造数据、与质量控制相关的信息、药剂信息、使用说明、以及允许存储产品寿命期的完整历史的任何其它标准。一般来说,附接至每个针护罩组件的每个rfid标签的存储器应足以存储在产品寿命期中的不同时间点收集的数据。
[0050]
预定义信息会被转换为一组数据,然后在产品寿命期开始时以无线方式传输至每个rfid标签。在一些情况下,可能并且希望将数据“成批”传送至满载针护罩组件的货盘,其中每个针护罩组件具有附接的rfid标签。在将针护套从共模成型或rfid附接过程移除时,可通过上述的机器人工具完成单次进行的数据传送。向多个支持rfid标签的针护套成批传送信息可能发生在药剂填充过程期间或在实际装置组装期间。因此,在每个制造和/或组装步骤中,例如注射器制造、注射器填充、运输、装置组装等,与各个项目相关的信息会被写入到每个rfid标签中,或者“成批”写入到组装批次中的多个rfid标签中。优选通过已知的数据安全技术(例如加密)来保护写入的数据。
[0051]
考虑到注射装置具有的可能设计的数量,与容纳剂量输送机构的注射装置主壳体相比,药剂容纳容器(例如预充注射器)可能有单独的制造流程。在装置组装过程的后期,最终接合两个部分(即,带有rfid标签的药剂容器和剂量输送机构),以形成完整的注射装置。在这种情况下,需要采用附接至剂量输送机构的主壳体或壳体内的部件的第二rfid标签,以便能够独立于包含带有rfid标签的针护罩组件的药剂容器的制造和测试跟踪剂量输送机构的记录。在两个rfid标签成为单个装置组件的一部分后,可从每个rfid标签读取数据,或者可将数据从一个rfid标签传送至另一个rfid标签。两个rfid标签之间的数据交换变得很重要,因为在注射期间或在进行第一次注射之后出现问题的情况下,针护套可能已经被移除并丢弃,因而无法恢复产品寿命期数据。但是,由于在针护套中的rfid标签与装置中的第二rfid标签之间进行交换数据,因此在针护罩不再可用的情况下仍然能恢复数据。由于数据从针护罩组件上的rfid标签传送至剂量输送机构的rfid标签,因此当在使用后的质量控制或故障分析中需要时,能够获得完整的装置历史记录。
[0052]
另一种可能性包括使用注射装置附件300(参见图13),例如由最终用户或医护人员附接至注射装置并包含用户的特定信息的所谓的“专属套管”。该附件可直接附接至注射装置的外表面,并且可配置为直接从与针护罩组件、注射装置或这两者相关联的rfid标签获取信息。可使用夹式或卡扣式连接器实现附接,使得其易于移除并易于附接至另一个注
射装置。装置附件300可包括另一个rfid标签、rfid标签读取器、微处理器、存储器、显示器、和/或用于输入装置附件的信息或控制操作的用户界面,包括按钮或触摸屏。装置附件300可配置为与外部源(例如智能电话)通信,并且可在实际使用中跟踪装置的运作。例如,该附件可获取并存储注射剂量和注射的时间频次。然后,医护人员可访问这些信息,以监测患者对治疗方案的依从性。
[0053]
可存储在一个或两个rfid标签上的数据的类型的例子包括:
[0054]-尺寸特性、硅化曲线和参数、每个针护罩组件的唯一标识;
[0055]-在药剂填充地点存储与产品和质量相关的数据,例如填充日期、批次、机器、有效期、未标记注射器的药品标识符;
[0056]-在装置制造地点存储与产品和质量相关的数据,例如用于剂量输送机构上的每个rfid的尺寸特性、使用的部件、唯一标识、批号;
[0057]-在装置组装地点存储和交换与产品和质量相关的数据,例如具体组装参数和日期,将来自剂量输送机构的数据与针护罩组件的数据相关联;
[0058]-在用户级别上使用附件(例如智能手机应用程序和/或附接至装置的专属套管)交换、检查和存储数据。存储的用户数据可用于分析装置的功能(例如注射时间分析),从而自动跟踪产品历史。通过分析整个供应链中的单个装置并使用智能手机协助产品召回和/或用户警告,这种产品历史记录在快速投诉处理时很有用。
[0059]
现在继续说明注射装置100,图2示出了一种附接至壳体24或嵌入在壳体24内的最佳第二rfid标签220。该第二rfid可与针护罩组件所配的rfid和装置附件300通信。图3示出了图1的注射装置的后部或动力单元20。该动力单元20包括柱塞60,该柱塞60形成为管,并具有稍小于待使用的注射器主体的内径的外径。柱塞60布置有具有一定宽度的周向槽62。在柱塞60内布置有螺旋压缩弹簧64,并且在该弹簧64内布置有弹簧导杆66。在邻近柱塞60的凹槽62的位置布置有保持构件68。该保持构件包括环形主体,该环形主体具有围绕其周缘布置的环形横挡和朝向动力单元的后端或远端的多个柔性舌片74。每个舌片74布置有朝内的横挡,该横挡布置并形成为配装到柱塞60的槽62中。每个舌片74还在外表面上设有加强肋。
[0060]
围绕柱塞60布置有大致为管状的激活件80。该激活件的前端或近端(在附图的左侧)具有倾斜的过渡面,该过渡面与具有扩大直径的带状部相遇。在与过渡面相邻的内表面上布置有环形的朝内横档86,该横档86具有适合于配装到柱塞的槽62内的形状。在致动件80的前部处布置有多个朝向纵向的切口,以形成柔性舌片90。激活件80还在两侧设有从外表面径向朝外的两个止动横档。激活件80的上端布置有端壁80a。
[0061]
在激活件80的外部可滑动地布置有致动件套管110,该致动件套管110也是大致管状的形式。它包括具有终止在其外表面上的横档内的圆锥部分。在距横档一定距离处,在外表面上布置有第一环形圈114。在距该横档的较大距离处还布置有第二环形圈。致动件套管110的后端布置有两个大致为矩形的相对布置的切口,该切口的宽度与致动件80的止动横档的宽度对应。压缩弹簧122(在下文中称为针护罩弹簧)围绕致动件套管。
[0062]
上述的动力单元的部件容纳在大致为管状的后壳体124内,该后壳体124的前端具有与前主体的后端的内径对应的稍小直径,并设有多个环形突起126,该环形突起126预定配装到前主体12的内表面上的相应环形槽18中。
[0063]
现在将参照图2中所示的实施方式说明本发明的上述注射装置100的功能。在组装注射装置时,前部和后部是单独组装的。对于动力单元20来说,由于激活件80的舌片90的朝内横挡位于柱塞60的槽62中,并且致动件套管110阻止舌片90向外移动,因此柱塞60被保持为抵抗压缩弹簧64的力的状态。此外,保持构件68的舌片74也布置在槽62中。如果舌片90移出柱塞60的槽62,那么激活件80的舌片90会与舌片74邻接,作为第二安全装置。
[0064]
将注射器16置于内主体56内的前端12中,并将后主体13附接至前主体12,其中突起126配装到凹部18中。注射器16优选是预充注射器,其中药剂置于注射器16的筒内,并在远端处由可滑动的塞件或活塞16d密封。固定的注射针16c被针护罩50b密封,该针护罩50b包含rfid标签202。然后将前主体12和后主体13连接在一起。将带有针护罩抓取件52的针护帽50插入到所述装置的前端中。现在,该装置可以使用了。
[0065]
在要进行注射时,可将针护帽50和附接的抓取件54从带有针护罩50b以及rfid标签202的注射装置中拉出。这导致尖舌54被推入橡胶针护罩50b中,并将其从针座16b上移除。然后克服作用在致动件套管的第二环形圈与布置在致动件80上的横档之间的压缩弹簧122的力正对注射部位按压注射装置的前端,并将针护罩20的稍稍突出的前端推入壳体124内。针护罩20的上端与致动件套管110的第一环形圈114接触,并且针护罩的移动使致动件套管110向后或向远侧移动,由此带状部的一部分位于致动件套管110的前部外侧。
[0066]
在图2所示的不包括远侧激活按钮的实施方式中,当针护罩20被正对注射部位推动并导致其向远侧方向缩回到壳体12中时,所述装置被激活。在完全缩回时,致动件套管110会释放激活件80,导致弹簧64释放,触发所述装置并开始注射程序。
[0067]
压缩弹簧64的力迫使柱塞60推动注射器的塞件16d。但是由于塞件16d与注射器筒内壁之间有摩擦、注射器内的液体药剂不可压缩、并且贯穿注射针的流道非常小,因此所述力会朝近侧向前推动注射器16和注射器组件36,此时注射针16c会刺入患者的皮肤。当注射器托架组件邻接并接触硬止挡件12b时,刺入动作停止。虽然外主体57遇到前主体12内的阻止其向前运动的硬止挡件12b,但是内主体56和注射器16会相对于外主体57继续稍稍轴向向前(向近侧)移动。在采用注射器托架组件36的情况下,阻尼环58吸收稍稍压缩并最终停止内主体56和注射器16的前向动量。阻尼环58的压缩和能量吸收特性能大大减轻(即使不是消除)接受注射的人所体验的注射结束的不良触觉感受。
[0068]
来自压缩弹簧64的力现在使塞件16d在注射器内移动,并且液体药剂被注射到患者体内,直到该塞件16d到达注射器筒的内前端。当柱塞移过该距离时,其后端已经通过激活件80的横挡,并且舌片90向内移动。由于压缩弹簧64也作用在激活件80上,因此激活件80在致动件套管内移动。由于发生这种移动并且针护罩弹簧122作用在致动件套管110上,因此它被向前推动。现在,当从注射部位移除注射装置时,针护罩弹簧122的力向前推动致动件套管110并因此推动连接的针护罩20,从而将针护罩20从注射装置的前端推出,并且针护罩包围注射针16c。致动件套管110的移动导致致动件80的带状部通过布置在致动件套管110的内表面上的肋。这些肋防止将针护罩20推回到注射装置中的任何企图,因为这些肋抵靠致动件80的带状部的前端。
[0069]
应理解,上文所述和附图所示的实施方式应仅视为本发明的非限定性示例,并且在专利权利要求的范围之内可通过多种方式进行修改。因此,本技术意图涵盖采用本发明的基本原理的任何变化形式、使用方式或修改形式。而且,本技术意图涵盖在本发明所属领
域的已知做法或惯例范围之内的与本公开有别的此类变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。